機器人焊接激光傳感器裝夾及調節工具設計
2021-09-08 10:18:06賈瑞燕
機械制造文摘(焊接分冊) 2021年4期
關鍵詞:焊縫
賈瑞燕
(哈爾濱電機廠有限責任公司,黑龍江 哈爾濱 150040)
0 前言
抽水蓄能座環是一種大型焊接結構件,主要由環板、固定導葉、蝸殼拼裝焊接而成。環板和固定導葉厚度大,且均為高強鋼,預熱溫度需100 ℃以上,焊工不但勞動強度高,且狹小高溫的工作環境惡劣,采用機器人替代焊工作業是制造業發展趨勢[1]。抽水蓄能座環環板與固定導葉之間的K形焊縫,適合采用機器人進行焊接[2],由于該焊縫為多層多道焊,采用在焊槍前端安裝激光傳感器進行尋位和跟蹤[3],以實現智能調節,保證焊接質量[4]。
焊接過程中,不同位置焊縫焊槍角度和焊接方向需進行調整,激光傳感器與焊槍的相對位置也需相應調節[5],以成功實現對焊接坡口的激光掃描,常規激光傳感器的裝夾工具僅能固定一個工作位置,無法滿足多位置、多角度、多方向的調節。鑒于此,設計了一種焊接機器人激光傳感器裝夾及調節工具。
1 焊接場景
1.1 坡口形式及焊接要求
座環采用機器人焊接的位置為上、下環板與固定導葉之間的焊縫,如圖1所示。其坡口形式為K形,如圖2所示。由于該焊縫處于半封閉空間,機器人焊接時,需要調整好姿態,以避免機器人與工件之間的碰撞干涉,同時需要保證激光傳感器以合適的角度掃描坡口[6],焊接上環板側焊縫和下環板側焊縫時,也需要調整一次激光傳感器裝夾位置。

圖1 座環上、下環板及固定導葉裝配

圖2 座環上、下環板及固定導葉坡口形式
1.2 座環焊接場景設計
根據焊接要求設計了座環機器人焊接及激光跟蹤場景,激光傳感器置于焊槍行進方向一側,通過裝夾工具固定于焊槍法蘭盤上[7],如圖3所示。利用UG軟件對座環進行模型建立,并將建立的模型導入到模擬仿真軟件ROBOGUIDE中建立仿真工作站,通過模擬仿真軟件的可視化界面驗證了激光傳感器在座環機器人焊接過程中裝夾位置的可行性。
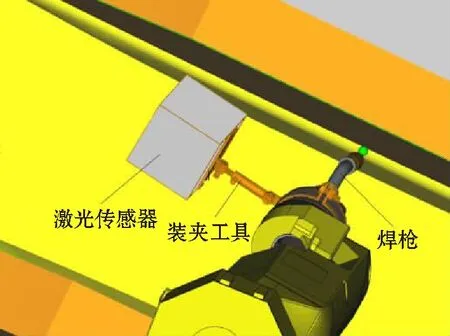
圖3 座環機器人焊接及激光跟蹤場景設計
2 激光傳感器裝夾及調節工具設計
2.1 工具設計及工作原理
激光傳感器裝夾及調節工具主要由抱箍、橡膠襯墊、第一固定螺栓、第一套環、連桿、頂絲、伸縮螺桿、第二套環、第二固定螺栓、連接板組成,如圖4所示。
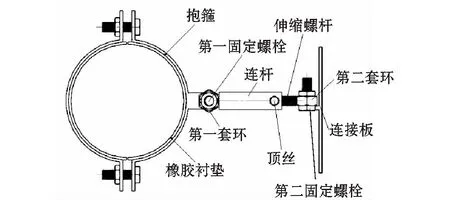
圖4 激光傳感器裝夾及調節工具
抱箍為兩瓣的U形抱箍,把合固定成整圓;橡膠襯墊為兩瓣結構,墊于抱箍的內圓;第一固定螺栓與抱箍為焊接結構;第一套環與連桿為焊接結構,第一固定螺栓與第一套環通過螺母擰緊固定;連桿為管狀,連桿管壁與頂絲螺紋連接;伸縮螺桿一端插入連桿15~35 mm,通過頂絲固定,另一端與第二套環焊接,第二套環中心線與第一套環中心線互相垂直;第二固定螺栓與連接板為焊接結構,第二套環與第二固定螺栓通過螺母擰緊固定;抱箍抱緊固定于焊接機器人焊槍法蘭外圓,接觸面墊橡膠襯墊;激光傳感器與連接板固定連接。
工作原理為抱箍可繞焊槍進行旋轉調節;松開第一固定螺栓與第一套環的連接螺母,連桿可繞第一固定螺栓旋轉調節;松開頂絲,伸縮螺桿可進行伸長或縮短的調節;松開第二固定螺栓與第二套環的連接螺母,連接板可繞第二套環中心線旋轉調節。
2.2 具體實施方式
將工具與機器人焊槍裝夾固定,將連接板與激光傳感器連接固定,如圖5所示。將機器人焊槍移動至座環環板與固定導葉焊接坡口,并擺至合適焊接角度,適當調松抱箍1抱緊程度,旋轉抱箍,使激光傳感器置于焊槍前端,將激光傳感器粗調至整條焊道焊接過程中不發生碰撞干涉的位置;打開激光,通過旋轉連桿、伸長或縮短伸縮螺桿、旋轉連接板,使激光以適合角度和位置掃描座環環板與固定導葉焊接坡口,在激光傳感器控制箱顯示屏上成功獲取跟蹤特征點,擰緊該實用新型工具各處螺紋以鎖定位置,從而實現激光傳感器的有效調節和焊縫跟蹤。
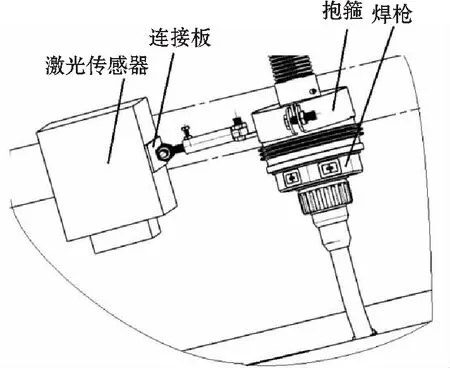
圖5 夾具使用機構圖
3 結論
(1)傳統機器人焊接激光傳感器裝夾工具僅有一個固定位置,與焊槍之間的相對位置可調節性差,焊槍隨不同位置焊縫變化角度和焊接方向時,激光傳感器無法有效跟蹤坡口。可實現在焊槍周圍360°旋轉調節,適應不同焊道的位置、角度和方向變化。
(2)通過增加連桿旋轉、伸縮螺桿伸縮、連接板旋轉3個方向自由度,激光傳感器可以實現多自由度調節,更方便的調節到最佳跟蹤位置。各自由度通過螺紋連接和擰緊鎖定,操作簡單易行。
(3)該工具體積小,不增加激光傳感器外形尺寸,機器人焊接各姿態運動過程,在保證激光傳感器有效工作的前提下,激光傳感器裝夾工具不與機器人及座環工件發生碰撞干涉,安全可靠。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
