FDS在鋼鋁混合連接中的應(yīng)用
2021-09-10 05:25:46張?zhí)K偉ZhangSuwei
北京汽車 2021年4期
關(guān)鍵詞:工藝
張?zhí)K偉Zhang Suwei
FDS在鋼鋁混合連接中的應(yīng)用
張?zhí)K偉
Zhang Suwei
(北京汽車股份有限公司汽車研究院,北京 101300)
闡明FDS(Flow Drill Screw,流鉆螺釘,別稱熱熔自攻絲/熱熔緊固系統(tǒng))工藝開發(fā)流程;明確FDS連接點(diǎn)力學(xué)性能試驗(yàn)方法。設(shè)置不同的、熱熔穿透階段的下壓力與轉(zhuǎn)速,針對(duì)不同材料組合開展多組試驗(yàn),驗(yàn)證連接參數(shù)、材料組合對(duì)FDS連接點(diǎn)性能的影響。
FDS;下壓力;轉(zhuǎn)速;扭矩;剪切力;剝離力;十字拉伸力
0 引 言
目前FDS(Flow Drill Screw,流鉆螺釘)已在鋼鋁混合白車身生產(chǎn)制造中得到廣泛應(yīng)用,其能夠?qū)崿F(xiàn)單面連接,在連接過(guò)程中會(huì)有強(qiáng)大下壓力作用于板材表面,同時(shí)FDS連接后螺釘?shù)募舛瞬糠謺?huì)裸露在下層零部件外,因此FDS連接更多用于板材與空腔型材、板材與鑄件的連接。在FDS連接過(guò)程中,下壓力、下旋速度、轉(zhuǎn)速、緊固扭矩等參數(shù)及選用的螺釘規(guī)格需要通過(guò)連接試驗(yàn)確定,以保證連接點(diǎn)的抗拉強(qiáng)度、抗剪強(qiáng)度,滿足車身力學(xué)性能要求。
