自由曲面機(jī)器人擺線拋光軌跡的多參數(shù)優(yōu)化*
2021-09-04 06:22:22倪建龍王康
自動化與信息工程 2021年4期
倪建龍 王康
學(xué)術(shù)研究
自由曲面機(jī)器人擺線拋光軌跡的多參數(shù)優(yōu)化*
倪建龍 王康
(華南理工大學(xué)機(jī)械與汽車工程學(xué)院,廣東 廣州 510641)
為獲得良好的拋光表面質(zhì)量,提出一種針對自由曲面的機(jī)器人擺線拋光軌跡多參數(shù)優(yōu)化方法。首先,基于人工神經(jīng)網(wǎng)絡(luò)建立拋光表面材料去除量分布均勻性預(yù)測模型;然后,提出一種基于遺傳算法的擺線軌跡多參數(shù)組合優(yōu)化算法;最后,經(jīng)材料去除量仿真實(shí)驗(yàn)和機(jī)器人拋光驗(yàn)證,該方法能有效控制拋光表面材料去除量的均勻性,獲得較好的鏡面拋光效果。
拋光工藝;多參數(shù)優(yōu)化;人工神經(jīng)網(wǎng)絡(luò);遺傳算法
0 引言
在曲面拋光工藝中,拋光表面材料去除量分布的均勻性是評價拋光表面質(zhì)量的重要指標(biāo)之一。為獲得均勻的材料去除量,理想的拋光軌跡不僅實(shí)現(xiàn)工件表面的均勻覆蓋,避免過拋光和欠拋光現(xiàn)象,還具有良好的多方向特征[1-3]。擺線拋光軌跡可較好地處理以上問題,近年來廣泛應(yīng)用于各種自由曲面的拋光工藝[4-6]。然而,擺線軌跡嚴(yán)格受如圖1所示的擺線半徑Rcan、擺線步距scan和導(dǎo)線間距scan3個軌跡參數(shù)的影響。這3個軌跡參數(shù)的不同組合會影響圖1中矩形區(qū)域一和區(qū)域二的材料去除量分布均勻性,且無法通過單一參數(shù)調(diào)節(jié)。目前,實(shí)現(xiàn)材料去除量均勻控制的最優(yōu)擺線軌跡參數(shù)的確定主要依賴工人經(jīng)驗(yàn)和技術(shù)手冊,需要反復(fù)進(jìn)行大量的拋光實(shí)驗(yàn),不僅耗時耗力,還造成工件原材料較大浪費(fèi)。
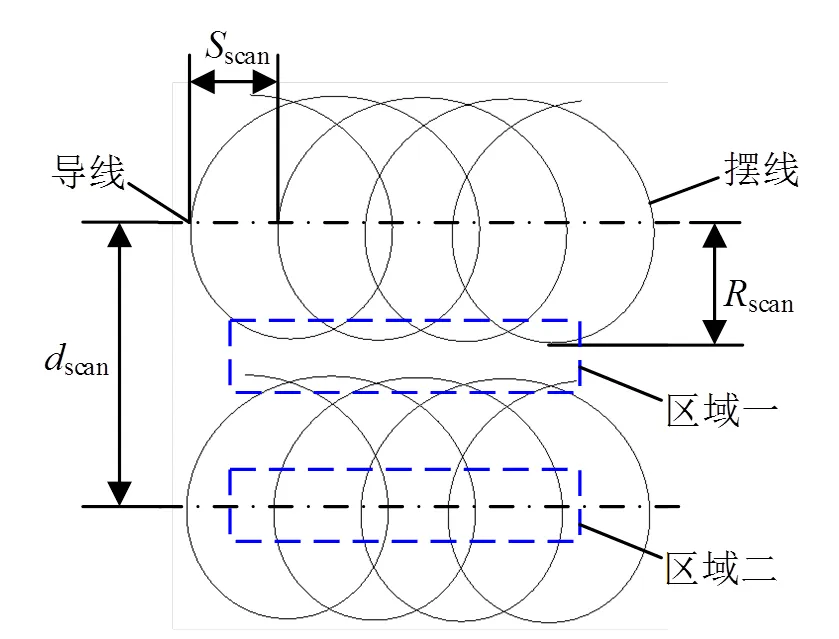
圖1 沿著掃描軌跡進(jìn)給的擺線
為此,本文提出一種針對自由曲面的機(jī)器人擺線拋光軌跡多參數(shù)優(yōu)化方法。首先,對拋光表面材料去除量進(jìn)行仿真;然后,基于人工神經(jīng)網(wǎng)絡(luò)建立擺線軌跡參數(shù)與拋光表面材料去除量分布均勻性之間的模型;最后,提出一種基于遺傳算法的擺線軌跡多參數(shù)組合優(yōu)化算法。
