核級支管座焊縫結構堆焊修復數值模擬及分析
2021-09-10 03:24:13徐少峰柏忠煉葉義海楊彪薛敬凱李詩易
電焊機 2021年5期
徐少峰 柏忠煉 葉義海 楊彪 薛敬凱 李詩易
摘要:為優化核級支管座焊縫結構的OVERLAY堆焊修復工藝,基于有限元分析軟件Abaqus建立三維有限元模型,結合雙橢球熱源、生死單元技術,采用熱-力順序耦合計算方式對堆焊修復過程進行數值模擬,研究了結構在堆焊修復過程中溫度場、焊接變形及殘余應力的分布特性。基于計算結果開展了堆焊影響因素的分析,結果表明在原焊縫結構內側形成了壓應力,從焊縫結構內側逐漸向外到堆焊層表面,壓應力逐漸轉變為拉應力,且殘余應力隨著焊接速度的增大而減小,逆-順交替的焊接順序可以有效降低殘余應力,為優化堆焊工藝提供了重要的參考。
關鍵詞:OVERLAY堆焊修復;數值模擬;支管座焊縫;殘余應力
中圖分類號:TG455 ? ? ?文獻標志碼:A ? ? ? ? 文章編號:1001-2003(2021)05-0034-09
DOI:10.7512/j.issn.1001-2303.2021.05.07
0 ? ?前言
支管座焊縫結構作為一種管道補強結構,被廣泛應用于核電站壓力容器、穩壓器等主要設備,由于其施焊難度大、運行工況復雜,根據國內外核電站經驗反饋,在運行階段可能產生裂紋從而導致泄漏。OVERLAY堆焊修復技術[1]是一種可靠經濟的維修方式,可以滿足不可隔離疏水和檢修空間受限條件下的支管座焊縫結構的維修需求,具有較好的工程適用性。近年來,該技術在國外已經得到了廣泛推廣。該技術主要通過在帶缺陷或失效的結構(焊縫)上熔敷表面堆焊層,形成新的壓力邊界(密封)焊縫和結構加強,達到相關規范并繼續服役的要求。
一般來說,堆焊后初始殘余應力及焊接變形對結構的服役性能及服役壽命有直接影響,因此,有必要對堆焊后的焊接變形及殘余應力分布進行研究。為更直觀地觀察堆焊過程及焊后溫度場、焊接變形及殘余應力分布等狀態變化,提高工藝研發效率,研究人員引入數值模擬的手段進行研究。
Siegele D[2]等使用有限元方法模擬了堆焊層的應力場分布,結果表明堆焊層產生拉應力,而母材靠近堆焊層區域產生壓應力。蔣小華[3]等利用有限元分析軟件開展了異質金屬平板堆焊的數值模擬,研究了接頭溫度、應力場的分布規律,結果表明接頭在界面處存在明顯的應力不連續現象。