3Cr鋼電阻焊小油管的性能
2021-09-07 12:36:10任永峰李鴻斌何石磊宋海輝田小江施宜君
腐蝕與防護(hù) 2021年8期
任永峰,李鴻斌,何石磊,宋海輝,王 濤,田小江,施宜君
(1.寶雞石油鋼管有限責(zé)任公司鋼管研究院,寶雞 721008;2.國家石油天然氣管材工程技術(shù)研究中心,寶雞 721008;3.中國石油集團(tuán)石油管工程技術(shù)研究院,西安 710077)
目前,國內(nèi)外油氣井中含CO2的油氣田越來越多,CO2腐蝕造成的管材失效給各油田帶來了極大的經(jīng)濟(jì)損失。國內(nèi)外研究表明,含Cr管材是抗CO2腐蝕的理想材料,但隨著Cr含量的增加,管材成本也隨之增加,從而限制了其在油氣田的廣泛應(yīng)用。提高Cr含量可以顯著延長管材的服役壽命,當(dāng)Cr質(zhì)量分?jǐn)?shù)達(dá)到3%時(shí),鋼的腐蝕速率顯著降低[1]。Cr元素可提高腐蝕產(chǎn)物膜的致密度,使自腐蝕電位正移,腐蝕電流密度減小,從而提高基體材料的耐蝕性[2-5]。在一定量的CO2環(huán)境中,3Cr鋼的耐蝕性比碳鋼的好,但其成本只是碳鋼的1.5倍,價(jià)格比不銹鋼便宜,同時(shí)通過高頻電阻焊(ERW)焊接的3Cr鋼管具有壁厚均勻、幾何尺寸精度高、顯微組織均勻等優(yōu)勢,因此在油管領(lǐng)域被廣泛采用[6-7]。目前,關(guān)于3Cr鋼ERW焊管井下使用的研究較少。
為滿足含CO2油氣田開發(fā)的需求,延長油管在CO2環(huán)境中的使用壽命,提高油管作業(yè)的安全性,本工作從3Cr鋼ERW小油管的理化性能、抗CO2腐蝕性能、電化學(xué)性能、抗H2S性能等方面進(jìn)行了研究。
1 試驗(yàn)
1.1 試樣
試驗(yàn)選用3Cr鋼ERW小油管,并以N80油管為對(duì)比試樣,其化學(xué)成分見表1。將3Cr熱軋板卷經(jīng)過排輥成型后,在擠壓輥的壓力下采用ERW方式對(duì)管坯進(jìn)行焊接[8],隨后經(jīng)過焊縫熱處理和整管熱處理等工序,試制出φ38.1 mm×3.18 mm的 ERW 直縫小油管。

表1 試驗(yàn)材料的化學(xué)成分(質(zhì)量分?jǐn)?shù))
1.2 理化性能檢測
采用Leica金相顯微鏡和Durascan硬度計(jì)分別對(duì)試驗(yàn)管進(jìn)行組織觀察和硬度測試。
切取尺寸為φ38.1 mm×3.18 mm×450 mm的管段作為拉伸樣,依據(jù)ASTM A370-2009標(biāo)準(zhǔn)《鋼制品力學(xué)性能試驗(yàn)的方法和定義》在ZWICK Z1200型全電子式萬能材料試驗(yàn)機(jī)上進(jìn)行拉伸試驗(yàn)。
切取尺寸為φ38.1 mm×3.18 mm×102 mm的管段,依據(jù)ASTM A450/A450M-1996a標(biāo)準(zhǔn)《碳素鋼、鐵素體和奧氏體合金鋼鋼管的一般要求》要求,在WE-30B型液壓式萬能試驗(yàn)機(jī)上進(jìn)行壓扁及擴(kuò)口試驗(yàn),隨后觀察管段及焊縫區(qū)域是否有裂紋。
1.3 耐蝕性檢測
1.3.1 電化學(xué)測試
切取φ15 mm×5 mm圓片試樣,在AUTOLAB公司PGSTAT 128N電化學(xué)工作站上進(jìn)行電化學(xué)測試。試驗(yàn)介質(zhì)為3.5%(質(zhì)量分?jǐn)?shù))NaCl溶液,輔助電極為鉑電極,參比電極為Ag/AgCl電極。極化曲線測試的電位掃描范圍為-600~-400 mV(相對(duì)于參比極),掃描速率為0.000 3 V/s。電化學(xué)阻抗測試頻率范圍為0.1~100 kHz,激勵(lì)信號(hào)為幅值0.01 V的正弦波。
1.3.2 高溫高壓CO2腐蝕試驗(yàn)
從N80油管和3Cr鋼ERW小油管上取尺寸為30 mm×15 mm×3 mm的試樣,依次用500號(hào)、800號(hào)、1 000號(hào)砂紙逐級(jí)打磨試樣表面,再用酒精清洗并干燥。在CORTEST高壓釜中,對(duì)N80鋼和3Cr鋼試樣進(jìn)行高溫高壓CO2腐蝕試驗(yàn)。腐蝕溶液模擬了塔里木油田腐蝕環(huán)境,其成分及含量見表2。向腐蝕溶液中通入分壓為2 MPa的CO2氣體,總壓為10 MPa,試驗(yàn)溫度為140 ℃,時(shí)間為168 h,攪拌線速度為1 m/s。試驗(yàn)結(jié)束后,用蒸餾水沖洗去除試樣表面腐蝕介質(zhì),用無水酒精除水后烘干,再用METTLER TOLEEO XS205電子天平(精度0.01 mg)稱量,并計(jì)算腐蝕速率。采用日立S-3700N掃描電子顯微鏡(SEM)及附帶的能譜儀(EDS)對(duì)腐蝕產(chǎn)物進(jìn)行形貌和成分分析。

