環(huán)形束斑冷陰極電子槍的研制及其束流品質(zhì)優(yōu)化
2021-09-10 03:14:43桑興華許海鷹楊波
電焊機 2021年8期
桑興華 許海鷹 楊波
摘要:電子束熔絲增材制造技術(shù)適用于大中型金屬構(gòu)件的高效整體化成形,針對目前用于熔絲增材制造的電子槍存在的諸多缺點,設(shè)計了一種環(huán)形束斑冷陰極電子槍,建立了三維模型,對束源關(guān)鍵部件結(jié)構(gòu)尺寸進行模擬仿真,當陰極弧面半徑100 mm,陽極傾角40°時束流品質(zhì)最優(yōu);根據(jù)模擬仿真結(jié)果加工制造了電子槍,經(jīng)測試,其耐壓可達-22 kV,最大束流可達1 250 mA;選用直徑2 mm的TC4焊絲在加速電壓-20 kV、束流210 mA、工作臺移動速度310 mm/s、送絲速度30 mm/s下進行熔絲實驗,獲得了良好的表面成形質(zhì)量。
關(guān)鍵詞:電子束熔絲增材制造;環(huán)形束斑;冷陰極電子槍;鈦合金
0? ? 前言
增材制造是一種通過逐層增加材料,直接參照CAD模型生成近凈成形結(jié)構(gòu)的快速制造技術(shù)[1-6],在航空航天、微納制造、生物醫(yī)學工程等領(lǐng)域應用前景廣闊[7]。電子束熔絲成形技術(shù)[8-10]具有成形速度快、材料利用率高和保護效果好等特點,適用于大中型金屬構(gòu)件的高效整體化成形。電子束熔絲增材制造技術(shù)作為一類先進的增材制造技術(shù)得到了國內(nèi)外研究者的廣泛關(guān)注。TAMINGER[11]等人開發(fā)了一套成形效率可達2 500 cm3/h的電子束熔絲增材制造裝備。WANG [12]等人研究了電子束束流對異種金屬熔絲的影響,指出其影響機制主要為熔深。Dmytro[13-14]等人開發(fā)了一種新型電子束熔絲增材制造裝置,提高了成形精度和效率。中國航空制造技術(shù)研究院高能束流發(fā)生器實驗室團隊[15-16]研究了用于多絲送進以及同軸送粉的電子束增材制造裝置。目前常用的電子束熔絲增材制造技術(shù)原理如圖1所示。
電子束增材制造用電子槍主要為熱陰極電子槍,包括直熱式和間熱式兩種,陰極一般采用鎢絲且壽命較短,直接影響到成形質(zhì)量和加工效率。且由于電子槍固有的結(jié)構(gòu)特點,其電子束流必須沿著軸心輸出,絲材只能從電子槍束流軸線旁側(cè)進給,這就需要精密復雜的對中裝置將絲材準確送到電子束流位置,加大了設(shè)備操作難度,且電子束照射在絲材上會在其背部形成“ 陰影區(qū) ”,容易導致當增材制造成形方向指向“ 陰影區(qū) ”時,成形件內(nèi)部組織結(jié)構(gòu)不均勻。文中設(shè)計了一種用于電子束熔絲增材制造的環(huán)形束斑冷陰極電子槍,具有陰極壽命長、功率大、質(zhì)量輕、能在惡劣真空環(huán)境下長期穩(wěn)定工作的優(yōu)點;且結(jié)構(gòu)簡單,不需要額外的電磁聚焦系統(tǒng),僅依靠自身靜電場即可使電子束聚焦;絲材與電子束流同軸,無需復雜的對中裝置;熔絲成形過程中無陰影區(qū),能顯著提高成形運動自由度,有效保障成形件內(nèi)部組織的均勻性。