張世偉[4]等建立了秦山核電廠穩壓器噴霧管接管嘴堆焊結構的軸對稱有限元模型,模擬了原始焊縫焊接過程和堆焊修復過程,并通過計算結果闡述了結構在堆焊后及運行工況下的應力分布。孫少南[5]利用熱彈塑性有限元法對反應堆內壓力容器環形件的堆焊對接過程進行了有限元模擬,分析殘余應力演化規律及焊接變形分布規律,并進行堆焊結構熱處理研究,優化了熱處理方案。林繼德[6]等建立了異種鋼焊接接頭堆焊修復的有限元模型,分析焊后應力分布情況,并對比了不同堆焊層厚度對殘余應力的影響規律。Liu[7]等利用熱-彈塑性原理對壓水堆壓力容器接管口堆焊過程進行了數值模擬,分析了堆焊層內外表面的應力分布,并指明堆焊可以明顯降低原焊縫的殘余應力。
文中針對核級支管座焊縫結構的堆焊修復過程開展數值模擬研究,以期為堆焊工藝的研發提供重要參考。
1 堆焊修復過程有限元模型建立
支管座焊縫為復雜的類馬鞍形結構,軸對稱模型無法完全描述其空間幾何特性,且考慮到焊道的連續性,需建立完整的三維模型。基于三維幾何模型,輸入各材料溫度相關的熱物理性能及力學性能參數,加載接觸屬性及邊界條件,建立堆焊過程的有限元模型,結合生死單元技術和焊接子程序模擬堆焊過程的瞬態熱輸入,從而獲得支管座焊縫結構的溫度場結果,再將溫度場結果作為熱載荷導入模型,計算結構的力學特性變化,從而獲得焊接變形及應力分布。
1.1 堆焊修復結構
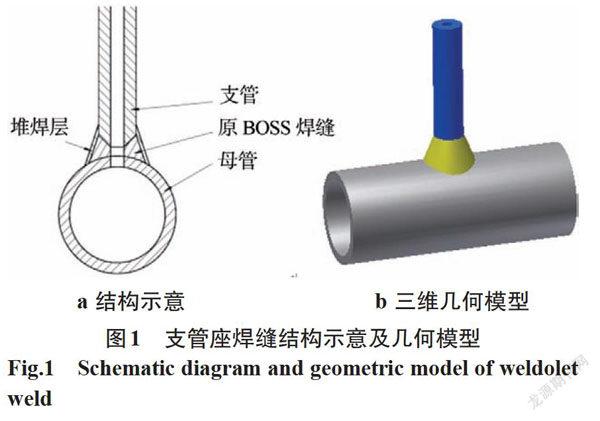
核電廠某型核級支管座焊縫幾何結構如圖1a所示,母管與支管通過原BOSS焊縫連接。針對該焊縫結構可能出現的泄漏情況采用堆焊技術進行預防性修復,從而保證結構的完整性與服役性能。
目前主要的堆焊修復即在原焊縫表面熔敷堆焊層,實現結構的加強。其中母管、支管為304L不銹鋼,原焊縫結構為308L不銹鋼,堆焊層為Inconel690鎳基合金。參考規范ASME Ⅺ 篇[8]中堆焊結構設計的要求,在滿足規范中關于缺陷深度與厚度比的規定及膜應力、彎曲應力、剪切應力等的評價準則,計算支管座結構堆焊修復所需的堆焊層尺寸。
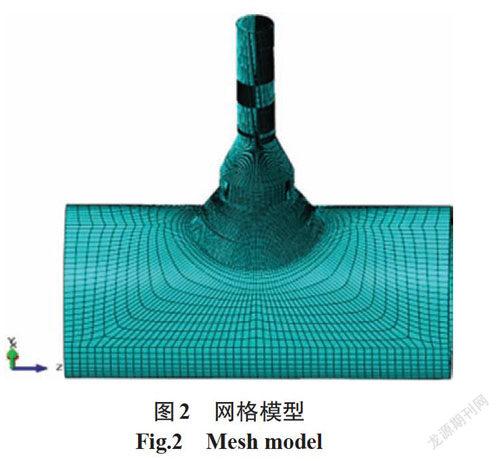
根據結構設計圖紙與堆焊層設計計算結果,結合模型簡化需求,建立三維幾何模型如圖1b所示。
本研究的堆焊修復為多層多道焊,堆焊時搭接率控制在約67%,基于焊道搭接率對每層焊道的幾何形狀進行一定簡化。為提高計算的準確性,采用六面體結構性網格,焊縫區網格進行密集布種,盡可能地實現網格精細化,焊縫區單元尺寸設置為0.75 mm左右;遠離焊縫區則逐漸由密集轉為稀疏。網格模型如圖2所示,共104 712個單元。