表2 腐蝕溶液的成分
1.3.3 氫致開裂試驗(yàn)
采用美國CORTEST集成式氫致開裂測試系統(tǒng),按照NACE TM0284-2016標(biāo)準(zhǔn)《管道壓力容器抗氫致開裂鋼性能評(píng)價(jià)的試驗(yàn)方法》對(duì)N80油管和3Cr鋼ERW小油管進(jìn)行氫致開裂試驗(yàn)。試樣尺寸為100 mm×20 mm×3 mm。試驗(yàn)溶液為含5%(質(zhì)量分?jǐn)?shù),下同)NaCl+0.5% CH3COOH的水溶液),向溶液中通入高純硫化氫氣體至飽和,經(jīng)測定溶液中硫化氫質(zhì)量濃度約為2 450 mg/L,溶液初始pH為2.75,結(jié)束pH為3.85。試驗(yàn)時(shí)間為96 h。試驗(yàn)結(jié)束后,先肉眼觀察小油管母材和焊縫試樣表面,隨后對(duì)試樣切割、拋光,在光學(xué)顯微鏡下觀察切割面,檢查是否有裂紋,按圖1所示測量裂紋參數(shù);再按式(1)~(3)分別計(jì)算試樣的裂紋敏感率(KCSR)、裂紋長度率(KCLR)和裂紋厚度率(KCTR)。采用Leica金相顯微鏡和蔡司LSM-700激光共聚焦顯微鏡對(duì)裂紋進(jìn)行觀察。

圖1 試樣表面裂紋測量示意
(1)
(2)
(3)
式中:a為裂紋長度,mm;b為裂紋厚度,mm;W為截面寬度,mm;T為試樣厚度,mm。
2 結(jié)果與討論
2.1 3Cr鋼ERW小油管的理化性能
2.1.1 顯微組織
3Cr鋼焊管的顯微組織應(yīng)呈現(xiàn)鐵素體和貝氏體特征,該組織在原奧氏體晶體內(nèi)形成大致平行且起源于奧氏體晶界的條狀鐵素體,鐵素體內(nèi)不含碳或近于無碳,富碳奧氏體轉(zhuǎn)變產(chǎn)物及殘余奧氏體分布在鐵素體板條間。鉻元素溶入奧氏體后提高了奧氏體穩(wěn)定性,延長了珠光體轉(zhuǎn)變的孕育期,降低了珠光體轉(zhuǎn)變速率,使C曲線右移,導(dǎo)致貝氏體轉(zhuǎn)變易于發(fā)生[9]。
圖2為3Cr鋼ERW小油管的母材和焊縫的顯微組織。由圖2可見,3Cr鋼ERW小油管的母材和焊縫的組織以F(鐵素體)+P(珠光體)為主,組織均勻,經(jīng)檢測母材晶粒度12級(jí),帶狀組織0.5級(jí),夾雜物小于1.0級(jí)。硬度測試結(jié)果顯示,母材硬度為200 HV,焊縫硬度為300 HV。

