選區激光熔化成形316L不銹鋼單層單道工藝研究
2021-09-08 02:52:32閻思錦盛文斌
新型工業化 2021年6期
關鍵詞:工藝
閻思錦,盛文斌
(1.山東理工大學 材料科學與工程學院,山東 淄博 255049;2.山東理工大學 分析測試中心,山東 淄博 255049)
0 引言
選區激光熔化(Selective Laser Melting,SLM)由德國Fraunhofer激光技術研究所于二十世紀90年代首次提出,由于其生產的零件具有致密度高、精度好、機械性能優異等特點,因此在航空航天、現代醫療和汽車等領域得到了廣泛應用[1-4]。該技術避免了傳統“減材”加工方式的局限性,成為材料加工和制造行業領域的研究熱點之一,被多個國家列為工業發展戰略中的重點。
選區激光熔化加工過程為復雜動態非平衡過程,其原理是將金屬粉末鋪在基板上,利用激光束按照預先設置掃描路徑和參數將粉末熔化并與基板結合,然后逐層鋪粉、掃描直至零件完成[5-6]。該過程中材料在極短的時間內經歷了熔化和冷卻,因此,易產生球化、裂紋和變形等缺陷,這些缺陷對零件的致密度和力學性能有顯著影響[7-8]。基于以上特點,為改善SLM法制備316L不銹鋼成形件質量,研究打印工藝參數是必要的。
本文通過SLM法制備316L不銹鋼,對不同工藝參數下單層單道熔池幾何尺寸和熔道形貌進行研究,探究激光功率和掃描速度對熔池幾何尺寸的影響規律。
1 實驗
1.1 實驗材料及設備
研究所用原材料為氣霧化法制備的316L不銹鋼粉末,其化學成分列于表1。圖1(a)為粉末顆粒的微觀形貌,顆粒外形球化效果好。利用Malvern Mastersize 3000型粒度分析儀對其粒徑分布情況進行測試,所得曲線如圖1(b)所示,粒徑平均值約為34.72 μm,呈正態分布,滿足實驗需求[9-10]。
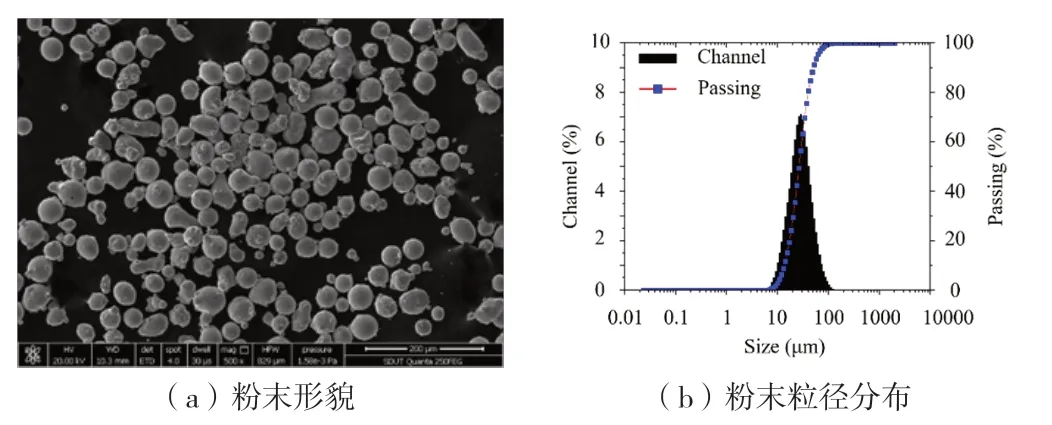
圖1 316L不銹鋼粉末形貌及粒徑分布

表1 316L不銹鋼化學成分
1.2 實驗設備及內容
實驗所用SLM成型設備為德國SLM Solutions生產的SLM-125系列金屬選區激光熔化打印機。利用UG三維繪圖軟件構建零件三維模型,導出后進行支撐設計和切片處理,并根據工藝方案設置工藝參數和激光掃描路徑等參數;安裝基板,加裝金屬粉末,對基板進行預熱處理;將二維切片模型數據導入到成形設備中,關閉成形艙并抽真空至低于1PPM,然后充入氬氣進行保護;開始打印直至試樣完成。