通過(guò)明確FDS工藝開發(fā)流程,明確FDS連接點(diǎn)力學(xué)性能試驗(yàn)方法,選擇典型的板材與空腔型材的試驗(yàn)組合,并通過(guò)設(shè)置不同的、對(duì)螺紋成型影響最大的下壓力及轉(zhuǎn)速值,對(duì)比FDS連接點(diǎn)力學(xué)性能,挖掘優(yōu)化零部件搭接組合及優(yōu)選連接參數(shù)。
1 FDS工藝介紹
1.1 FDS連接原理
FDS連接工藝是一種通過(guò)設(shè)備中心擰緊軸將電機(jī)高速旋轉(zhuǎn)傳導(dǎo)至待連接板料摩擦生熱產(chǎn)生塑性形變后,自攻絲并螺接的冷成型工藝。通過(guò)螺釘高速旋轉(zhuǎn)軟化待連接板材,并在巨大的軸向壓力作用下擠壓并旋入待連接板材,最終在板材與螺釘之間形成螺紋連接,中心孔處的母材則被擠出并在下層板的底部形成一個(gè)環(huán)狀的套管。 FDS連接工藝過(guò)程包括6個(gè)階段:定位加熱→熱熔穿透→翻邊形成→螺紋成型→螺紋嚙合→緊固,如圖1所示。
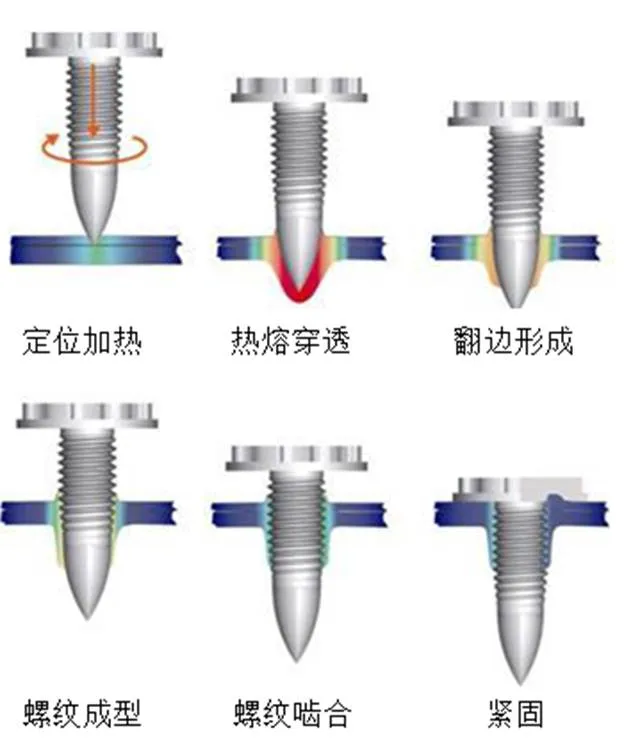
圖1 FDS工藝過(guò)程示意圖
1.2 FDS工藝開發(fā)流程
為確保FDS連接點(diǎn)的性能滿足產(chǎn)品設(shè)計(jì)要求,在FDS工藝開發(fā)過(guò)程中,需要對(duì)每種零部件組合單獨(dú)進(jìn)行連接試驗(yàn)驗(yàn)證,如圖2所示。
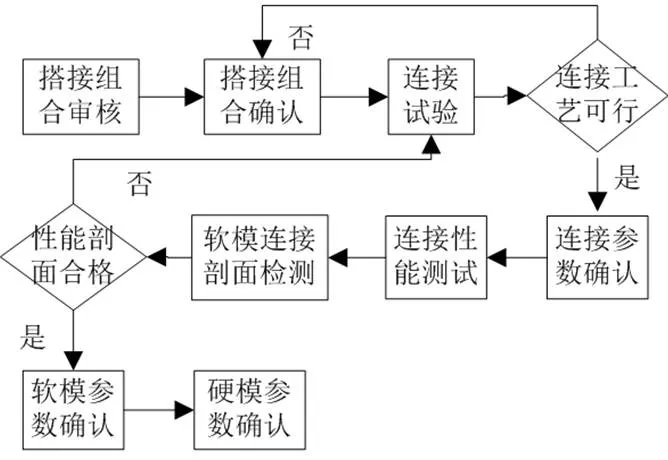
圖2 FDS工藝開發(fā)流程圖
2 試驗(yàn)介紹
2.1 試驗(yàn)組合
為驗(yàn)證不同搭接組合、不同連接參數(shù),對(duì)FDS連接點(diǎn)共制定8種試驗(yàn)組合。其中前7組試驗(yàn)的零部件板材相同;前6組進(jìn)行預(yù)開孔處理,僅對(duì)熱熔穿透階段的轉(zhuǎn)速及下壓力進(jìn)行區(qū)別設(shè)置,見表1。