(a) 母材
2.1.2 拉伸性能
從表3中可以看出,3Cr鋼ERW小油管的屈服強(qiáng)度達(dá)到500 MPa,抗拉強(qiáng)度達(dá)到600 MPa,伸長率為35.5%。從圖3中可看出,應(yīng)力隨應(yīng)變呈現(xiàn)圓屋頂拱式變化,表明試樣管塑性較好。
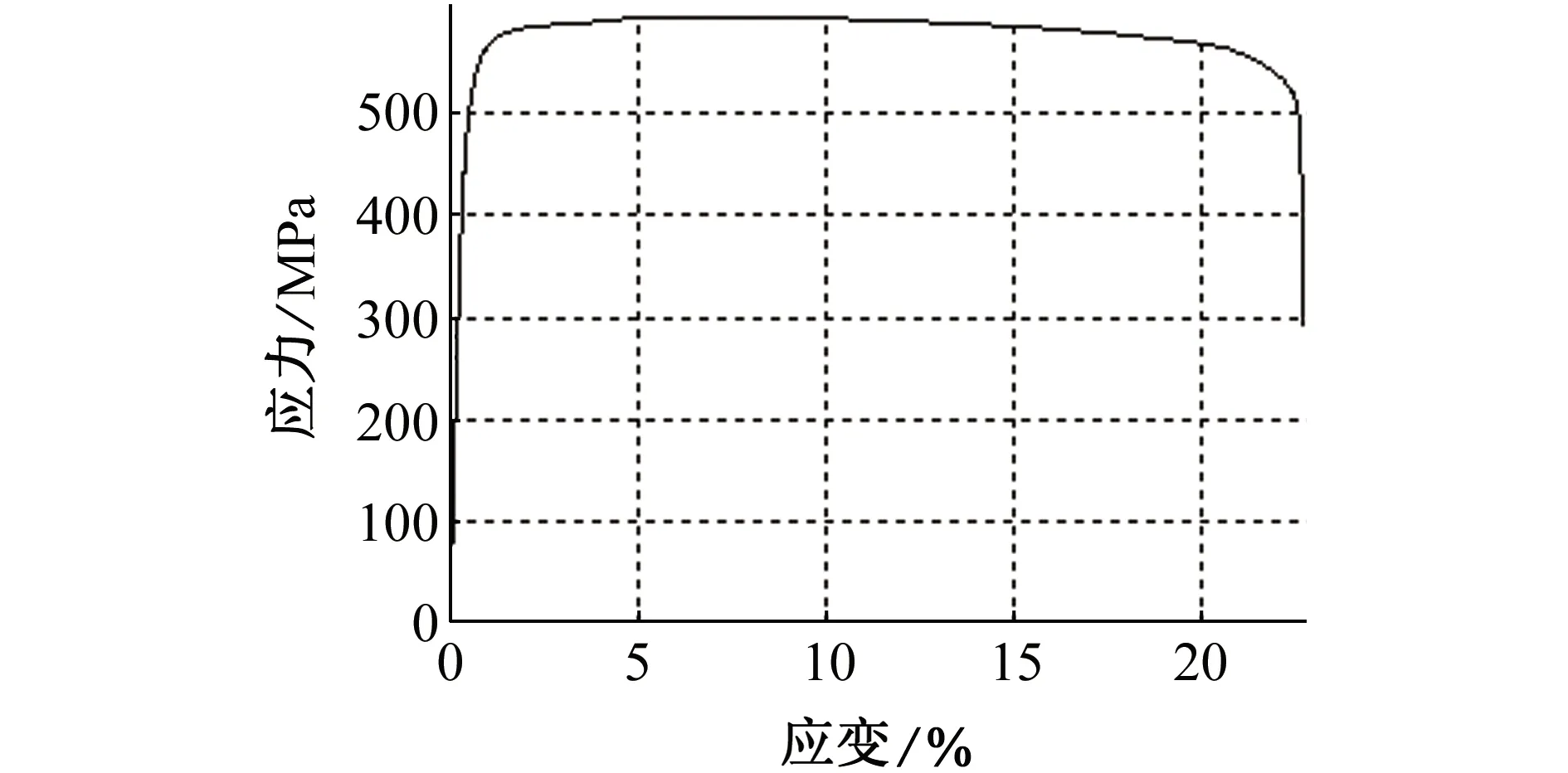
圖3 3Cr鋼ERW小油管的拉伸曲線