1 材料去除量與拋光軌跡分析
1.1 拋光表面材料去除量模型

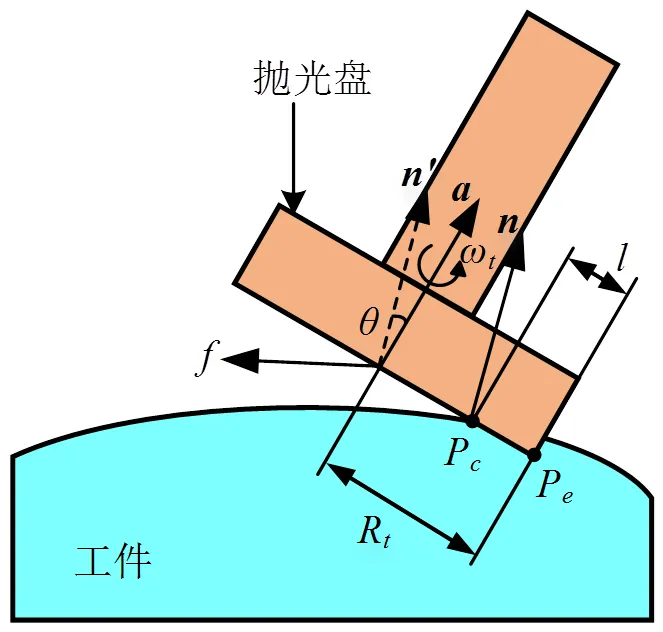
圖2 拋光盤與工件之間的接觸示意圖
根據(jù)該應(yīng)用場景建立的傾斜拋光盤與工件之間的接觸壓力分布模型如圖3所示[7]。當(dāng)拋光盤與工件平面接觸時,接觸區(qū)域可簡化為一條弦和一條圓弧構(gòu)成的封閉區(qū)域(圖3(a));當(dāng)拋光盤與工件凸面接觸時,接觸區(qū)域可簡化為2個圓弧構(gòu)成的葉片狀區(qū)域(圖3(b));當(dāng)拋光盤與工件凹面接觸時,接觸區(qū)域可簡化為2個圓弧構(gòu)成的月牙狀區(qū)域(圖3(c))。
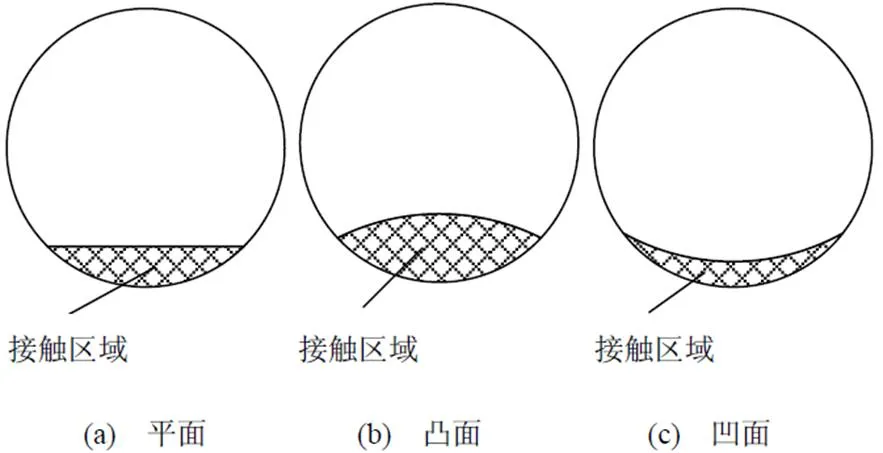
圖3 傾斜拋光盤與工件之間的接觸壓力分布模型
根據(jù)上述壓力分布模型,可基于Preston方程建立材料去除量模型:
1.2 沿掃描線進(jìn)給的擺線軌跡分析
沿掃描線進(jìn)給的擺線軌跡由于具有規(guī)劃簡單和覆蓋均勻的特點(diǎn),被廣泛應(yīng)用于各種自由曲面的拋光,因此本文選用其作為研究對象。為進(jìn)一步分析上述3個軌跡參數(shù)對材料去除量分布的影響規(guī)律,對典型的軌跡參數(shù)案例進(jìn)行材料去除量仿真實(shí)驗(yàn),實(shí)驗(yàn)中拋光設(shè)備參數(shù)如表1所示。
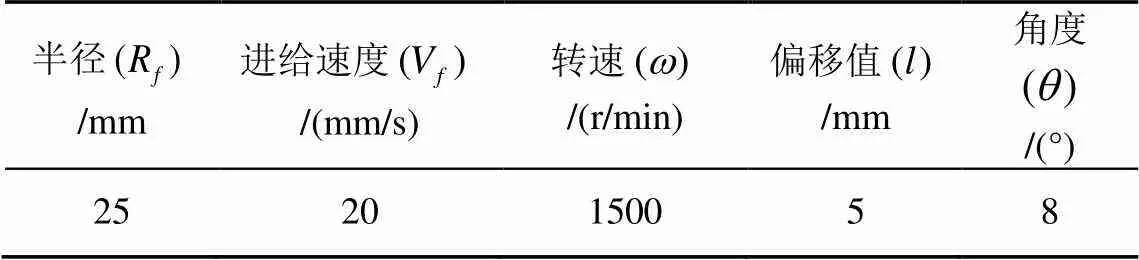
表1 仿真實(shí)驗(yàn)中拋光設(shè)備參數(shù)
為保證拋光區(qū)域能夠均勻覆蓋工件表面并獲得較高的加工效率,導(dǎo)線間距scan的確定需要考慮具體的拋光盤半徑值R。本文將scan限制為
采用本項(xiàng)目組開發(fā)的CAM軟件實(shí)現(xiàn)4個擺線軌跡參數(shù)案例的材料去除量仿真實(shí)驗(yàn)結(jié)果如圖4所示。這4個案例使用的擺線軌跡參數(shù)如表2所示。