飛機活動翼面自動制孔工藝裝備設計技術
2021-09-10 07:22:44薛宏
內燃機與配件 2021年7期

摘要:針對飛機活動翼面結構特點和自動制孔需求,對裝配流程和工裝設計方案進行了研究,形成了一套適用于現代飛機裝配和自動制孔的工藝裝備設計標準和方法,同時為加強現場精益化管理,提出了集成電、氣、除塵、照明、運輸,兼顧預裝配與自動制孔的集成式工裝設計,提高了產品的加工效率和定位精度。
關鍵詞:活動面;自動制孔;飛機裝配;工藝裝備
中圖分類號:V222 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2021)07-0032-02
0 ?引言
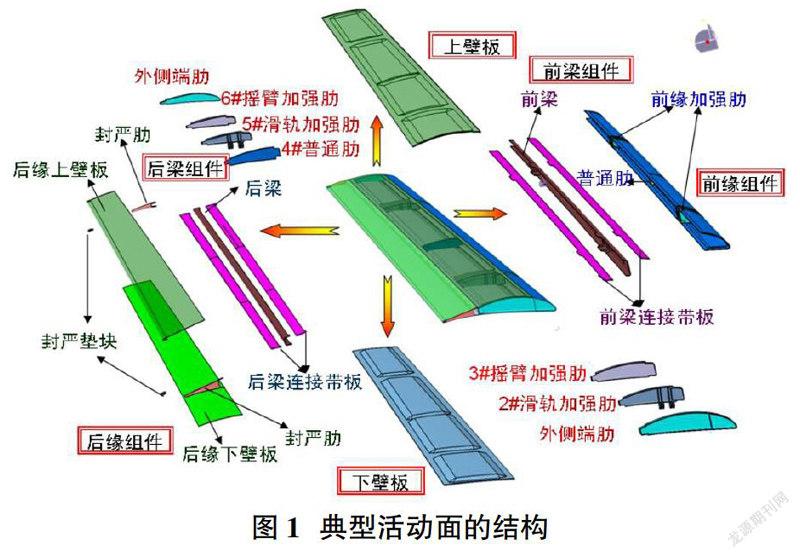
活動翼面包括內襟翼、外襟翼、副翼、升降舵以及方向舵等類型,主要由上下翼面、梁、肋、接頭等組成。傳統的裝配流程為先完成肋、梁以及接頭等零件裝配形成活動面骨架,再通過骨架定位的方式,完成壁板的裝配。隨著飛機的研制,活動面開始大面積采用了可以減輕飛機重量但是裝配難度較大的復合材料,對整個裝配過程提出了更高的要求。[1]如圖1所示為典型活動面的結構圖。
飛機裝配工裝是指在飛機組部件的裝配過程中,對產品的外形尺寸、空間位置精度進行定位和保證的工藝裝配。[2]裝配工裝一般以框架為主體,框架主要功能是為定位器提供一個大剛度的支撐結構從而便于飛機組部件的精確裝配。在框架上安裝外形定位器、骨架定位器、壓緊裝置等定位裝置。工裝的主體框架一般與地面通過螺栓進行連接固定以保證工裝的穩定性。在自動制孔的活動翼面站位,活動面的裝配工裝需要產品的預裝配同時在自動制孔站位進行制孔工作,這就要求活動面工裝必須采用可移動式工裝。
1 ?裝配方法和原則
1.1 主要零件、組件定位基準與方法
上下壁板采用孔系定位法定位;梁、肋(加強肋和端肋)在工裝上采用軸線面擋塊加定位孔定位;前緣蒙皮組件采用外形卡板定位,卡板上帶前緣隔板鉆模;后緣組件采用外形擋塊定位;接頭、內襟翼連接耳片、搖臂組件采用工裝上的交點孔定位。
1.2 主要連接裝配方法
前后梁、肋、接頭、蒙皮等的定位采用人工方法;襟翼前后梁與肋、副翼前梁與接頭、肋之間采用人工鉆模制孔、連接;上下壁板與前后梁、前后緣組件與條帶之間采用工業機器人制孔;前緣蒙皮與前緣隔板之間采用人工鉆模板制孔;密封劑涂敷采用人工方法;架外連接盡可能地使用機械工具進行緊固件連接操作,不可達部位可選用人工方式連接。
2 ?工裝定位及移動方案設計
2.1 工裝定位