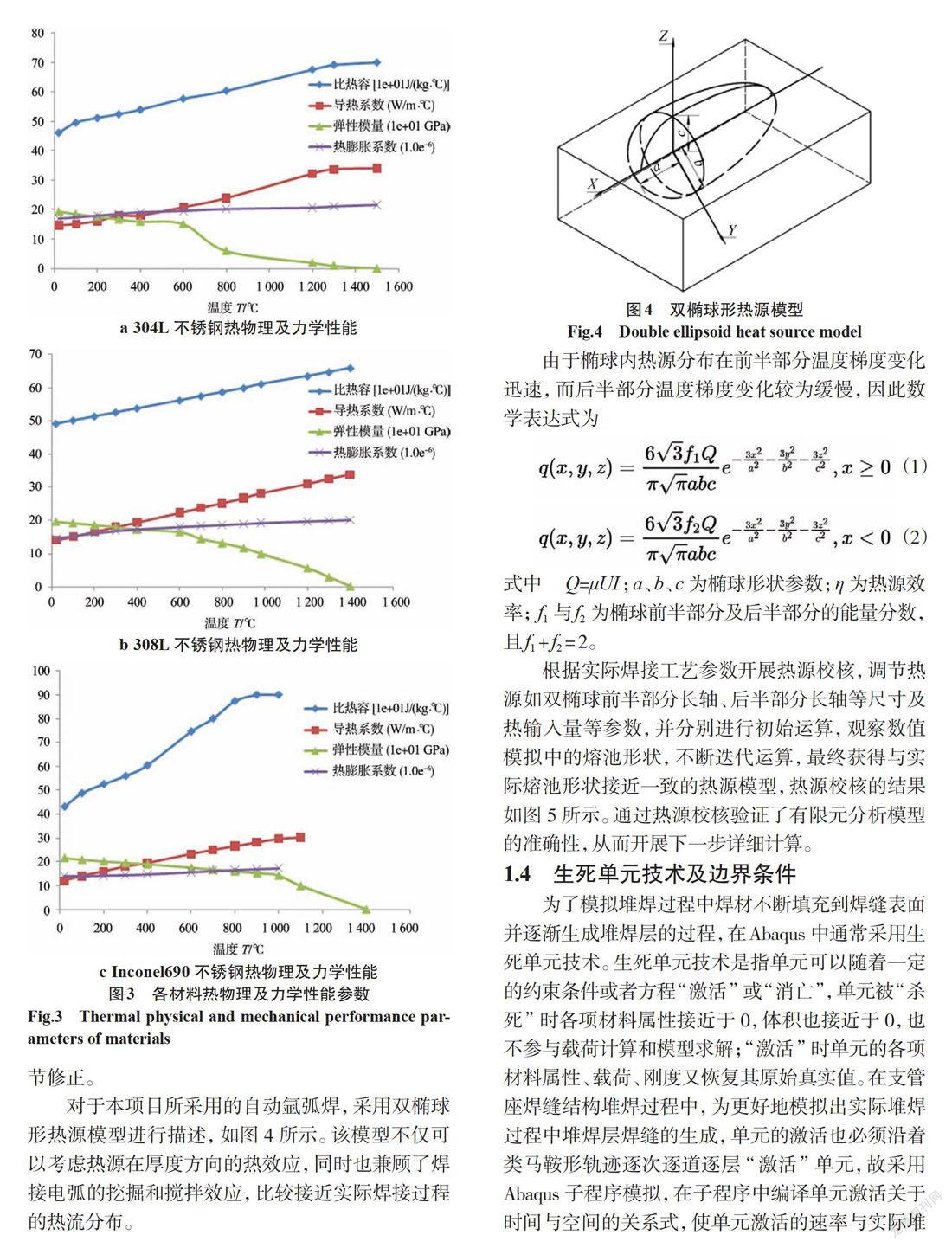
1.2 材料屬性
焊接過程是一個溫度劇烈變化的瞬態過程,而金屬材料的性能大多與溫度密切相關。為確保堆焊修復過程數值模擬結果更接近實際情況,需要設置相應的材料屬性,包括各材料隨溫度變化的熱物理性能及力學性能參數[9-10],如密度、導熱系數、比熱容、熱膨脹系數、彈性模量及屈服強度等,考慮到相變的因素,在材料參數中設置熱焓來表征相變過程產生的熱量變化。同時為了準確模擬焊接過程的熱應變過程,在計算時假設材料屈服行為服從Von-Mises屈服準則,且滿足塑性硬化準則。部分材料參數如圖3所示。
1.3 熱源模型及校核
在堆焊數值模擬中,首先需要根據實際焊接過程對應的熱源形態進行數學描述,用于表達焊接過程中熱輸入與時間、空間相關的數學關系。為更好地貼合實際的熱輸入狀態,研究者建立了不同的熱源模型[11-12],從Rosonthal提出的集中熱源模型、到2D高斯表面熱源再到Goldak等人提出的雙橢球形模型,經過多年試驗積累,逐步摸索出適合于不同焊接方法的熱源模型,再根據實際焊接工藝進行細節修正。
對于本項目所采用的自動氬弧焊,采用雙橢球形熱源模型進行描述,如圖4所示。該模型不僅可以考慮熱源在厚度方向的熱效應,同時也兼顧了焊接電弧的挖掘和攪拌效應,比較接近實際焊接過程的熱流分布。
由于橢球內熱源分布在前半部分溫度梯度變化迅速,而后半部分溫度梯度變化較為緩慢,因此數學表達式為
式中 Q=μUI;a、b、c為橢球形狀參數;η為熱源效率; f1與f2為橢球前半部分及后半部分的能量分數,且f1 + f2 = 2。
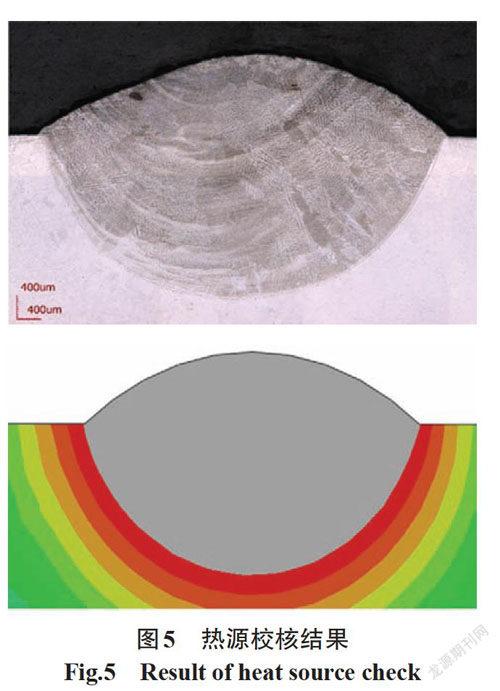
根據實際焊接工藝參數開展熱源校核,調節熱源如雙橢球前半部分長軸、后半部分長軸等尺寸及熱輸入量等參數,并分別進行初始運算,觀察數值模擬中的熔池形狀,不斷迭代運算,最終獲得與實際熔池形狀接近一致的熱源模型,熱源校核的結果如圖5所示。通過熱源校核驗證了有限元分析模型的準確性,從而開展下一步詳細計算。
1.4 生死單元技術及邊界條件