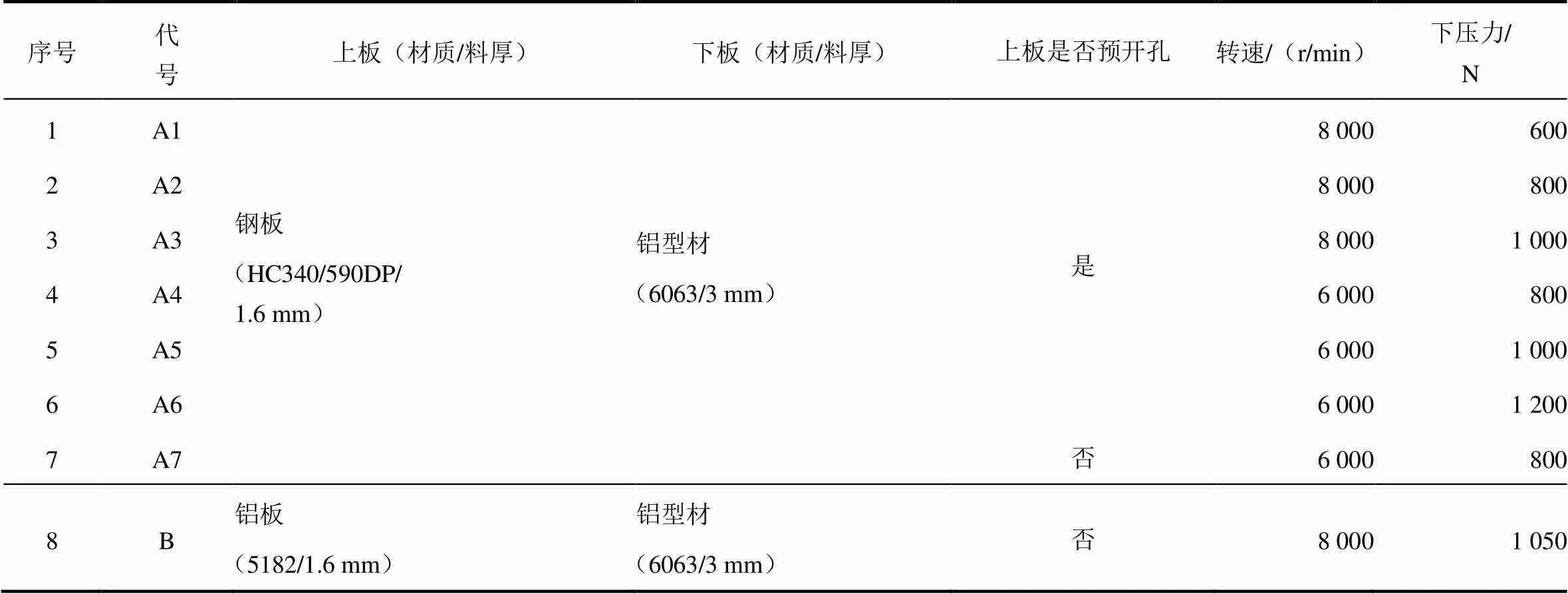
表1 試驗(yàn)組合
2.2 試驗(yàn)內(nèi)容
試驗(yàn)全部采用規(guī)格為M5×20的FDS螺釘,具體試驗(yàn)內(nèi)容見表2。

表2 試驗(yàn)內(nèi)容
3 試驗(yàn)開展及結(jié)果
3.1 試驗(yàn)開展
在試驗(yàn)開展前,先對(duì)每種試驗(yàn)組合進(jìn)行預(yù)試驗(yàn),以驗(yàn)證試驗(yàn)組合配合試驗(yàn)設(shè)定連接參數(shù)的可行性。在熱熔穿透階段,轉(zhuǎn)速能夠加熱、軟化板材,板材越厚、越軟,要求轉(zhuǎn)速越高;下壓力是使螺釘在旋轉(zhuǎn)的同時(shí),能夠穿進(jìn)板材,板材越厚、越硬,要求下壓力越大。但在預(yù)試驗(yàn)過(guò)程中,A7組合通過(guò)嘗試各種連接參數(shù),均未得到有效連接接頭,排除了A7組合的連接可行性。
3.2 試驗(yàn)結(jié)果
連接完成的試驗(yàn)樣品在目視合格后,再進(jìn)行金相試驗(yàn)、靜態(tài)扭矩試驗(yàn)、剪切試驗(yàn)、剝離試驗(yàn)和十字拉伸試驗(yàn)。
3.2.1 金相試驗(yàn)
樣品切割時(shí)必須使螺釘被從中間切開,不能與螺釘中心線產(chǎn)生角度偏移,金相試驗(yàn)剖面如圖3所示。其質(zhì)量要求為:螺釘頭下間隙各對(duì)角檢測(cè)時(shí),只允許1個(gè)點(diǎn)存在間隙,且間隙≤0.2 mm;兩層板間隙在距螺釘中心9 mm以內(nèi),其間隙應(yīng)≤0.2 mm;嚙合長(zhǎng)度的長(zhǎng)度應(yīng)大于下層板厚度,且在長(zhǎng)度范圍內(nèi),螺紋飽滿度95%以上的螺牙數(shù)量占總牙數(shù)的70%以上,同時(shí)左右兩邊的材料填充均勻;板材與螺釘不存在開裂現(xiàn)象;螺帽完全遮蓋預(yù)開孔。