為滿足工裝在預安裝站位及自動制孔站位的裝配要求,工裝必須具備可重復定位能力,并且重復定位精度保持一致,這就要求工裝在不同站位的支撐形式能保持一致。在自動制孔站位,需要對工裝進行定位,同時保證在自動制孔過程中制孔壓緊力不會引起工裝的移動,需要對工裝進行固定。提出采用杯錐結構對工裝進行定位的方式。工裝放置在四個地面定位點(錐)上,錐放置在地面上已經進行調平的定位板上。工裝上安裝與錐外形尺寸匹配(間隙配合)的定位孔(杯),為了避免型架被地面定位點過約束,一個定位孔為圓孔一個為長圓孔。同時,錐上的圓角可通過自適應杯的方式,實現杯錐配合。而在預裝配站位,由于沒有定位需要,因此地面不需要進行定位點布置。為保證兩個站位工裝姿態一致,工裝放置在與自動制孔站位調平狀態一致的定位板上。圖2為工裝快速定位系統圖。
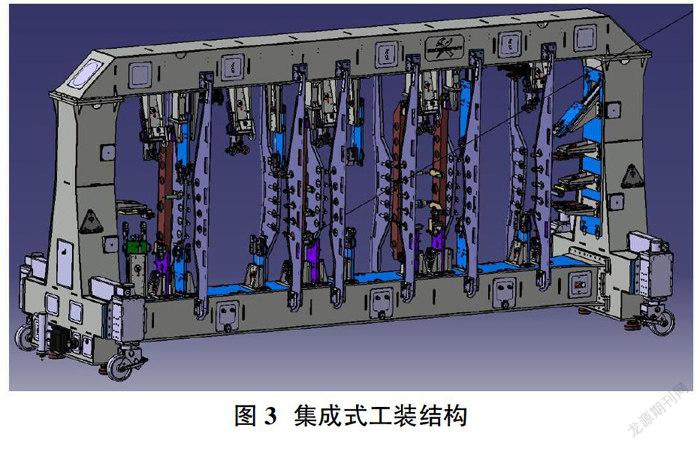
2.2 電、氣、除塵集成接口設計
能源接口包括壓縮空氣接口、真空吸塵接口、電源接口、網絡接口等,傳統裝配工裝固定不動,這些接口也是連接好后就不會拆卸。裝配工裝都可移動后,能源信息接口就必須可拆卸,為了使這些接口在整個生產線都是通用的,就必須對接口進行模塊化、標準化設計。[3]圖3集成式工裝結構圖。
3 ?產品定位方案設計
針對機器人自動制孔的活動翼面的工裝設計,在考慮完成產品零件的精確定位的基礎上還應該對機器人制孔的可達性及制孔率進行分析和設計。
3.1 肋定位器
活動面肋定位器的主要功能是通過肋平面和提供的工裝孔定位主肋。一個定位銷固定,另一個定位銷為槽型從而避免過約束肋。固定的定位銷有一個大平面以定位肋平面。肋定位器可以拆卸。在頂端定位器用一個彈頭銷插入到一個長圓孔襯套里,通過一個彈簧鉤夾緊。在底端定位器用一個定位銷插入到一個圓形襯套里,通過一個把手擰緊。每個工裝孔定位處都有一個帶彈簧的工藝銷(包含在定位器內)。肋通過用工裝銷和一個可移除的螺母固定到定位器上。前緣肋定位器可以拆卸以便在活動面結構最終緊固后可以將肋定位器拆除。對于滑軌肋耳片組件,主耳片將會替代下方的工裝銷。耳片將使用特殊的耳片定位器和定位銷進行定位。
3.2 壁板定位器
壁板定位器的主要功能是定位蒙皮壁板。一個壁板定位器一端為圓孔,另一端為長圓孔。一個定位器可以同時定位上下壁板。壁板定位器在滑軌上滑動,故不用時該工裝可收起,在需要使用時可被拉到位置。壁板將通過一個定位銷定位到壁板定位器上。定位器可以被定位銷鎖緊在工作工位和回收工位,并且可以通過手驅動桿來對定位器進行打開和縮回的操作。
3.3 梁定位器