由圖4(a)可知,如果擺線半徑scan較大,同時導(dǎo)線間距scan較小,會導(dǎo)致矩形區(qū)域內(nèi)的軌跡過于密集,造成過拋光現(xiàn)象;相反,如圖4(b)所示,如擺線半徑scan較小,且導(dǎo)線間距scan較大,會導(dǎo)致矩形區(qū)域內(nèi)的軌跡過于稀疏,造成欠拋光現(xiàn)象;如圖4(c)所示,若擺線步距scan設(shè)置過小,會導(dǎo)致矩形區(qū)域一內(nèi)的材料去除量明顯比區(qū)域二內(nèi)更少;如圖4(d)所示,若scan設(shè)置過大,則會導(dǎo)致矩形區(qū)域內(nèi)材料去除量比周邊區(qū)域偏少。
圖4 擺線軌跡參數(shù)案例的材料去除量仿真實(shí)驗(yàn)結(jié)果
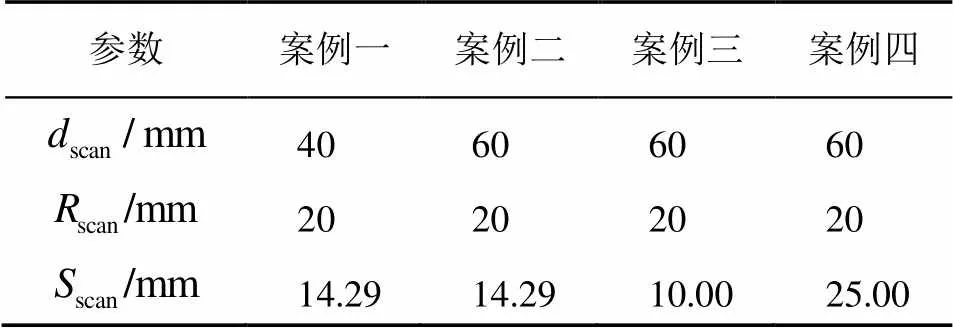
表2 沿掃描線進(jìn)給的擺線軌跡參數(shù)案例設(shè)置值
綜合上述分析,本文將擺線半徑scan取值范圍約束為

另外,為同時滿足均勻覆蓋和提高加工效率2個要求,擺線半徑一般不大于擺線步距且單道擺線軌跡內(nèi)擺線周期不應(yīng)過多[8]。
如圖5(a)所示,當(dāng)相鄰周期的擺線軌跡相切時,擺線步距和半徑之間的近似關(guān)系為
如圖5(b)所示,當(dāng)?shù)谝粋€周期的擺線軌跡和第三個周期的擺線軌跡相切時,擺線步距和半徑之間的近似關(guān)系為
如圖5(c)所示,當(dāng)?shù)谝粋€周期的擺線軌跡和第四個周期的擺線軌跡相切時,擺線步距和半徑之間的近似關(guān)系為
圖5 不同步距和半徑的擺線軌跡
為兼顧加工效率與加工質(zhì)量,將擺線步距和半徑之間的關(guān)系限定為
基于以上分析,為獲得較好的拋光表面質(zhì)量,各個擺線軌跡的參數(shù)取值范圍如表3所示。后續(xù)的擺線軌跡參數(shù)優(yōu)化同樣需要在這些范圍內(nèi)進(jìn)行。
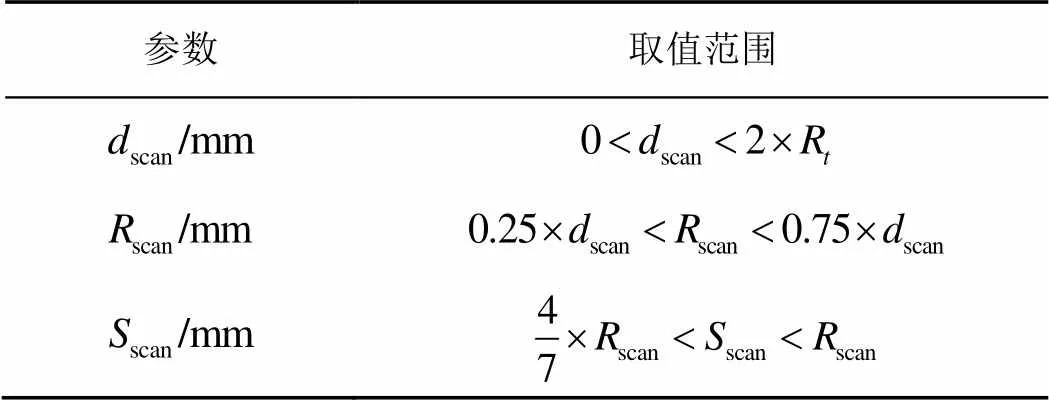
表3 沿掃描線進(jìn)給的擺線參數(shù)取值范圍
2 擺線軌跡的多參數(shù)組合優(yōu)化
為在表3的區(qū)間內(nèi)實(shí)現(xiàn)擺線軌跡的多參數(shù)組合優(yōu)化,本文基于人工神經(jīng)網(wǎng)絡(luò)建立拋光表面材料去除量分布均勻性預(yù)測模型,并以該模型為適應(yīng)度函數(shù),提出一種基于遺傳算法的擺線軌跡多參數(shù)組合優(yōu)化算法。
2.1 基于人工神經(jīng)網(wǎng)絡(luò)的拋光表面材料去除量分布均勻性預(yù)測模型