1 環(huán)形束斑冷陰極電子槍工作原理
環(huán)形束斑冷陰極電子槍的工作原理如圖2所示。環(huán)形陰極接零到幾十千伏負高壓,外殼接地充當陽極,在陰陽極之間通入工作氣體,該氣體被電離成等離子體,等離子體中的正離子在電場作用下轟擊陽極表面使陽極發(fā)射二次電子,這部分二次電子和等離子體中的電子兩部分共同組成最終的電子束,依靠陰-陽極自身結(jié)構(gòu)形成的靜電場使電子匯聚,最終在匯聚點處熔化同軸送進的絲材。
2 環(huán)形束斑冷陰極電子槍結(jié)構(gòu)設(shè)計
利用三維造型軟件設(shè)計的電子槍三維模型如圖3所示。電子槍直徑φ230 mm,高140 mm。
陰極為環(huán)形結(jié)構(gòu),電子發(fā)射面為弧形,保證電子能匯聚。陰極內(nèi)部設(shè)計中空水冷通道,陰極中心環(huán)嵌套陶瓷絕緣環(huán),起到與導絲機構(gòu)絕緣的作用,陰極內(nèi)部通水冷卻,延長陰極的使用壽命。由于電子槍陰極接-20 kV高壓,其余零部件接地,為實現(xiàn)絕緣,設(shè)計陶瓷絕緣柱,實現(xiàn)陰極和槍體外殼的絕緣。導絲機構(gòu)與陰極同軸安裝,設(shè)計中空水冷結(jié)構(gòu)保護絲嘴。絲嘴為導熱快的紫銅材料,由于其熔點低,在絲嘴外設(shè)計耐高溫材料的保護套。
3 電子槍束流品質(zhì)優(yōu)化關(guān)鍵參數(shù)模擬仿真
由于所設(shè)計的環(huán)形束斑冷陰極電子槍在工作過程中僅靠陰-陽極之間形成的靜電場來使電子束匯聚,故陰-陽極形貌幾何參數(shù)直接決定電子束最終焦點處的束流品質(zhì)。采用模擬仿真軟件CST PARTICLE STUDIO對電子槍的陰極、陽極影響束流品質(zhì)的關(guān)鍵尺寸進行模擬仿真。該軟件是求解電磁場和帶電粒子相互作用的仿真軟件,支持多種粒子發(fā)射模型,包括空間電荷限制發(fā)射、固定能量發(fā)射、場致發(fā)射、二次電子發(fā)射、溫度限制發(fā)射等;支持自定義材料、內(nèi)置材料庫、PBA六面體網(wǎng)格;支持非線性鐵磁材料、各向同性和各向異性材料和導體;支持開放和電磁邊界條件,有用于互作用仿真和接力分段跟蹤的束流粒子狀態(tài)界面;支持加載粒子碰撞平均功率監(jiān)視器、時變諧振電磁場、靜磁場以及外部靜電場,還可以仿真粒子碰撞時產(chǎn)生的溫度場變化;支持瞬態(tài)定格圖、粒子軌跡圖、相圖等狀態(tài)圖[17]。
模擬過程每次控制單一變量,只改變一個參數(shù)。建立等效三維模型并選取陰極半徑R、陽極角度α、兩個參數(shù)進行模擬,如圖4所示。