表3 3Cr鋼ERW小油管的拉伸性能
2.1.3 壓扁和擴(kuò)口試驗(yàn)結(jié)果
壓扁試驗(yàn)結(jié)果可反映焊縫的綜合力學(xué)性能,壓扁狀態(tài)越好,焊縫的韌性越高,抗拉強(qiáng)度也越高,從而為后期制管工藝提供指導(dǎo)。將3Cr ERW小油管焊縫分別置于0°和90°位置,對(duì)試樣加壓至兩板間距為28 mm(API SPEC 5CT-2018標(biāo)準(zhǔn)的規(guī)定值),此時(shí)所有焊縫、母材試樣均未出現(xiàn)可見裂紋,滿足標(biāo)準(zhǔn)要求。隨后繼續(xù)將試樣壓至兩板間距為2t(t為管材壁厚),此時(shí)試樣焊縫、母材均未出現(xiàn)裂紋。
由表4可看出,在壓頭錐度為60°,擴(kuò)口率為22%情況下,3個(gè)3Cr ERW小油管試樣均未出現(xiàn)裂紋。
表4 3Cr鋼ERW小油管擴(kuò)口試驗(yàn)結(jié)果
2.2 3Cr鋼ERW小油管的耐蝕性
2.2.1 電化學(xué)測試結(jié)果
圖4為3Cr鋼和N80鋼在3.5% NaCl溶液中極化曲線。由圖4可見,3Cr鋼和N80鋼的自腐蝕電位分別為-589 mV和-604 mV,Cr的加入使鋼的自腐蝕電位升高,從而降低其腐蝕傾向,并降低腐蝕電流密度,提高3Cr鋼的耐蝕性。

圖4 3Cr鋼和N80鋼在3.5% NaCl溶液中的極化曲線
圖5為3Cr鋼和N80鋼在3.5% NaCl溶液中的電化學(xué)阻抗譜。由圖5可見,3Cr鋼和N80鋼的阻抗分別為1 631.9,1 062.8 Ω·cm2,3Cr鋼的阻抗弧半徑大于N80鋼的,說明3Cr鋼的腐蝕速率低,耐蝕性好。

圖5 3Cr鋼和N80鋼在3.5% NaCl溶液中的電化學(xué)阻抗譜
2.2.2 高溫高壓CO2腐蝕試驗(yàn)結(jié)果
高溫高壓CO2腐蝕試驗(yàn)結(jié)束后,用失重法計(jì)算得3Cr鋼的腐蝕速率為0.93 mm/a,N80鋼的腐蝕速率為1.29 mm/a,可見3Cr鋼的耐蝕性優(yōu)于N80鋼的,這與電化學(xué)測試結(jié)果一致。
由圖6(a)可見,經(jīng)過高溫高壓CO2腐蝕后,N80鋼表面分布著一層較厚的腐蝕產(chǎn)物膜,產(chǎn)物膜存在大量裂紋和破損,基體出現(xiàn)大量蜂窩狀點(diǎn)蝕坑,裂縫和裸露部分又進(jìn)一步加速基體腐蝕。經(jīng)能譜分析可知,腐蝕產(chǎn)物膜主要由鉻、氧、氯及鐵4種元素組成,其中鉻含量為0.76%(質(zhì)量分?jǐn)?shù)),如圖6(b)所示,腐蝕產(chǎn)物應(yīng)該是鐵和鉻的化合物。

(a) SEM形貌
由圖7(a)可見,經(jīng)過高溫高壓CO2腐蝕后,3Cr鋼表面被大量的腐蝕產(chǎn)物顆粒覆蓋,顆粒成針狀分布,局部出現(xiàn)少量腐蝕坑。能譜分析結(jié)果表明,腐蝕產(chǎn)物也主要由鉻、氧、氯及鐵4種元素組成,其中鉻含量為3.91%(質(zhì)量分?jǐn)?shù)),如圖7(b)所示,腐蝕產(chǎn)物應(yīng)以鐵和鉻的化合物為主。

(a) SEM形貌
含鉻鋼在CO2腐蝕過程中,其穩(wěn)定的腐蝕產(chǎn)物應(yīng)為氫氧化鉻Cr(OH)3。陳長風(fēng)等[10]的研究表明,在CO2環(huán)境中,鉻很容易形成Cr(OH)3。Cr(OH)3具有弱酸性,在弱酸性的腐蝕介質(zhì)中可以穩(wěn)定存在,而碳酸亞鐵FeCO3會(huì)在碳酸的作用下溶解,因此腐蝕產(chǎn)物膜中存在鉻富集的情況。以Cr(OH)3為主的腐蝕產(chǎn)物膜具有一定的陽離子選擇性[11],可以有效阻止陰離子穿透腐蝕產(chǎn)物膜到達(dá)金屬表面,降低膜與金屬界面處的陰離子含量,使得腐蝕速率降低,耐蝕性提高。同時(shí),3Cr鋼表面致密的龜背片狀腐蝕產(chǎn)物膜的穩(wěn)定性要高于N80鋼表面蜂窩狀腐蝕產(chǎn)物膜的,這進(jìn)一步表明3Cr鋼的耐CO2腐蝕性能略優(yōu)于N80鋼的。
2.2.3 氫致開裂試驗(yàn)結(jié)果
氫致開裂試驗(yàn)后,3Cr鋼ERW小油管的宏觀形貌如圖8所示。由圖8可見,其母材表面均未出現(xiàn)鼓泡,而其中一個(gè)焊縫試樣出現(xiàn)大量氫鼓泡。