基于人工神經(jīng)網(wǎng)絡(luò)建立擺線半徑scan、擺線步距scan和導(dǎo)線間距scan3個軌跡參數(shù)與拋光表面材料去除量分布均勻性之間的模型。首先,以三角網(wǎng)格模型近似表示工件的曲面模型;然后,將表示工件曲面的三角網(wǎng)格模型輸入到本項(xiàng)目組開發(fā)的CAM軟件進(jìn)行拋光表面材料去除量仿真,得到三角網(wǎng)格模型各個三角形頂點(diǎn)的拋光表面材料去除量。以各個網(wǎng)格頂點(diǎn)材料去除量的平均值和平方差值作為材料去除量均勻性的評價指標(biāo)。
本文建立的人工神經(jīng)網(wǎng)絡(luò)模型如圖6所示,該神經(jīng)網(wǎng)絡(luò)為BP神經(jīng)網(wǎng)絡(luò)。神經(jīng)網(wǎng)絡(luò)的輸入為擺線半徑scan、擺線步距scan和導(dǎo)線間距scan,輸出為所有網(wǎng)格頂點(diǎn)材料去除量的平均值和平方差值。設(shè)神經(jīng)網(wǎng)絡(luò)的隱藏層為1,隱藏層節(jié)點(diǎn)個數(shù)為15。
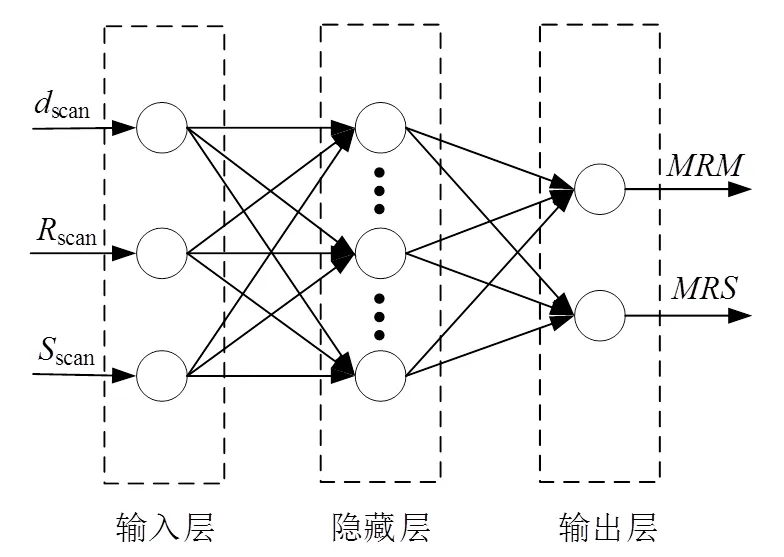
圖6 人工神經(jīng)網(wǎng)絡(luò)模型
為訓(xùn)練該神經(jīng)網(wǎng)絡(luò),以圖7所示復(fù)雜曲面模型拋光為例,根據(jù)正交實(shí)驗(yàn)思想設(shè)計25組不同拋光擺線軌跡參數(shù)組成的訓(xùn)練集,可較好覆蓋軌跡參數(shù)組合的大部分情況。這些擺線軌跡參數(shù)約束在表3所列的范圍內(nèi)。另外,為了讓訓(xùn)練模型的精度更高,本文單獨(dú)設(shè)計700組擺線軌跡參數(shù)值隨機(jī)組合的訓(xùn)練數(shù)據(jù)集,并設(shè)計20組樣本組成測試集,以驗(yàn)證訓(xùn)練的人工神經(jīng)網(wǎng)絡(luò)的預(yù)測精度。
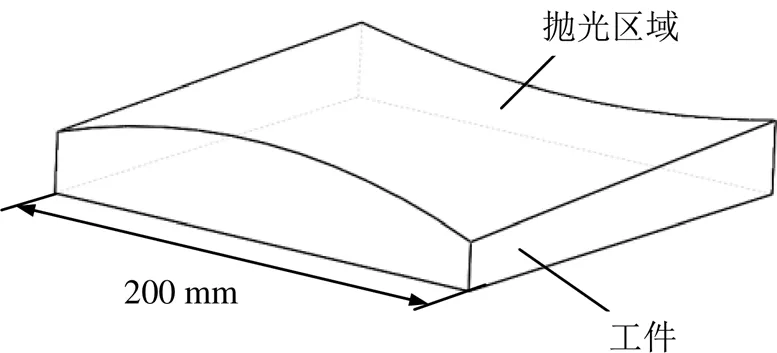
圖7 實(shí)驗(yàn)工件模型
表4列舉了部分不同擺線軌跡參數(shù)的仿真和預(yù)測結(jié)果。人工神經(jīng)網(wǎng)絡(luò)模型獲得的和的預(yù)測值與實(shí)際值的比較如圖8所示。從圖8(a)可以看出,的預(yù)測值與實(shí)際值曲線非常吻合。從圖8(b)可以看出,的預(yù)測值和實(shí)際值之間存在微小差距,但整體上比較一致。
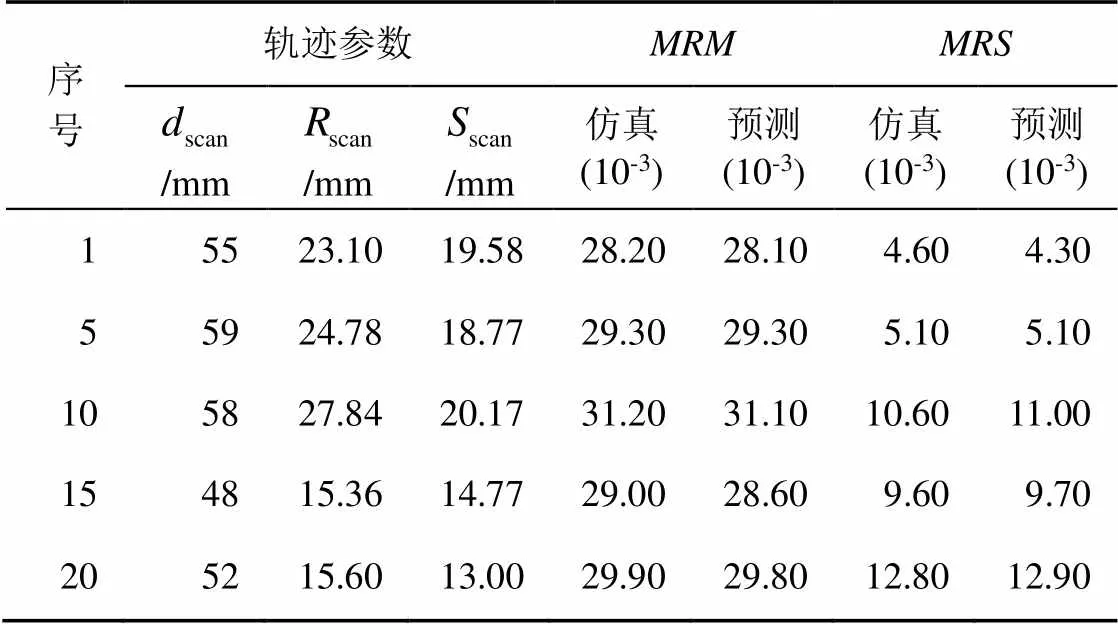