將打印熔道的基板從橫截面進行切割,利用600~3000目的砂紙將橫截面研磨后進行電解拋光,15 V電壓拋光15 s。拋光劑采用20% vol高氯酸+80% vol無水乙醇。最后,利用MA4000金相顯微鏡對熔道表面進行觀察拍照,并測量橫截面熔池的寬度和深度尺寸。
2 實驗方案
實驗采用4個激光功率參數和4個掃描速度參數列于表2,兩兩組合一共打印了16條熔道。
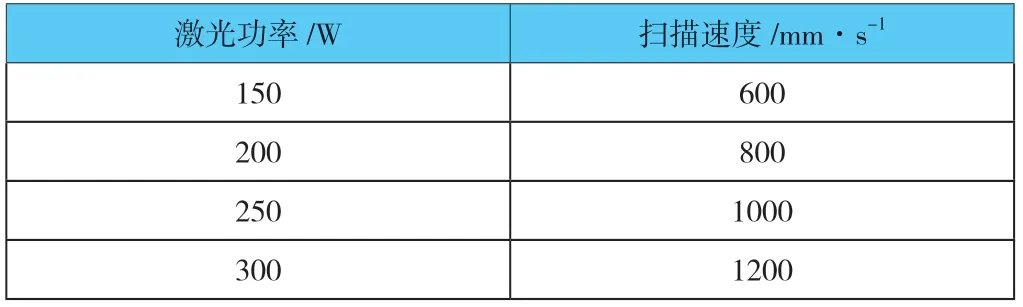
表2 SLM-316L不銹鋼單層單道打印參數
3 分析討論
實驗打印的實物圖如圖2所示。
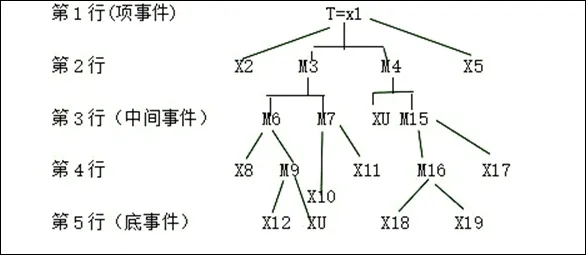
圖2 典型的失效樹示例
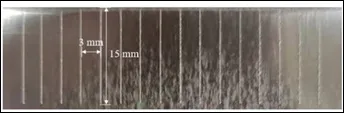
圖2 單層單道掃描熔道
3.1 工藝參數對熔道形貌的影響
實驗所用16組工藝參數均可熔化316L不銹鋼粉末,不同工藝參數條件下熔道表面形貌如圖3(a)~(p)所示。當激光功率為150W時,隨著掃描速度的增大,熔道寬度逐漸變窄,掃描速度增大到1200mm·s-1時,熔道發生“球化”現象;當激光功率為200W時,隨著掃描速度的增大,熔道寬度越來越窄,熔道并沒有出現明顯的缺陷;當激光功率為250 W,掃描速度為600mm·s-1和800mm·s-1時,熔道發生明顯的“球化”現象,當掃描速度增大到1000mm·s-1和1200 mm·s-1時,熔道無明顯缺陷;當激光功率為300W,掃描速度為600mm·s-1時,“球化”現象尤其嚴重,隨著掃描速度增大到1200mm·s-1,“球化”現象得到改善但依然存在。可見,當激光功率較低且掃描速度較大時,粉末吸收的能量不足以實現完全熔化,熔體流動性較差,與基板之間潤濕角增大,出現“球化”現象;當激光功率較高且掃描速度較小時,較大的溫度梯度使熔池內部出現馬拉格尼流快速運動,也易出現“球化”現象。
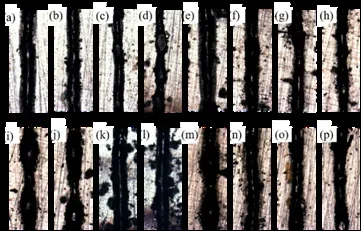
圖3 SLM單層單道成形熔道形貌
3.2 工藝參數對熔池深度的影響
激光功率和掃描速度對熔池深度的影響,如圖4所示,以不同色塊表征每組工藝參數下的熔池深度,具體數值參照顏色標尺。從圖中可以看出,熔池深度范圍為14~154μm,d和h條件下熔池深度小于30μm,a、b、c、f、g、k、l和p在30~60μm,e、j和o在60~90μm,i為108μm,n為135μm,m為154μm。可見,熔池深度隨激光功率的增大而增大,隨掃描速度的增大而減小。隨著激光功率的提高,或者掃描速度的降低,粉末和基板單位時間內所吸收的能量增多,熔化過程進行的更加充分,因此,熔池深度增加。