7組試驗(yàn)的金相結(jié)果均滿足上述質(zhì)量要求。在熱熔穿透階段,轉(zhuǎn)速?gòu)? 000 r/min升到8 000 r/min,下壓力從600 N升到1 200 N,均得到金相效果合格的連接件,F(xiàn)DS連接對(duì)工藝參數(shù)的容錯(cuò)性較高。
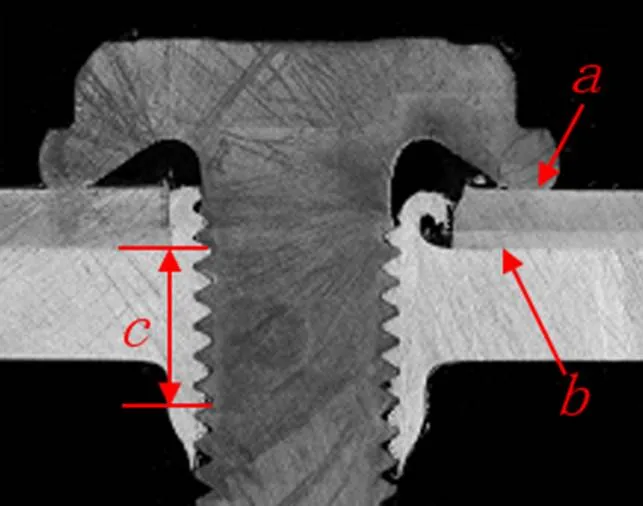
圖3 金相試驗(yàn)剖面示意圖
3.2.2 靜態(tài)扭矩試驗(yàn)
按照相應(yīng)參數(shù)安裝完成的FDS接頭目視合格后,進(jìn)行扭矩破壞試驗(yàn)。靜態(tài)扭矩試驗(yàn)值及趨勢(shì)如圖4所示。
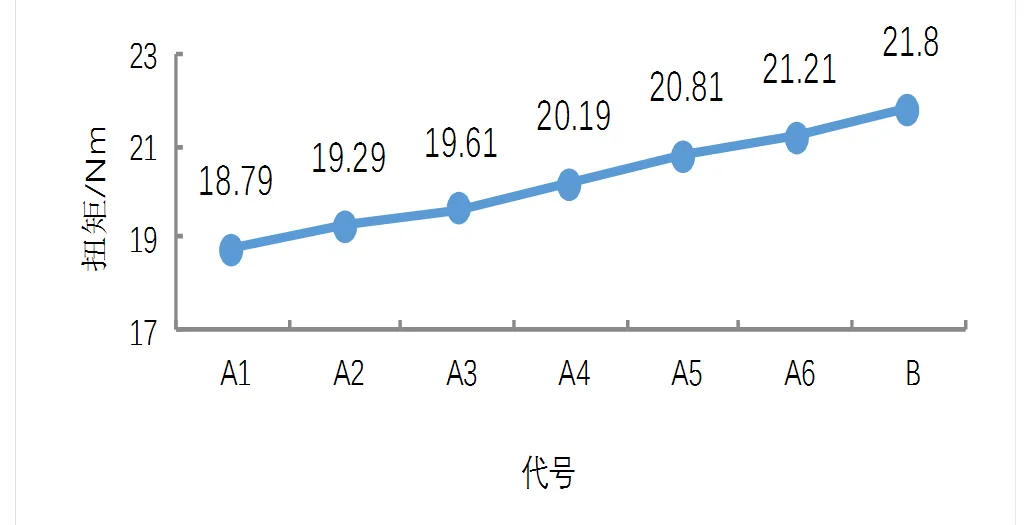
圖4 靜態(tài)扭矩試驗(yàn)值趨勢(shì)圖
在熱熔穿透階段,隨著轉(zhuǎn)速降低及下壓力增大,靜態(tài)失效扭矩呈現(xiàn)增大趨勢(shì)。但對(duì)比剪切力(圖6)、剝離力(圖8)、十字拉伸力(圖10)趨勢(shì)圖,靜態(tài)失效扭矩與剪切力、剝離力及十字拉伸力不存在正比關(guān)系,因此扭矩在滿足設(shè)計(jì)要求后,不直接影響FDS連接點(diǎn)的最終連接強(qiáng)度,常規(guī)靜態(tài)扭矩僅用來(lái)檢測(cè)FDS連接的穩(wěn)定性及一致性。
3.2.3 剪切試驗(yàn)
試驗(yàn)開始時(shí),螺釘應(yīng)位于自由夾持長(zhǎng)度的中心,螺釘應(yīng)設(shè)置在重疊部分的中心,如圖5所示。

圖5 剪切試驗(yàn)示意圖