表4 人工神經(jīng)網(wǎng)絡(luò)模型仿真和預(yù)測結(jié)果
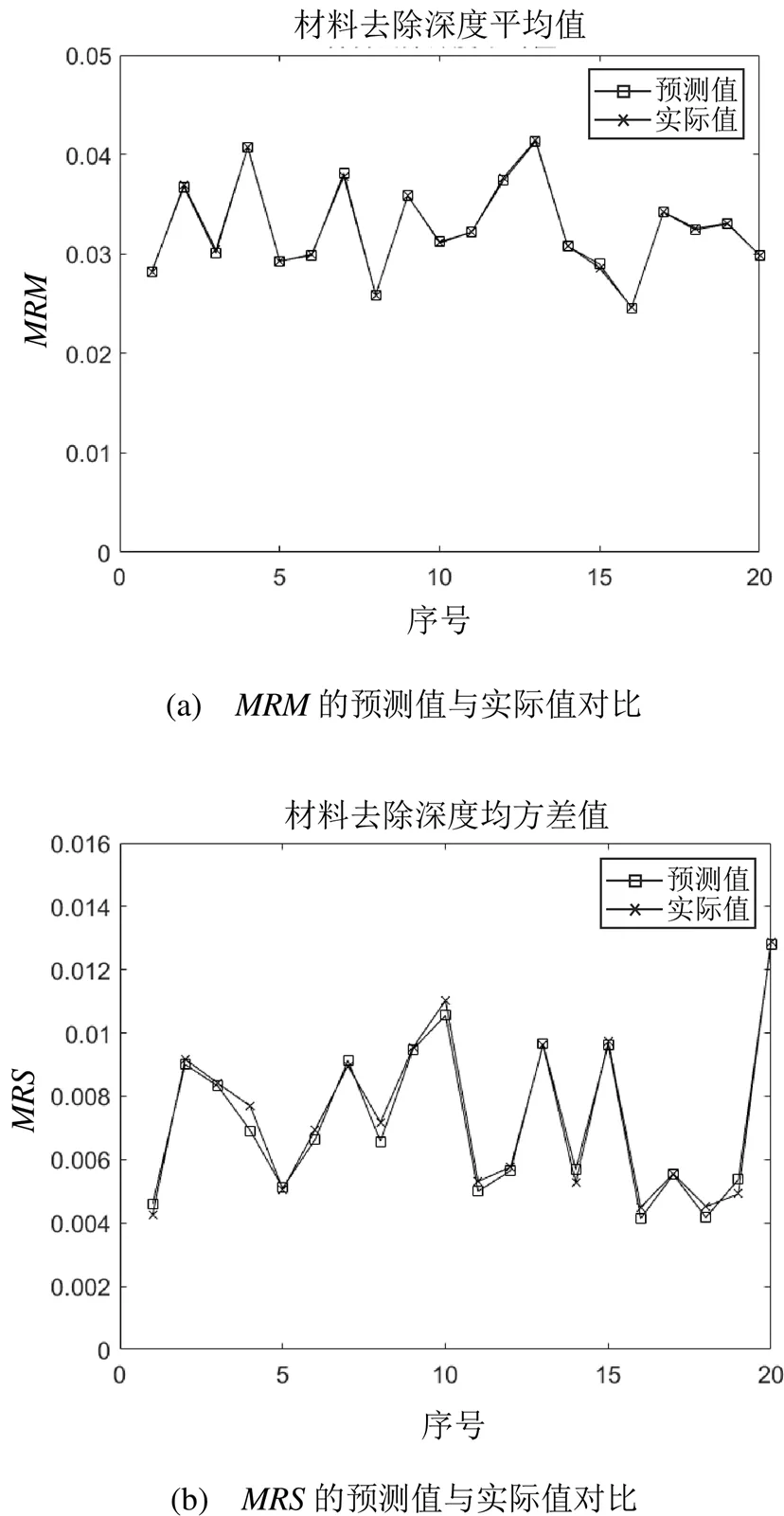
圖8 沿掃描線進(jìn)給的擺線軌跡預(yù)測值與實(shí)際值對比
2.2 基于遺傳算法實(shí)現(xiàn)參數(shù)組合優(yōu)化
遺傳算法的關(guān)鍵是適應(yīng)度函數(shù)的確定。基于拋光表面材料去除量均勻性分布預(yù)測模型,將遺傳算法的適應(yīng)度函數(shù)設(shè)置為
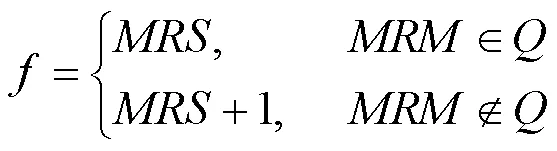
式中,為期望的范圍,根據(jù)具體工藝要求設(shè)置。因?yàn)橐话氵h(yuǎn)小于1,所以當(dāng)不在期望的范圍內(nèi)時,可將適應(yīng)度函數(shù)值加1,基于遺傳算法策略,這組參數(shù)組合會在進(jìn)化中被淘汰。
利用Matlab的遺傳算法工具箱進(jìn)行實(shí)驗(yàn)優(yōu)化,并將軌跡參數(shù)限制在對應(yīng)的范圍內(nèi)。種群數(shù)量設(shè)置為50,進(jìn)化代次數(shù)為500,交叉概率為0.6,變異概率為0.02。算法優(yōu)化具體過程如下:
1)在參數(shù)值約束范圍內(nèi),隨機(jī)初始化一個種群,并進(jìn)行編碼;
2)對種群進(jìn)行選擇、交叉和變異等操作;
3)使用上文完成訓(xùn)練的人工神經(jīng)網(wǎng)絡(luò)模型預(yù)測每組的輸出參數(shù)和,并利用式(8)計算適應(yīng)度函數(shù),更新種群;
4)判斷是否達(dá)到最大進(jìn)化代次數(shù),若是,輸出適應(yīng)度函數(shù)最小的參數(shù)組合,否則,重復(fù)步驟2)。
基于表1的拋光工藝參數(shù),結(jié)合本文提出的人工神經(jīng)網(wǎng)絡(luò)和遺傳算法的擺線軌跡多參數(shù)組合優(yōu)化算法,對沿掃描線進(jìn)給的擺線軌跡進(jìn)行軌跡參數(shù)優(yōu)化,并利用材料去除量仿真實(shí)驗(yàn)進(jìn)行論證,得到的最優(yōu)軌跡參數(shù)組合如表5所示。
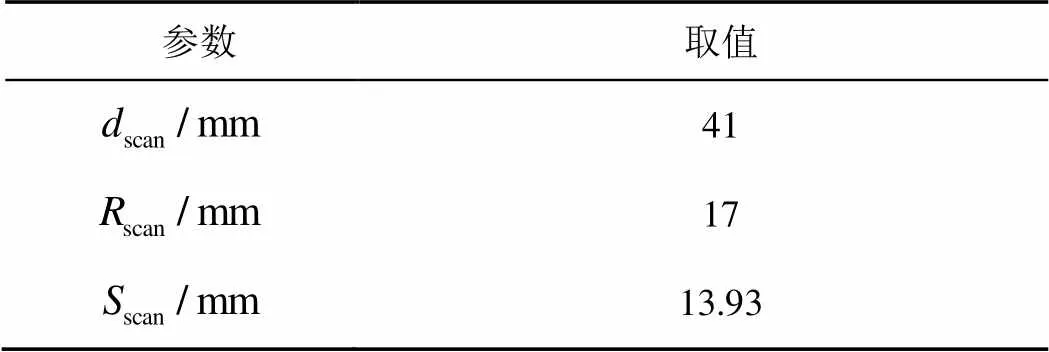
表5 沿掃描線進(jìn)給的擺線軌跡最優(yōu)參數(shù)組合