根據(jù)實際工作情況,設(shè)置邊界條件、網(wǎng)格劃分方法、電子發(fā)射方式、求解方程等,仿真軟件支持外部導入三維模型功能,將利用PRO/E軟件建立的1∶1三維模型導入仿真軟件中,定義邊界條件,y向磁場分量為0,由于在建立電子槍模型時未對其進行其他屏蔽,Xmin、Xmax、Zmin、Zmax的邊界條件均設(shè)為open狀態(tài)[18]。網(wǎng)格劃分采用CAD 設(shè)計中常用的自動網(wǎng)格劃分和手動對局部網(wǎng)格進行加密的方法,劃分形式FPBA。重點要加密部分為陰極、柵極和陽極附近的網(wǎng)格[19]。
對整個電子的產(chǎn)生及匯聚過程進行模擬仿真。得到電場分布如圖5所示,電子沿垂直等電位線的方向運動;在該電場作用下得到完整的束流軌跡如圖6所示。由圖6可知,電子從陰極產(chǎn)生,經(jīng)陰-陽級之間的靜電場匯聚和陰-陽極之間加速電壓加速,在電子槍出口下方某一點匯聚成束斑最小、電子束流密度高度集中的點,即最終工作的焦點。
沿電子運動方向,電子束流密度在垂直于束流軸線方向的分布狀況如圖7所示,0點是陰極表面,為電子發(fā)射面,Y負方向為電子走向,由圖可知,電子在靜電場作用下匯聚成束,電子束電流密度增加,最大值在電子束的最終工作焦點處,經(jīng)過焦點后,由于慣性及電子之間的斥力作用,電子束呈發(fā)散趨勢,電流密度逐漸減小。
3.1 陰極弧面半徑的仿真與優(yōu)化
利用模擬仿真軟件優(yōu)化圖4的陰極弧面半徑R,以確定能夠獲得最優(yōu)束流品質(zhì)的陰極弧面半徑。R的取值范圍如表1所示,每組試驗其余參數(shù)不變。
模擬后得到不同陰極弧面半徑下最終焦點處電子束流密度如圖8所示。由圖8可知,在85~120 mm范圍內(nèi),隨著陰極弧面半徑的增加,束流最終焦點處電流密度先增加后減小,約在100 mm處達到最大值,故最終設(shè)計陰極弧面半徑選取100 mm。
3.2 陽極傾角的仿真與優(yōu)化
選取圖4所示的陽極(外殼)傾角α作為變量,利用模擬仿真軟件對不同陽極結(jié)構(gòu)下電子束空間分布狀態(tài)進行模擬,每次模擬試驗控制單一變量,最終得到束流品質(zhì)最優(yōu)的陽極結(jié)構(gòu)。陽極傾角α的取值如表2所示。
模擬所得不同陽極傾角的最終焦點處電子束流密度如圖9所示。在30°~60°范圍內(nèi),最終焦點處電子束流密度隨著陽極傾角的變化先增加后減小,在陽極傾角約為40°時達到最大,故選取40°為最終電子槍陽極的傾角設(shè)計尺寸。
根據(jù)模擬仿真結(jié)果,加工制造的環(huán)形束斑冷陰極電子槍實物如圖10所示。在中國航空制造技術(shù)研究院自主研制的CV2M真空室上集成電子槍與送絲系統(tǒng)組件熔絲試驗平臺如圖11所示。
4 環(huán)形束斑冷陰極電子槍性能測試
4.1 高壓加載試驗