剪切力試驗(yàn)結(jié)果及趨勢(shì)如圖6所示。
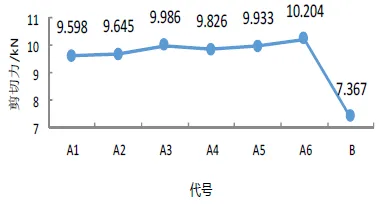
圖6 剪切力趨勢(shì)圖
3.2.4 剝離試驗(yàn)
試驗(yàn)開始時(shí),螺釘應(yīng)位于自由夾持長(zhǎng)度的中心,螺釘應(yīng)設(shè)置在重疊部分的中心,如圖7所示,剝離力試驗(yàn)結(jié)果及趨勢(shì)如圖8所示。

圖7 剝離試驗(yàn)示意圖
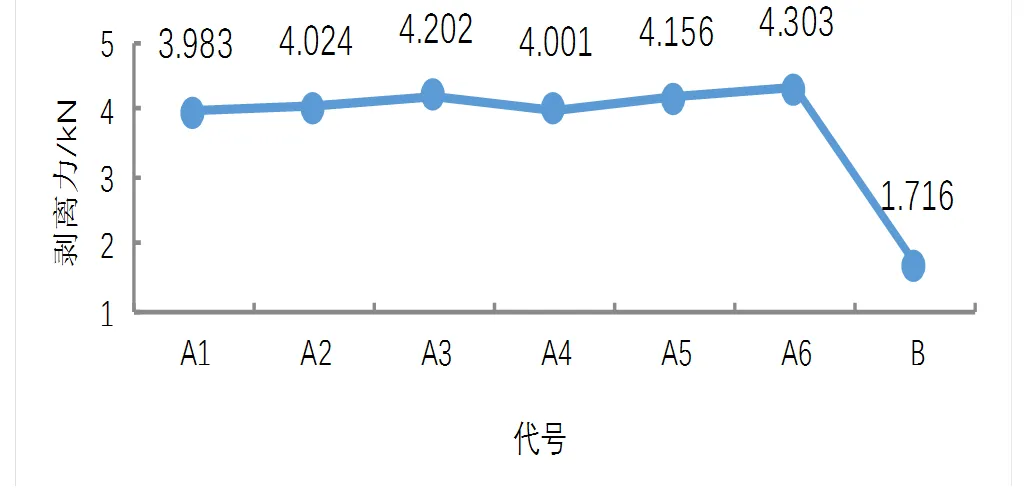
圖8 剝離力趨勢(shì)圖
3.2.5 十字拉伸試驗(yàn)
試驗(yàn)開始時(shí),螺釘應(yīng)位于自由夾持長(zhǎng)度的中心,螺釘應(yīng)設(shè)置在重疊部分的中心,如圖9所示,十字拉伸力試驗(yàn)結(jié)果及趨勢(shì)如圖10所示。
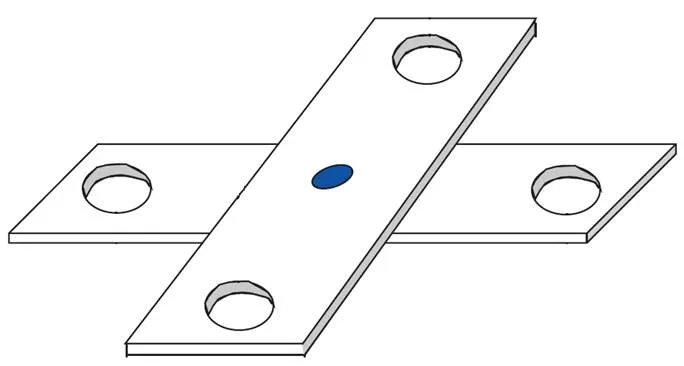
圖9 十字拉伸試驗(yàn)示意圖
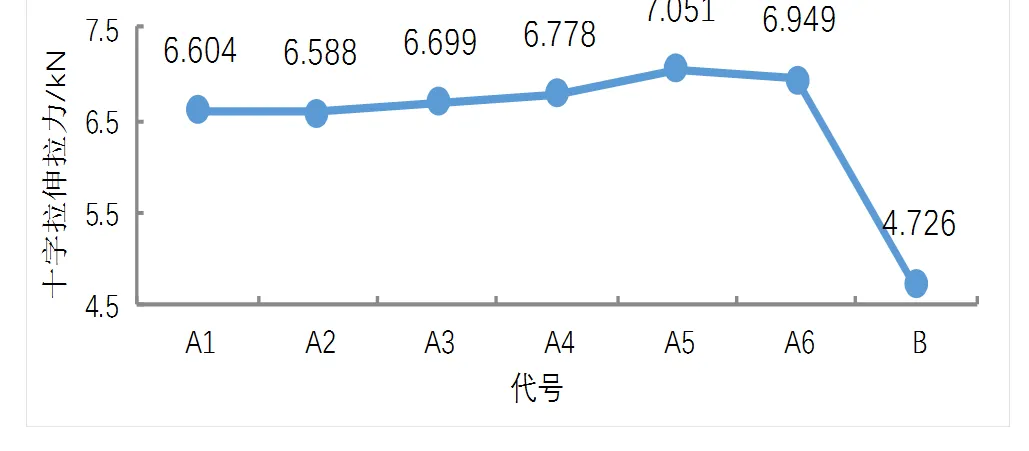
圖10 十字拉伸力值趨勢(shì)圖
觀察剪切力、剝離力、十字拉伸力趨勢(shì)圖,前6組試驗(yàn)的剪切力為9.598~10.204 kN,第7組為7.367 kN;前6組試驗(yàn)的剝離力為3.983~4.156 kN,第7組為1.716 kN;前6組試驗(yàn)的十字拉伸力為6.588~7.051 kN,第7組為4.726 kN。
對(duì)比這7組試驗(yàn)數(shù)值,在設(shè)計(jì)鋼鋁混合連接接頭時(shí),為得到高強(qiáng)度的連接接頭,應(yīng)優(yōu)先選擇FDS連接點(diǎn)承受剪切力,其次為十字拉伸力,最后為剝離力。