為了模擬堆焊過程中焊材不斷填充到焊縫表面并逐漸生成堆焊層的過程,在Abaqus中通常采用生死單元技術。生死單元技術是指單元可以隨著一定的約束條件或者方程“ 激活 ”或“ 消亡 ”,單元被“ 殺死 ”時各項材料屬性接近于0,體積也接近于0,也不參與載荷計算和模型求解;“ 激活 ”時單元的各項材料屬性、載荷、剛度又恢復其原始真實值。在支管座焊縫結構堆焊過程中,為更好地模擬出實際堆焊過程中堆焊層焊縫的生成,單元的激活也必須沿著類馬鞍形軌跡逐次逐道逐層“ 激活 ”單元,故采用Abaqus子程序模擬,在子程序中編譯單元激活關于時間與空間的關系式,使單元激活的速率與實際堆焊速度相匹配,從而確保單元激活與實際堆焊層焊縫生成速率接近一致。
焊接溫度場計算涉及到復雜的熱過程,既包括熱源施加的熱流,也包括以對流和輻射方式進行的熱交換。在計算中,將熱對流和熱輻射的接觸條件施加在支管座焊縫結構的內外表面,并設置初始溫度。每道堆焊層在堆焊后均設置較長的冷卻時間,確保堆焊層焊縫溫度均降至180 ℃以下,再開始下一道堆焊。
焊接力學計算則將溫度場計算結果作為熱載荷,并根據實際情況添加空間約束條件。
2 堆焊過程溫度場模擬結果及分析
將有限元分析模型提交到Abaqus進行求解,完成堆焊過程溫度場的數值模擬計算。
2.1 溫度云圖結果及分析
基于焊接速度60 mm/min,電流120/100 A,電壓9.6~10.1 V的初始堆焊工藝,設置初始溫度為20 ℃,從類馬鞍形焊縫底部逆時針開始進行堆焊,根據建立的有限元分析模型,提交瞬態分析求解后獲得溫度場計算結果。
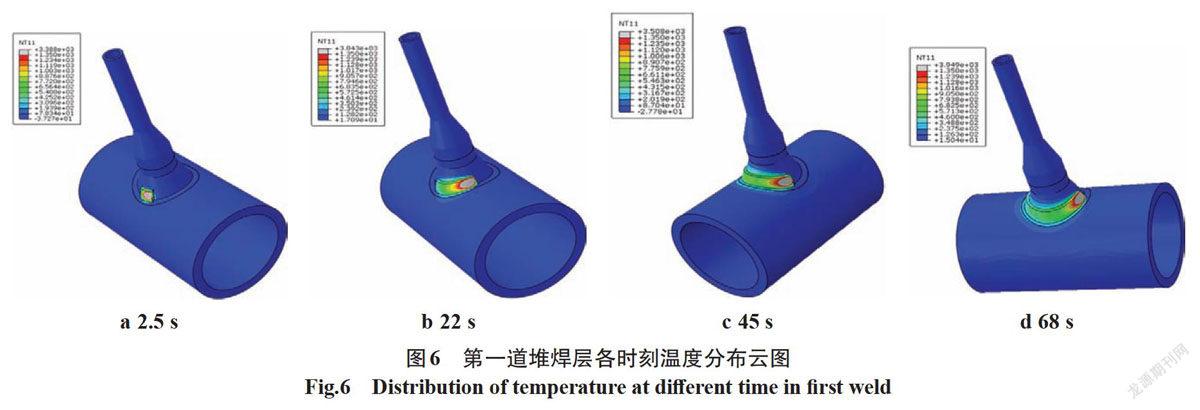
支管座焊縫結構在2.5 s、22 s、45 s和68 s時刻的溫度場分布云圖如圖6所示。軟件通過不同顏色的色階來體現溫度的差異,從深藍色到鮮紅色表示為溫度從低到高,灰色區域則表示該區域達到焊絲熔化溫度。可以看出,在堆焊進行到10°位置時刻熱源的溫度在3 300 ℃左右,在堆焊層焊縫表面呈現橢圓形狀,在熱源附近等溫線密集,溫度梯度大,且熱源前方溫度梯度相較于后方更密集,而遠離熱源處,等溫線稀疏直至消失,溫度梯度小。隨著堆焊過程的進行,焊槍沿著空間類馬鞍形軌跡進行移動,通過Abaqus子程序加載的熱源同樣沿著預設的焊接軌跡進行移動,焊縫起始部位的溫度將部分熱量導向周圍區域,形成熱影響區,并逐漸開始降溫。隨著熱輸入量的不斷增加,焊縫的最高溫度也有適當增加。在熱源移動至90°位置,達到最高溫度3 840 ℃。熱源移動至270°位置時,堆焊層再次到達肩部,最高溫度高于180°時,這表明肩部位置升溫更快,可能是由于肩部位置為類馬鞍形上部,在整圈設置統一的焊接速度下,相同時間下經過的區域更短,熱量更集中。