當真空室、電子槍的真空度均達到設(shè)計要求后,對電子槍進行耐壓性能檢測試驗。在空載條件下逐漸加高壓,在0到-20 kV電壓段,每次加載5 kV停留10 min;在-20 kV以上,每增加1 kV,停留10 min,在每段電壓停留期間,電子槍不放電則表明電子槍耐壓能滿足要求,測試結(jié)果如表3所示。由表3可知,電子槍加載到-22 kV時,還能保持穩(wěn)定,繼續(xù)增大時,電子槍出現(xiàn)放電,說明電子槍最大耐壓可達-22 kV。
4.2 束流試驗
加速電壓給定-20 kV,調(diào)節(jié)氣體流量計,通入氦氣,氣流量從零開始逐漸增大,電子槍產(chǎn)生束流如圖12所示,用示波器測量束流反饋信號Ub,根據(jù)式(8)計算出束流Ib,記錄數(shù)據(jù)如表4所示。
由表4可知,當氣流量為0.24 mL/min時,電子槍束流輸出達到1 250 mA。
4.3 熔絲試驗
采用直徑2 mm的TC4焊絲,加速電壓-20 kV,進行單層熔絲試驗。
(1)固定束流為100 mA,工作臺移動速度為300 mm/min,在不同的送絲速度下進行熔絲試驗,參數(shù)如表5所示。熔絲成形試樣如圖13所示,送絲速度為30 mm/s時,熔絲成形質(zhì)量最好。
(2)固定束流100 mA,送絲速度30 mm/s,在不同的工作臺移動速度下進行熔絲試驗,參數(shù)如表6所示。熔絲成形試樣如圖14所示。可以看出,當工作臺移動速度為310 mm/s時,熔絲成形質(zhì)量較好,當工作臺移動速度過快時,成形不連續(xù);當工作臺移動速度過慢時,成形試樣熔絲成形軌跡過寬。
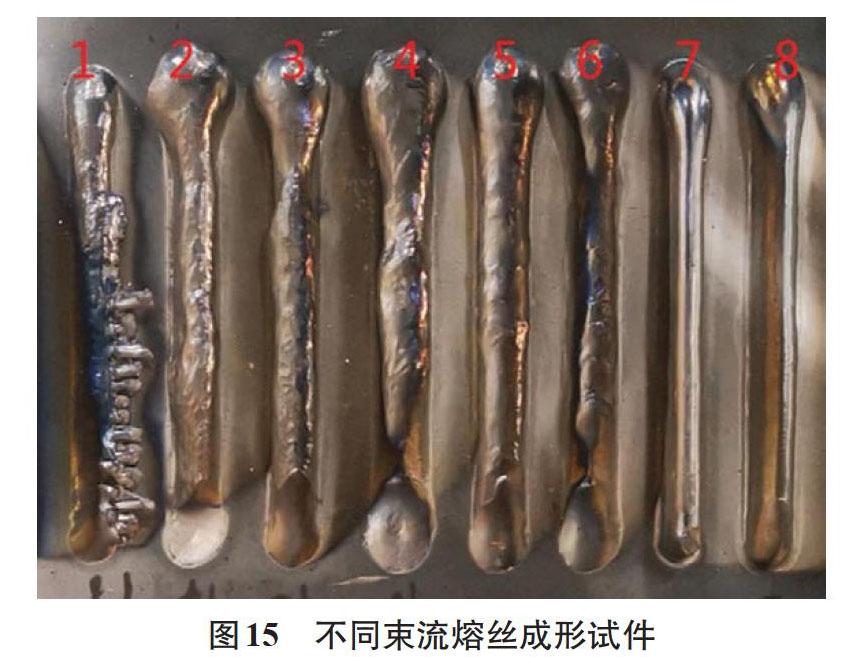
(3)固定工作臺移動速度310 mm/s,送絲速度30 mm/s,在不同的束流下進行熔絲試驗,參數(shù)如表7所示。
試驗所得熔絲成形試樣如圖15所示。當束流過小時,絲材未完全熔化,出現(xiàn)粘絲;當束流過大時,出現(xiàn)熔塌,成形不均勻;當束流約為260 mA時,熔絲成形質(zhì)量較好。
5 結(jié)論
(1)采用模擬仿真方法優(yōu)化影響環(huán)形冷陰極電子槍束流品質(zhì)的關(guān)鍵參數(shù),當陰極弧面半徑100 mm,陽極傾角40°時,束流品質(zhì)最優(yōu)。
(2)所研制的環(huán)形束斑冷陰極電子槍最大耐壓-22 kV,最大束流1 250 mA,功率達到27.5 kW。
(3)利用直徑2 mm的TC4焊絲進行單層單道熔絲試驗,當加速電壓-20 kV、束流260 mA、工作臺移動速度310 mm/s、送絲速度30 mm/s時,熔絲成形質(zhì)量較好。
參考文獻:
Lore Thijs,F(xiàn)rederik Verhaeghe,Tom Craeghs,et al. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia,2010,58(9):3303-3312.