梁定位器主要功能為精確定位前梁和后梁。中心梁定位器通過一個固定的工裝孔定位,外側梁定位器通過槽型孔定位,中間梁定位器只夾緊但不通過工裝孔定位。中間梁定位器只用于保持梁在展向的平面位置。梁定位器在滑軌上滑動,故不用時該工裝可收起,在需要使用時可被拉到位置。為了在移除活動面時留有足夠間隙,梁定位器需要被收到頂梁和底梁處。一個單側緊固件用來連接定位器與梁,從而保證在蒙皮已被安裝之后,緊固件仍可以被移除。定位器可以被定位銷鎖緊在工作工位和回收工位,并且可以通過手驅動桿來對定位器進行打開和縮回的操作。梁定位器將包含一個可調節的安裝板用來定位對接帶板定位器。
3.4 前緣定位器
前緣定位器的主要功能是定位并支持前緣蒙皮的4個分段。在每段蒙皮的末端布置一個定位器,共有8個。前緣蒙皮定位器在滑軌上滑動,故不用時該工裝可收起,在需要使用時可被拉到位置。為了在移除活動面時留有足夠間隙,前緣蒙皮定位器需要被收到底梁處。該定位器可調,從而保證前緣蒙皮正確地壓合在前緣肋上。
3.5 后緣定位器
后緣定位器的主要功能是定位后緣組件。一個可搖壓腳用于定位后緣下表面,后緣組件的后緣外形通過定位器設定。后緣組件通過曲肘夾具夾緊在可搖壓腳上。后緣組件通過真空吸盤拉在定位器上。后緣定位器在滑軌上滑動,故不用時該工裝可收起,在需要使用時可被拉到位置。定位器可以被定位銷鎖緊在工作工位和回收工位,并且可以通過手驅動桿來對定位器進行打開和縮回的操作。定位塊通過后緣定位器上的真空吸盤拉住后緣組件,真空吸盤安裝在一個帶有彈簧的滑塊上,并通過一個肘節式夾具控制。
3.6 蒙皮壓條
蒙皮壓條的主要功能是將主蒙皮壓緊在肋/梁組件上,在機器人制孔過程中支撐活動面。蒙皮壓條由鋁制成,重量較輕,通過使用工字梁截面提高剛度。蒙皮壓條在頂部掛在鉤上,在底部夾緊。可搖動壓腳通過彈簧壓緊在蒙皮上,從而提供所需的壓緊力,不至于壓壞復材蒙皮壁板。
4 ?產品裝配流程
①在活動面裝配區域完成骨架連接及上下壁板、前后緣組件臨時緊固件連接。②將工裝型架連同產品托至自動制孔區域,完成上下壁板、前后緣自動制孔操作。③將工裝型架連同產品拉回到裝配區域完成上下壁板、前后緣組件連接及涂膠等工作,并將產品下架。④將產品拉至檢測區域進行外形、交點等檢查。⑤測量完成后將活動面拉至裝配區域進行架下補鉚工作。
5 ?結語
針對飛機活動翼面自動制孔需求,結合自動制孔需要進行站位更換的要求,結合裝配方案,形成了一套集約化高、定位精度高的可移動式活動翼面工裝設計方案,該方案已在國內某型機進行了生產驗證,可減少工裝附件50%以上,提高裝配效率30%以上。
參考文獻:
[1]薛宏,羅群,劉博鋒,劉義明,鄭煒,肖瀟.大飛機活動翼面機器人自動制孔應用研究[J].航空制造技術,2019(19).
[2]何勝強.飛機數字化裝配技術體系[J].航空制造技術,2010(23).
[3]巴曉甫,趙安安,郝巨,王守川,楊亞鵬.模塊化柔性飛機裝配生產線設計[J].航空制造技術,2018(9).