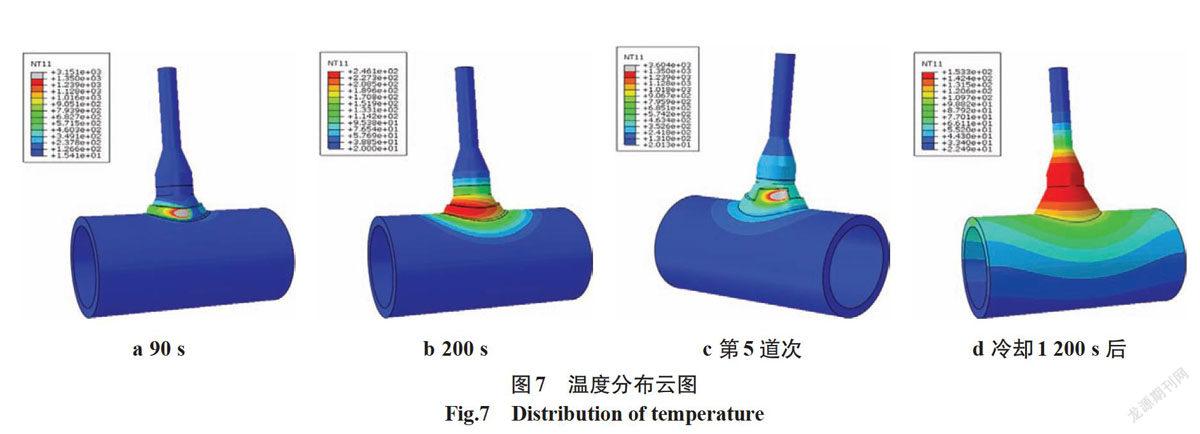
圖7a為堆焊第1道次末尾時溫度分布云圖,收弧處的溫度升高并再次到達熔融溫度,這表明起弧處被二次熔融。圖7b為第1道次冷卻120 s的溫度分布,堆焊層焊縫主體仍有250 ℃。圖7c、7d為第5道次堆焊過程及全部堆焊完成后冷卻1 200 s時的溫度分布,堆焊層區域已降至150 ℃。
散熱過程表明采用自然冷卻的方式,堆焊結構降至室溫需要較長時間,為縮短時間,可進行吹風等降溫處理。
2.2 熱循環曲線結果及分析
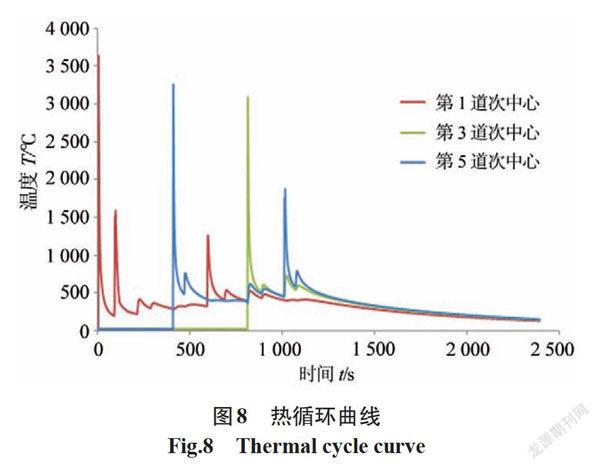
堆焊層第1、3、5道次堆焊層起弧初附近的中心點在堆焊過程中的熱循環曲線如圖8所示。可以看出,第一道經歷了8次熱循環波動,第一次是由于第一道堆焊層堆焊的起弧,此時,堆焊層焊縫區域受熔池熱輸入的影響產生熱量波動。可以看出,該點在焊接開始階段溫度迅速上升到3 600 ℃左右。隨著焊槍的移動,熱源逐漸遠離中心點,溫度在較短時間內從3 600 ℃降至300 ℃左右,表明此時散熱速度較快,這是由于溫差較大時,熱傳導、對流及輻射引起的散熱都非常迅速,但隨著溫度的降低,散熱速度逐漸降低,尤其是在每道堆焊層焊后的冷卻過程中,溫度下降較為緩慢。第二次熱循環波動是由于環向堆焊后的收弧,使得起弧處又經歷了一次升溫降溫。此后,第一道堆焊層仍經歷了數次熱循環波動,這是由于上層其他道余熱引起的,但隨著焊道層數的增加,溫度曲線上的波峰逐漸降低,這是由于隨著堆焊過程的進行,作用于第一道焊縫的余熱逐漸減少。由于焊道規劃分布中,第4道位于第一道表面,所以在第4道堆焊層進行堆焊時,第一道堆焊層出現劇烈的溫差變化。
綜上所述,在堆焊過程中,隨著熱源的不斷移動,溫度場分布極為不均勻,且存在反復加熱的情況,各點溫度循環曲線和冷卻速度也不盡相同,而各點的溫度變化不一致引起各處單元的不均勻熱膨脹,從而加大了熱應變,在冷卻過程中收縮也不均勻,最終導致各處的彈塑性變形差異較大,從而產生較大的殘余應力,冷卻后堆焊區域遺留殘余應力。
3 堆焊過程力學模擬結果及分析
將上述堆焊過程中求解的堆焊溫度場模擬結果導入模型進行應力場計算,完成計算后在后處理界面查看應力場及變形的模擬結果。