(a) 母材
對(duì)母材和焊縫試樣切割拋光后,采用Zeiss光學(xué)顯微鏡進(jìn)行微觀觀察。結(jié)果表明:三個(gè)母材試樣均未出現(xiàn)裂紋,如圖9(a)所示;而三個(gè)焊縫試樣均出現(xiàn)明顯裂紋如,且裂紋有較多細(xì)小分支,呈樹枝狀擴(kuò)展,如圖9(b)所示。
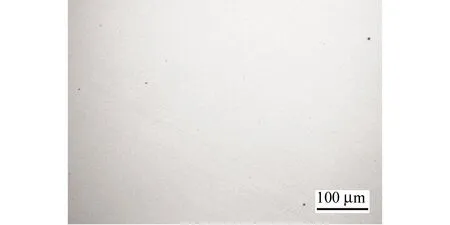
(a) 母材
計(jì)算得到母材和焊縫的氫致開裂敏感參數(shù)見表5。母材的裂紋敏感率、裂紋長度率及裂紋厚度率均為0;而焊縫的裂紋敏感率為1.54%,裂紋長度率為15.83%;裂紋厚度率為4.67%。從表5中還可看出,焊縫的裂紋長度率最大值為31.39%,裂紋厚度率最大值5.08%。以上結(jié)果表明,3Cr鋼ERW小油管母材對(duì)氫致開裂不敏感,而焊縫對(duì)氫致開裂敏感。

表5 3Cr鋼ERW小油管氫致開裂敏感參數(shù)
圖10為氫致開裂后3Cr鋼ERW小油管焊縫的激光共聚焦照片。從圖10中進(jìn)一步測得H2S造成的裂紋溝最深為2.19 μm,溝深約為管壁厚度的萬分之四,裂紋溝最寬為0.45 μm,這說明H2S對(duì)管道造成的危害還是比較嚴(yán)重的。

圖10 氫致開裂后3Cr鋼ERW小油管焊縫的激光共聚焦照片
美標(biāo)NACE MR 0175-2003中規(guī)定,抗氫致開裂管體、焊接接頭的硬度不應(yīng)大于22 HRC(相當(dāng)于248 HV),而3Cr鋼ERW小油管中添加了較多的合金元素鉻,又沒有采取降低焊縫硬度的相應(yīng)措施,致使其焊縫硬度超標(biāo),達(dá)到300 HV。硬度超標(biāo)是3Cr鋼ERW小油管焊縫處產(chǎn)生氫鼓泡和裂紋的根本原因,可采取熱處理和重焊等措施降低焊縫處的硬度。
3 結(jié)論
(1)3Cr鋼ERW小油管的理化性能完全滿足API SPEC 5CT-2018標(biāo)準(zhǔn)規(guī)定的理化性能指標(biāo)。
(2)鉻的加入使3Cr鋼的自腐蝕電位高于N80鋼的,同時(shí)3Cr鋼的阻抗也高于N80鋼的。
(3)在高溫高壓CO2腐蝕環(huán)境中,3Cr鋼的腐蝕速率為0.93 mm/a,N80鋼的腐蝕速率為1.29 mm/a,因此在該腐蝕環(huán)境中其耐CO2腐蝕性能略優(yōu)于N80鋼的。
(4)氫致開裂試驗(yàn)后,3Cr鋼ERW小油管母材表面未發(fā)現(xiàn)氫鼓泡,焊縫出現(xiàn)了大量的氫鼓泡;母材的裂紋長度率、裂紋厚度率及裂紋敏感率均為0,而焊縫的裂紋敏感率平均值為1.54%,裂紋長度率平均值為15.83%,裂紋厚度率平均值為4.67%。同時(shí),焊縫裂紋長度率和裂紋厚度率最大值分別達(dá)到31.39%和5.08%。3Cr鋼ERW小油管母材對(duì)H2S氫致開裂不敏感,而焊縫對(duì)H2S氫致開裂敏感。焊縫處硬度超標(biāo)是其對(duì)氫致開裂敏感的主要原因。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24