擺線軌跡參數(shù)優(yōu)化后的材料去除量仿真圖如圖9所示。與圖4對比可知,本文提出的算法有效提高了工件拋光表面材料去除量的均勻性。
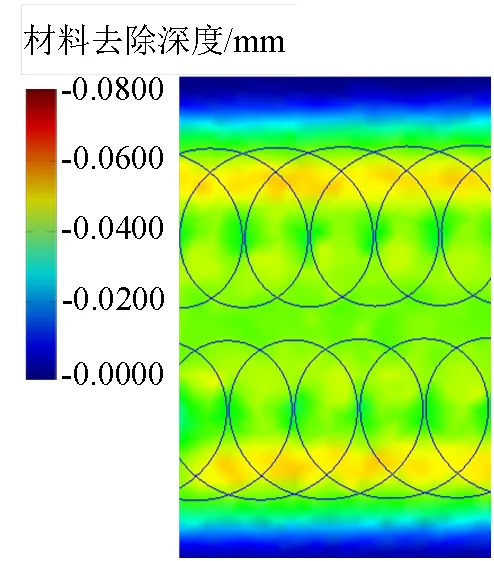
圖9 擺線軌跡參數(shù)優(yōu)化后的材料去除量仿真圖
3 實(shí)驗(yàn)及分析
為驗(yàn)證本文提出的機(jī)器人擺線拋光軌跡多參數(shù)優(yōu)化方法的有效性及實(shí)用性,設(shè)計并開展實(shí)際的拋光加工實(shí)驗(yàn)。實(shí)驗(yàn)采用的自由曲面以及通過本文的方法生成的擺線拋光軌跡和其材料去除量仿真結(jié)果如圖10所示。機(jī)器人拋光實(shí)驗(yàn)平臺如圖11(a)所示,拋光裝置為ABB 4600機(jī)器人,拋光盤與伺服電機(jī)連接在機(jī)器人的末端執(zhí)行器上。拋光工件曲面為圖7所示的自由曲面;拋光設(shè)備參數(shù)與表1一致;擺線軌跡參數(shù)與表5一致。首先,拋光盤底部依次附著#400、#600、#800、#1000的砂紙,每種砂紙對工件表面進(jìn)行2次拋光;然后,利用2.5 μm級的金剛石研磨膏對工件表面進(jìn)行拋光,最終獲得的拋光效果如圖11(b)所示。采用本文優(yōu)化后的擺線軌跡,獲得較好的鏡面拋光效果,證明本文方法的有效性和實(shí)用性。
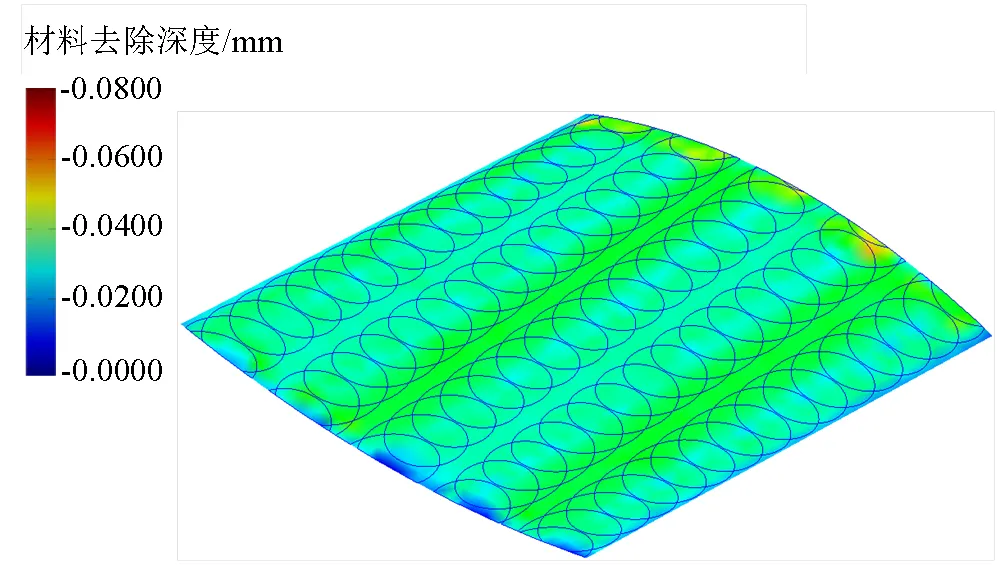
圖10 采用本文方法生成的擺線軌跡
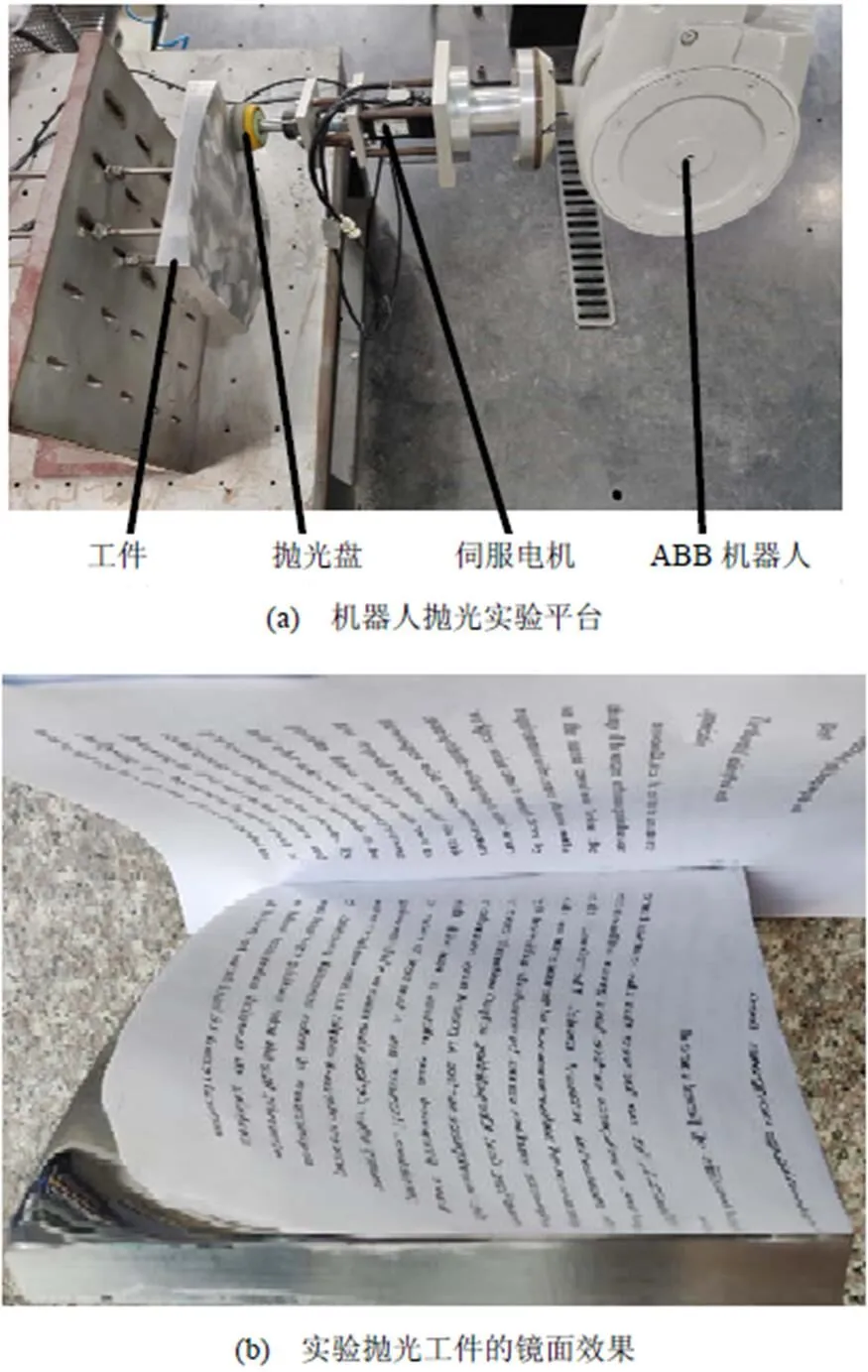
圖11 機(jī)器人拋光實(shí)驗(yàn)
4 結(jié)論
本文針對自由曲面提出一種機(jī)器人擺線拋光軌跡的多參數(shù)組合優(yōu)化方法。材料去除量仿真實(shí)驗(yàn)和實(shí)際的機(jī)器人拋光實(shí)驗(yàn)表明:該方法能夠有效控制拋光材料去除量的均勻性,能夠獲得良好的鏡面拋光效果。
[1] TAM H Y, LUI O C, MOK A. Robotic polishing of free-form surfaces using scanning paths[J]. Journal of Materials Processing Technology, 1999, 95(1-3):191-200.
[2] TAM H Y. Toward the uniform coverage of surfaces by scanning curves[J]. Computer-Aided Design, 1999, 31(9):585- 596.