將前6組試驗(yàn)數(shù)值與第7組數(shù)值做對(duì)比,前6組試驗(yàn)的剪切力、剝離力、十字拉伸力相差分別為0.606 kN、0.173 kN、0.463 kN,第7組試驗(yàn)與前6組試驗(yàn)平均數(shù)值相差分別為2.50 kN、2.40 kN、2.05 kN。可見,材料組合對(duì)FDS連接點(diǎn)的力學(xué)性能具有決定性影響,而連接參數(shù)的影響相對(duì)較小。
4 結(jié) 論
(1)在熱熔穿透階段,板材越厚、越軟,要求轉(zhuǎn)速越高;板材越厚、越硬,要求下壓力越大。
(2)在熱熔穿透階段,隨著轉(zhuǎn)速降低及下壓力增大,靜態(tài)扭矩呈現(xiàn)增大趨勢(shì);靜態(tài)扭矩在滿足設(shè)計(jì)要求后,不直接影響FDS連接點(diǎn)的最終連接強(qiáng)度;通常靜態(tài)扭矩僅用來(lái)檢測(cè)FDS連接的穩(wěn)定性及一致性。
(3)在設(shè)計(jì)鋼鋁混合連接接頭時(shí),為得到高強(qiáng)度的連接接頭,應(yīng)優(yōu)先選擇FDS連接點(diǎn)承受剪切力。
(4)材料組合對(duì)FDS連接點(diǎn)的力學(xué)性能具有決定性影響,連接工藝參數(shù)的影響相對(duì)較小;在實(shí)際操作中,根據(jù)生產(chǎn)的實(shí)際情況可以對(duì)工藝參數(shù)進(jìn)行微調(diào),不會(huì)影響產(chǎn)品最終性能。
2021-05-10
U468.2+1
A
10.14175/j.issn.1002-4581.2021.04.012
1002-4581(2021)04-0048-04
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