3.1 應力云圖結果及分析
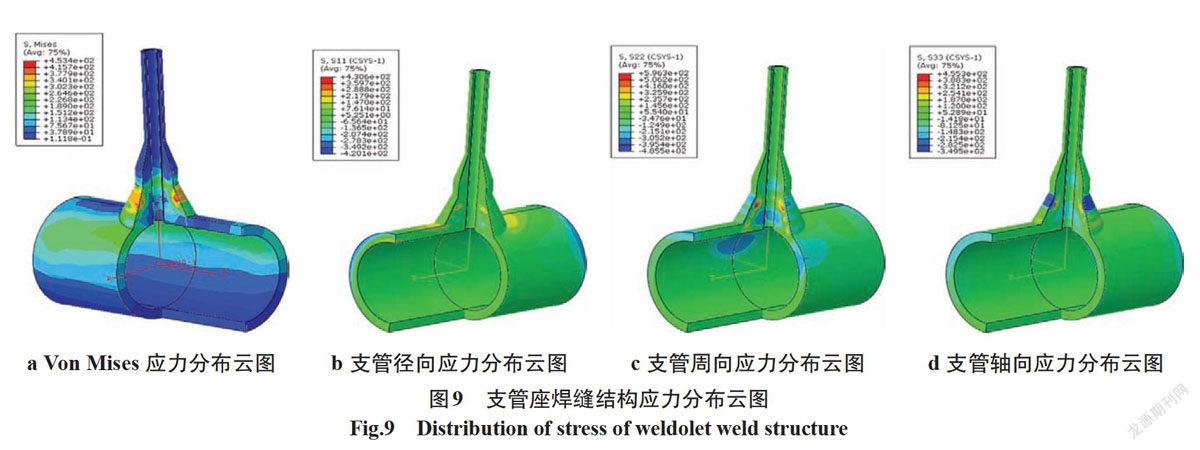
建立以支管軸向為Z方向的柱坐標系,焊后殘余應力分布狀態如圖9所示。Von Mises等效應力結果表明,應力集中區域集中于堆焊層與主管接觸區域、堆焊層表面及堆焊層與支管接觸區域,同時,原焊縫的等效應力水平較低。堆焊層側最大應力為450 MPa,超過鎳基合金常溫下的屈服強度,產生了一定的塑性變形。
徑向應力結果表明,堆焊層結構分向應力均為正值,越靠近外側下端,拉應力相對越高;而原焊縫結構大部分區域分向應力主要為負值,該區域的應力狀態為壓應力,這表明堆焊后對該區域應力狀態有改善作用。周向應力結果顯示堆焊層與原焊縫接觸區域拉應力最大,兩種材料熱膨脹系數及導熱系數不同,可能收縮不一致,引起該區域應力集中現象。軸向應力結果表明,原焊縫結構主要為壓應力,原焊縫與堆焊層接觸區域為拉應力,而堆焊層表面軸向應力為壓應力。
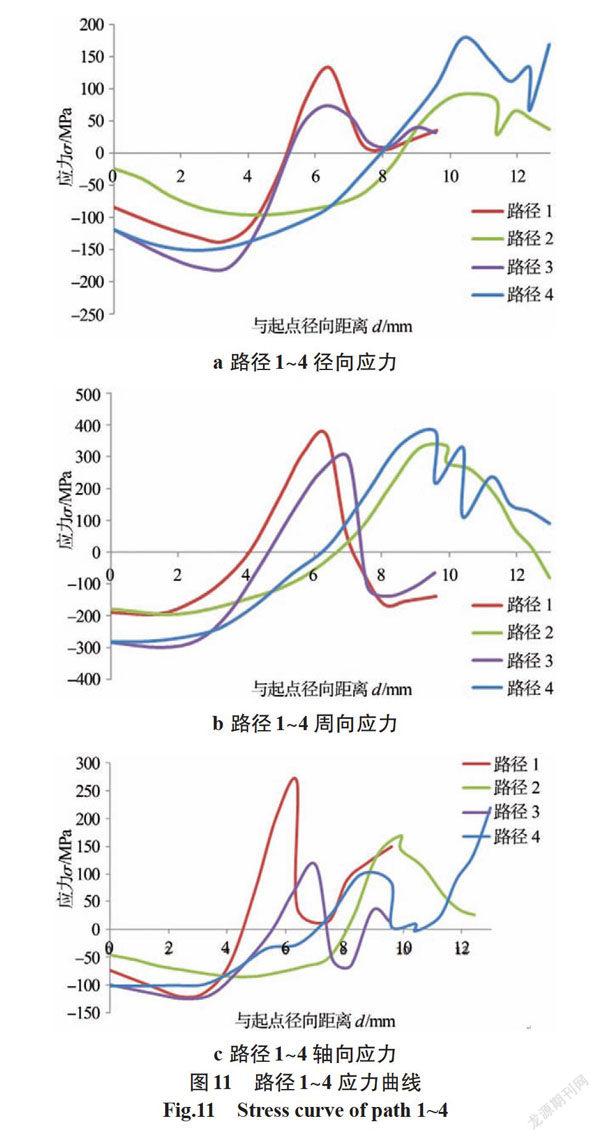
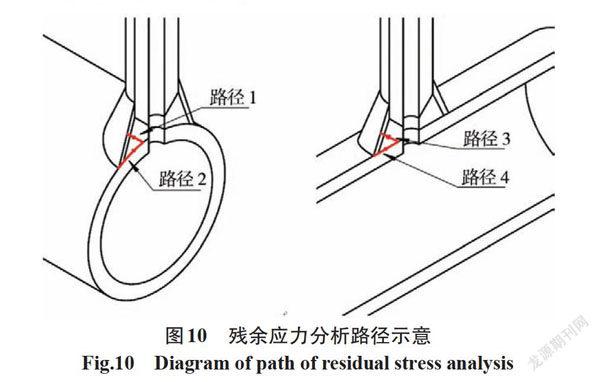
選擇路徑1~4以及堆焊層焊趾環向一圈為路徑5進行殘余應力分析,如圖10所示。
路徑1~4 應力曲線如圖11所示。觀察路徑1、3各方向應力情況,可以看出原焊縫結構側主要為壓應力,最內側應力較小,靠近外側壓應力先增大后減少,再逐漸過渡為拉應力,達到原焊縫結構與堆焊層接觸區域時應力最大,堆焊層普遍表現為拉應力,越向外側拉應力先減小后增大。路徑2、4則顯示原焊縫結構、堆焊層與母管接觸區域的應力分布,與路徑1、3類似,由內向外壓應力先增后減,再逐漸過渡為拉應力,但在堆焊層和與母管接觸區域,應力波動幅度劇烈,且存在拉應力與壓應力相互交疊。
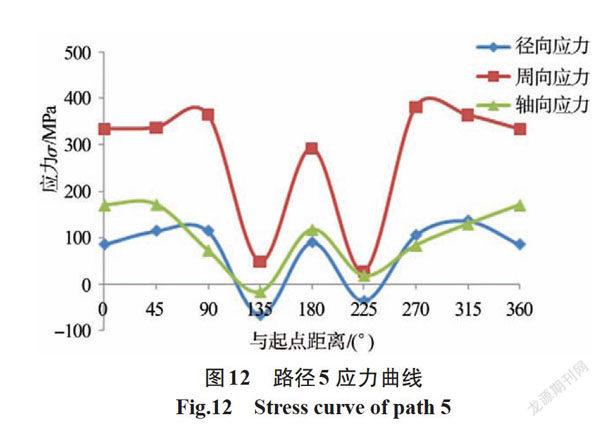
焊趾線各向殘余分布狀態如圖12所示,類馬鞍形兩側肩部應力基本呈現對稱分布,但起弧處各向應力都明顯大于其對側位置。在0°~90°、180°、270°~360°這三個區域內應力較大,而在135°及225°附近應力水平較低。
3.2 焊接變形結果及分析
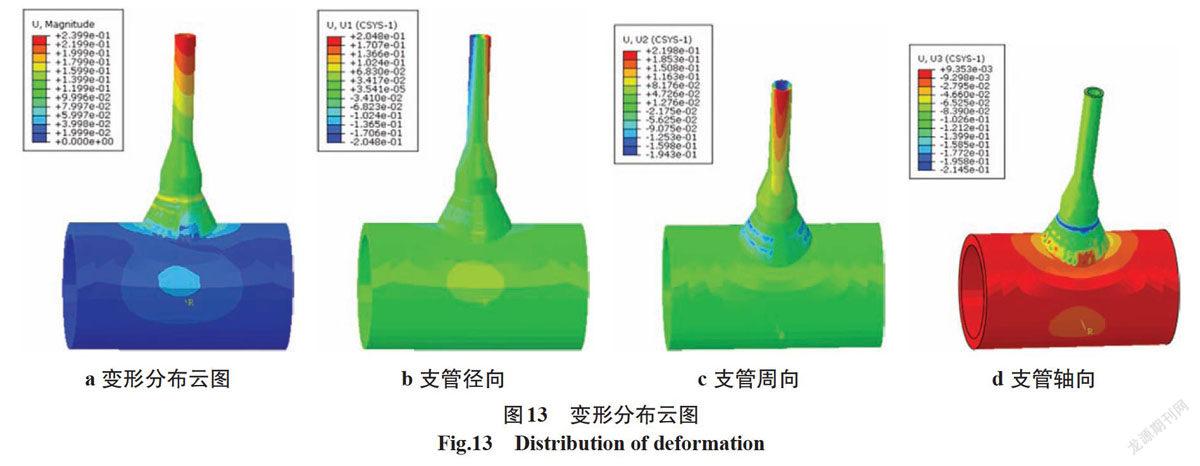
柱坐標系下焊接變形如圖13所示,計算結果顯示,采用堆焊工藝進行支管座焊縫結構修復時變形不明顯,最大偏移僅為0.23 mm,位于支管上端,母管及堆焊層區域變形較小。