[3] SCHINHAERL M, RASCHER R, STAMP R, et al. Utilisation of time-variant influence functions in the computer controlled polishing[J]. Precision Engineering, 2008, 32(1):47-54.
[4] 謝海龍,許晨旸,王清輝,等.曲面零件機(jī)器人拋光軌跡規(guī)劃與工藝仿真[J].自動化與信息工程,2019,40(6):1-7.
[5] AVRAMPOS P, VOSNIAKOS G C. Coverage in planar surface polishing by trochoidal tool paths[J]. International Journal on Interactive Design and Manufacturing, 2018, 12(2): 663-675.
[6] 王清輝,謝柳杰,許晨旸,等.曲面拋光的材料去除模型與擺線軌跡控制[J].華南理工大學(xué)學(xué)報(自然科學(xué)版),2018,46(3): 8-15.
[7] WANG Q, LIANG Y, XU C, et al. Generation of material removal map for freeform surface polishing with tilted polishing disk[J]. International Journal of Advanced Manufacturing Technology, 2019,102:4213-4226.
[8] JULIEN C, LINARES J, SPRAUEL J. Improving tool wear and surface covering in polishing via toolpath optimization[J]. Journal of Materials Processing Technology, 2013, 213(10): 1661-1668.
Multi-Parameters Optimization of Cycloid Toolpath for Robot Polishing of Freeform Surface
Ni Jianlong Wang Kang
(School of Mechanical and Automotive Engineering,South China University of Technology, Guangzhou 510641, China)
In order to obtain good polishing surface quality, a multi-parameters optimization method of cycloidal polishing toolpath for robot polishing of freeform surfaces is proposed. Firstly, a prediction model of the uniformity of material removal distribution on the polished surface is established based on the artificial neural network. Then, a multi-parameters optimization algorithm of cycloid toolpath based on genetic algorithm is developed. Finally, the simulation experiment of material removal and robot polishing show that this method can effectively control the uniformity of material removal on the polished surface and obtain better mirror polishing effect.
toolpath planning; multi-parameter optimization; artificial neural network; genetic algorithm
倪建龍,男,1991年生,博士研究生在讀,助理工程師,主要研究方向:數(shù)字化設(shè)計與制造。E-mail: nijl@scut.edu.cn
TH161
A
1674-2605(2021)04-0001-06
10.3969/j.issn.1674-2605.2021.04.001
基金項(xiàng)目:廣州市重點(diǎn)領(lǐng)域研發(fā)計劃項(xiàng)目資助(202103020004)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03