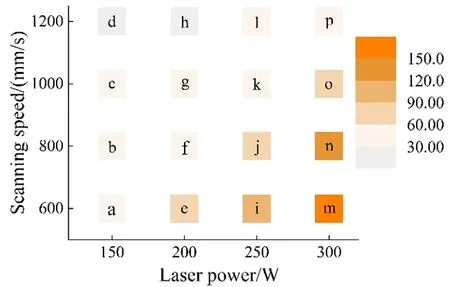
圖4 熔池深度與激光功率和掃描速度的關系,顏色標尺代表熔化深度
3.3 工藝參數對熔池寬度的影響
圖5為激光功率和掃描速度對熔池寬度的影響,熔池寬度變化范圍為79~135μm,d條件下熔池寬度為79μm,h為89μm,c和o在90~100μm,g和p在100~110μm,b和f在110~120μm,a、e、j、k、l和n在120~130μm,i和m的熔池寬度大于130μm。綜合比較圖3可知,d、i、j、m、n、o和p熔道均勻性較差,易發生“球化”現象。相比于掃描速度,激光功率變化對熔池寬度的影響并不十分明顯。激光功率一定時,掃描速度越小,熔池寬度越大,因為激光在金屬粉末表面停留時間較長,金屬粉末吸收的能量較多,熔化更充分,因此,熔池寬度增加。
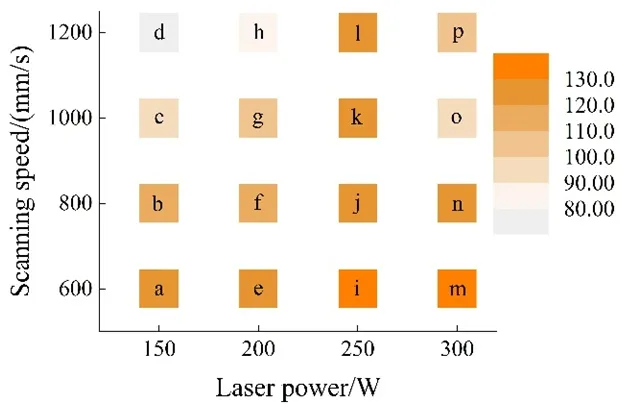
圖5 熔池寬度與激光功率和掃描速度的關系,顏色標尺代表熔池寬度
3.4 工藝參數對熔道高度的影響
激光功率和掃描速度對熔道高度的影響規律如圖6所示。熔道高度變化范圍為0~108μm,d條件的熔道高度為0,c為16μm,b和h在20~30μm,f和g在30~40μm,k和l在40~50μm,a和e在50~60μm,m和n在60~70μm,o為82μm,i和p大于90μm。當激光功率分別為150W、200W和250W時,熔道高度隨掃描速度的增大而減小;當激光功率達到300W時,熔道高度隨掃描速度的增大而增大。金屬粉末吸收能量發生熔化,熔道高度逐漸增大,但當吸收能量過高時,熔池內液體穩定性變差,易發生飛濺現象,從而使其高度變小。結合圖3可知,d條件所測區域恰好位于熔道間斷區域,高度為零;o、i和p所測區域恰好位于發生“球化”現象的金屬球的中上部,其高度值大于80μm。
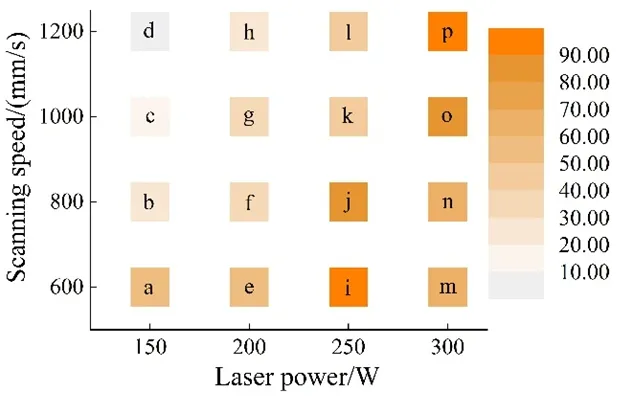
圖6 熔道高度與激光功率和掃描速度的關系,顏色標尺代表熔道高度
4 結語
合適的激光功率和掃描速度能形成連續、穩定的熔道。熔池深度隨激光功率的增大而增大,隨掃描速度的增大而減小;熔池寬度隨激光功率的變化影響并不明顯,隨掃描速度的增大而減小;當激光功率為150 W、200 W和250 W時,熔道高度隨掃描速度的增大而減小;當激光功率為300 W時,熔道高度隨掃描速度的增大而增大。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