堆焊層整體有向內收縮及向下塌陷的趨勢,類馬鞍形肩部出現凹陷,最大軸向收縮位于堆焊層上端,為0.21 mm,這是因為堆焊層在冷卻后收縮造成的。
支管整體向起弧處略有傾斜,支管最上端向偏移了0.2 mm,支管整體向下塌陷。
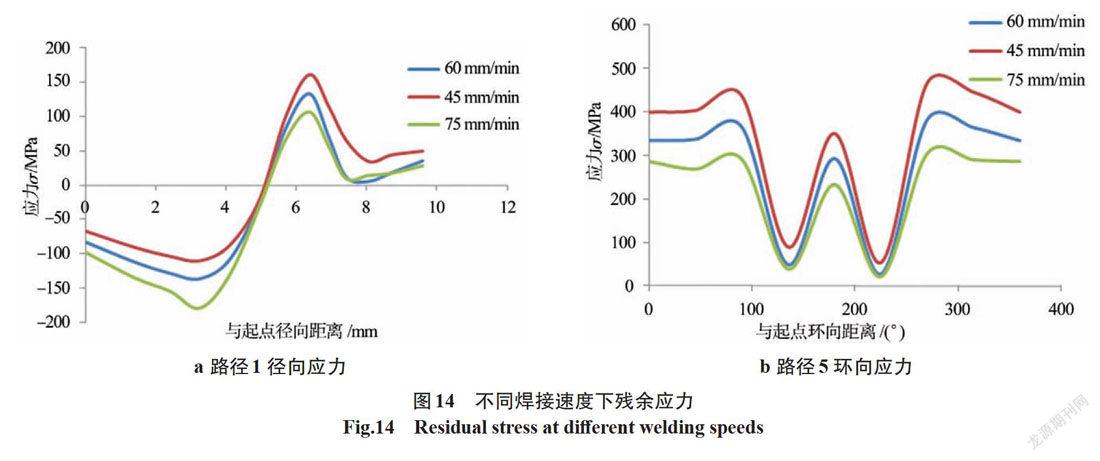
4 堆焊因素影響研究
以路徑1徑向應力及路徑5環向應力為參考,對不同焊接速度下的殘余應力進行對比分析,結果如圖14、圖15所示。
不同焊接速度下的殘余應力分布云圖如圖14所示。可以看出,隨著焊接速度的增加,路徑1的徑向應力及路徑2的環向應力都有一定幅度的降低,整體分布趨勢接近一致。這是由于焊接速度的提高使得焊接區域單位時間內吸收的熱流降低,即線能量減少,從而使得接頭熱影響區減小并減小了熱膨脹量,致使熱膨脹引起的熱應變降低,一定程度上降低了殘余應力。因此,在堆焊工藝優化中,在保證支管座堆焊結構熔深及強度的前提下,適當增大焊接速度有利于降低結構中的殘余應力。
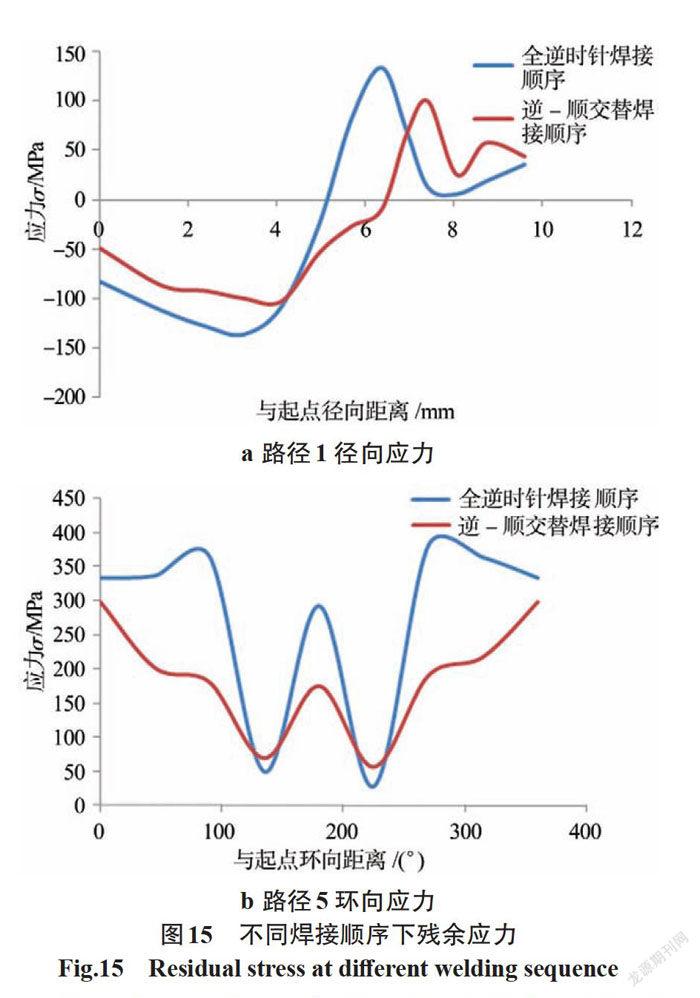
在焊接工藝研發中,環向焊接時常采用焊道間交替焊接順序的方式降低焊接變形,本研究中采用逆-順交替的焊接順序作為初始參照,研究不同焊接順序對殘余應力及焊接變形的影響。
由圖15可知,逆-順交替焊接順序下堆焊后的殘余應力由內側到堆焊層表面的分布趨勢較為接近,且明顯下降,路徑1上最大徑向應力由137 MPa降至98 MPa,且應力分布更趨向于平穩。逆-順交替焊接可以有效改變焊接過程每層堆焊層在冷卻時向同一側收縮,從而改善殘余應力分布。同時改變焊接順序后,母管類馬鞍形肩部收縮由0.12 mm降低至0.06 mm,支管軸向收縮由0.21 mm降低至0.15 mm。可見逆-順交替焊接順序的堆焊可以在一定程度上降低殘余應力,并適當控制焊接變形,因此,建議采取逆-順交替的方式進行堆焊。
5 結論
文中基于Abaqus有限元仿真軟件,結合支管座焊縫堆焊結構幾何模型、材料模型、熱源模型等,建立了支管座焊縫結構堆焊的有限元模型,模擬堆焊過程,分析溫度場、殘余應力及焊接變形的分布規律,最后開展了不同焊接速度和焊接順序對殘余應力與變形影響的分析,得到了如下結論:
(1)采用數值模擬方式可以較好地模擬出堆焊過程,并能計算出堆焊過程每一道及堆焊后的瞬態溫度場、應力場及變形的分布規律,可以更好地了解堆焊過程中支管座焊縫結構各部件的溫度變化及應力變化情況,對堆焊問題的研究具有指導意義。
(2)溫度場模擬結果顯示第一道堆焊層會經過多次熱循環反復加熱,為后續焊道規劃提供了參考;應力場模擬結果表明原焊縫結構以壓應力為主,堆焊層以拉應力為主,但是兩者接觸區域出現應力集中現象;變形場結果顯示母管類馬鞍形肩部區域出現凹陷,支管以軸向收縮為主。
(3)在其余堆焊條件相同的情況下,堆焊后的殘余應力與焊接速度呈負相關,采用逆-順交替的方式可以一定程度上降低殘余應力,并改善焊接變形。為支管座焊縫結構堆焊修復工藝的優化提供參考。
參考文獻:
孫海濤,盛朝陽,高晨,等. OVERLAY堆焊技術在核電設備維修中的應用[J]. 焊接,2015(9):53-56,75.
Siegele D, Brand M.Numerical Simulation of Residual Stresses Due to Cladding Process[C].//Proceedings of 2007 ASME Pressure Vessels and Piping Division Conference,Paper No.PVP2007-26586.
蔣小華,戴德平,蔡建鵬,等. 低合金鋼與不銹鋼異質金屬平板堆焊數值模擬[J]. 熱加工工藝,2016,45(9):180-183,186.
張世偉,陳學德,張勇,等. 秦山核電廠穩壓器管嘴DMW焊縫堆焊修復殘余應力分析[J]. 核動力工程,2016,37(S2):4-6.
孫少南. 反應堆壓力容器內環形件焊接變形及應力仿真[D]. 天津:天津大學,2018.
林繼德,魯立,張斌,等. 堆焊修復焊縫對異種鋼焊接接頭殘余應力的影響規律研究[J]. 電焊機,2019,49(11):92- 95.
Ru-Feng Liu,Jong-Chang Wang. Finite element analyses of the effect of weld overlay sizing on residual stresses of the dissimilar metal weld in PWRs[J]. Nuclear Engineering and Design,2021:372.
ASME. Boiler and Pressure Vessel Code[S]. XI,2019 .