Simonelli M,Tse Y Y,Tuck C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti-6Al-4V[J]. Materials Science and Engineering:A,2014(616):1-11.
Xue zhi Shi,Shu yuan Ma,Chang meng Liu,et al. Selective laser melting-wire arc additive manufacturing hybrid fabrication of Ti-6Al-4V alloy:Microstructure and mechanical properties[J]. Materials Science and Engineering:A,2017(684):196-204.
Neng Li,Shuai Huang,Guodong Zhang,et al. Progress in additive manufacturing on new materials:A review[J]. Journal of Materials Science & Technology,2019,35(2):242-269.
Sheng Cao,Qiaodan Hu,Aijun Huang,et al. Static coarsening behaviour of lamellar microstructure in selective laser melted Ti-6Al-4V[J]. Journal of Materials Science & Technology,2019,35(8):1578-1586.
Tao Sun,Yan Liu,Shu-Jun Li,et al. Effect of HIP Treatment on Fatigue Notch Sensitivity of Ti-6Al-4V Alloy Fabricated by Electron Beam Melting[J]. Acta Metallurgica Sinica-English Letters,2019(32):869-875.
陳國慶,樹西,張秉剛,等. 國內(nèi)外電子束熔絲沉積增材制造技術(shù)發(fā)展現(xiàn)狀[J]. 焊接學報,2018,39(8):123-128,134.
TAMINGER K M B,HAFLEY R A,DICUS D L. Solid freeform fabrication:aneabling technology for future space mis-sions[C]. Proceedings of 2002 International Conference on Metal Powder Deposition for RapidManufacturing. San Antonio:Metal Powder Industries Federation,2002.
王廷,王一帆,魏連峰,等. TC4 鈦合金低壓電子束熔絲沉積層組織與性能[J].焊接學報,2020,41(10):54-59.
陳哲源,鎖紅波,李晉煒. 電子束熔絲沉積快速制造成型技術(shù)與組織特征[J]. 航天制造技術(shù),2010(1):36-39.
TAMINGER K M,HARFLEY R A. Electron beam freeform fabrication:A rapid metal deposition process[C].Society of Plastics Engineers. Proceedings of the 3rd Annual Automotive Composites Conference,Sep. 9-10,2003,NASA Technical Reports Server,2003.
WANG T,ZHANG Y,LI X,et al. Influence of beam current on microstructures and mechanical properties of electron beam welding-brazed aluminum-steel joints with an Al5Si filler wire[J]. Vacuum,2017(141):281-287.
Dmytro Kovalchuk,Orest Ivasishin,Dmytro Savvakin.Microstructure and Properties of 3D Ti-6Al-4V Articles Produced with Advanced Co-axial Electron Beam & Wire Additive Manufacturing Technology[C]. The 14th World Conference on Titanium,MATEC Web of Conferences 321,03014,2020.
Dmytro Kovalchuk,Orest Ivasishin. Profile electron beam 3D metal printing[M]. Additive Manufacturing for the Aerospace Industry,2019:213-233.
許海鷹,左從進,黃志濤,等.一種實現(xiàn)梯度材料制備的電子束熔絲增材制造裝置及方法[P].中國:ZL201611184594.1,2016-12-20.
許海鷹,左從進.一種同軸送粉的電子槍裝置[P].中國:ZL201810235852.7,2018-03-21.
CST. CST 粒子工作室基礎(chǔ)入門:三維帶電粒子動力學仿真[Z]. 上海:上海軟波工程軟件有限公司,2006.
劉光輝,宋宜梅,劉海浪,等.基于CST 粒子工作室的熔煉電子槍發(fā)生系統(tǒng)的仿真[J]. 桂林電子科技大學學報,2016,36(2):144-147.
桑興華,許海鷹,左從進,等.電子槍束源部件結(jié)構(gòu)尺寸對束流品質(zhì)影響的CST仿真[J]. 航空制造技術(shù),2017,60(9):60-64.