穿孔型等離子弧焊接316不銹鋼的熱場模擬
2021-09-10 03:24:13阮敬平孫俊華劉鵬
電焊機 2021年5期
阮敬平 孫俊華 劉鵬

摘要:通過GAMBIT軟件建立穿孔型等離子弧焊焊接316不銹鋼的三維有限元模型并劃分網格,利用FLUENT軟件進行迭代計算。通過編寫UDF程序實現移動熱源和力源的加載以及相的定義,并利用VOF方程追蹤相的界面,求解出橫截面、縱截面在不同時刻的溫度場云圖和熔池內液態金屬的流動情況。結果表明:隨著焊接時間的變化,工件在電弧熱的作用下逐漸被熔透,熔池內液態金屬在等離子弧壓力和等離子流力及其反作用力的作用下發生動態演變。對6 mm的316不銹鋼進行焊接實驗,并對比焊縫橫截面的數值模擬結果與實驗結果,兩者基本吻合,驗證了數值模擬結果的可靠性。
關鍵詞:316不銹鋼;溫度場;液態金屬;數值模擬
中圖分類號:TG409 ? ? ?文獻標志碼:A ? ? ? ? 文章編號:1001-2003(2021)05-0056-05
DOI:10.7512/j.issn.1001-2303.2021.05.10
0 ? ?前言
等離子弧焊接(PAW)具有能量密度高、焊接速度快、應力應變小、焊縫成形美觀等優點,特別適合焊接各種難熔、易氧化及熱敏感性強的金屬材料(如鎢、鉬、銅、鎳、鈦等)。相比于TIG、MIG焊,PAW在焊接中厚板時更具優勢;相比于激光焊、電子束焊等,等離子弧焊接具有成本低,對焊件要求低的優點,是焊接中厚不銹鋼板常用的方法之一。
316不銹鋼是一種碳含量較低的奧氏體不銹鋼,由于它在海水或其他介質中的耐腐蝕性能比其他不銹鋼更加優異,因此常用于船舶制造、航空航天等領域。但316不銹鋼具有較低的熱導率、較高的電阻率以及較大的線膨脹系數,焊接難度較大[1-3]。目前,研究者對焊接316不銹鋼時的電弧特性、增材制造以及316與其他金屬材料的焊接等做了大量研究。尹玉祥[4]采用TIG往復焊對316不銹鋼進行增材制造,得出了增材層數對電弧形態及電弧溫度的影響規律。顧偉[5]對316不銹鋼的焊接接頭組織和性能進行研究,得到了均勻一致、質量穩定的焊接接頭。張俠洲[6]采用Q235R/316L復合基板,得到了焊接性能良好、抗拉強度高的焊接接頭。但針對等離子弧焊接316不銹鋼板的溫度場、流場的研究相對較少。
近年來,隨著數值模擬軟件SYSWELD、FLUENT等的使用,越來越多的研究者[7-11]通過數值模擬的方法來探究焊接過程中的溫度場和流場。武傳松教授團隊[7-11]對等離子弧焊接304不銹鋼的溫度場、流場進行數值模擬,采用VOF追蹤小孔界面,得到的數值模擬結果與實驗結果吻合,揭示焊接過程的內在機理,并取得了豐碩的成果。文中采用FLUENT軟件分析316不銹鋼的溫度場和流場,并通過工藝實驗驗證了其正確性,為后續的工藝實驗提供理論支撐。
1 焊接溫度場和流場的數值模擬
1.1 工藝實驗
為了更好地了解等離子弧焊接316不銹鋼的工藝過程,驗證數值模擬模型的正確性,焊接工藝實驗采用以下參數:焊接電流150 A,電弧電壓19 V,焊接速度110 mm/min,保護氣流量18 L/min,等離子氣流量3 L/min,噴嘴距工件的高度為5 mm。將工件的橫截面拋光后用王水(濃鹽酸∶濃硝酸=3∶1)腐蝕,得到了焊縫橫截面熔合線形狀并進行拍照。
1.2 建立有限元模型
采用前處理軟件GAMBIT建立三維有限元模型,模型尺寸為70 mm×20 mm×10 mm,包括中間6 mm的工件以及工件上下分別為2 mm的空氣層,有限元模型如圖1所示。焊接初始位置在坐標原點位置,如圖1a所示,x軸為焊接速度方向,z軸為工件厚度方向,ABCD為volocity-inlet,AEDJ和BCGF為pressure-outlet,AMNB為symmetry,其余壁面為wall。在焊接過程中,由于焊縫區溫度梯度大,遠離焊縫位置的溫度梯度小,因此為了節省計算資源,同時保證計算精度,采用非均勻網格,xOy面網格如圖1b所示。同時為了簡化計算,假設導熱系數、粘度是溫度的函數,其余材料熱物性參數為常數。
1.3 “熱-力 ”模型的建立
等離子弧焊接涉及到復雜的傳熱、輻射、熔化與凝固等過程,因此建立合適的“熱-力”耦合模型是數值模擬的關鍵。根據等離子弧焊接熔池呈現倒喇叭狀的特點,采用雙橢球體+錐體熱源模型。雙橢球熱源方程為:
錐體熱源方程為:
式中 UPAW為電弧電壓;IPAW為焊接電流;η為焊接熱效率;vx為焊接速度;A前、 A后、B、C、re、ri、h1為熱源分布參數;n上、n下 分別為雙橢球體熱源和錐體熱源的能量分配系數,且n上+n下=1。文中采用追蹤熔池最底部位置,實現對錐體熱源高度的實時控制。具體原理如圖2所示,h1=zi-C(其中zi為熱源總高度)。等離子弧焊接開始時只有上半部分熱源,此時n上=1,n下=0。隨著焊接過程的進行,逐漸出現錐體熱源,此時設定n下=Dh1/L,n上=1-n下(式中,D為調節系數, L為工件厚度)。
在等離子弧焊接過程中,等離子弧壓力和等離子流力是形成小孔的重要因素。在焊接過程中,電弧力和電弧熱的分布趨勢相同,因此等離子弧壓力和等離子流力均采用雙橢圓分布模型,方程如下:
式中 ζ為等離子弧壓力調節系數;μ0為真空磁導率;a11、a22、b11為壓力分布系數。
VOF(流體體積函數)是常用的追蹤穩態或瞬態氣液界面的方法之一,通過計算每個單元的體積分數來追蹤兩個或者多個互不相融的流體界面。VOF的計算必須基于壓力求解器,在每個六面體網格中,氣液兩相的體積分數和都為1。VOF控制方程為:
式中 vx、vy、vz分別為x、y、z方向的速度。
1.3 邊界條件
在焊接起始時刻,即t=0時:
在工件上表面:
在工件下表面:
在工件對稱面:
式中 T∞為環境溫度;n1、n2 分別為上、下表面的法向量;q為等離子弧傳遞到工件的熱流密度;qd為熱對流損失的熱流密度;qf為熱輻射損失的熱流密度;qz為蒸發損失的熱流密度。
2 結果分析
2.1 焊接溫度場和流場
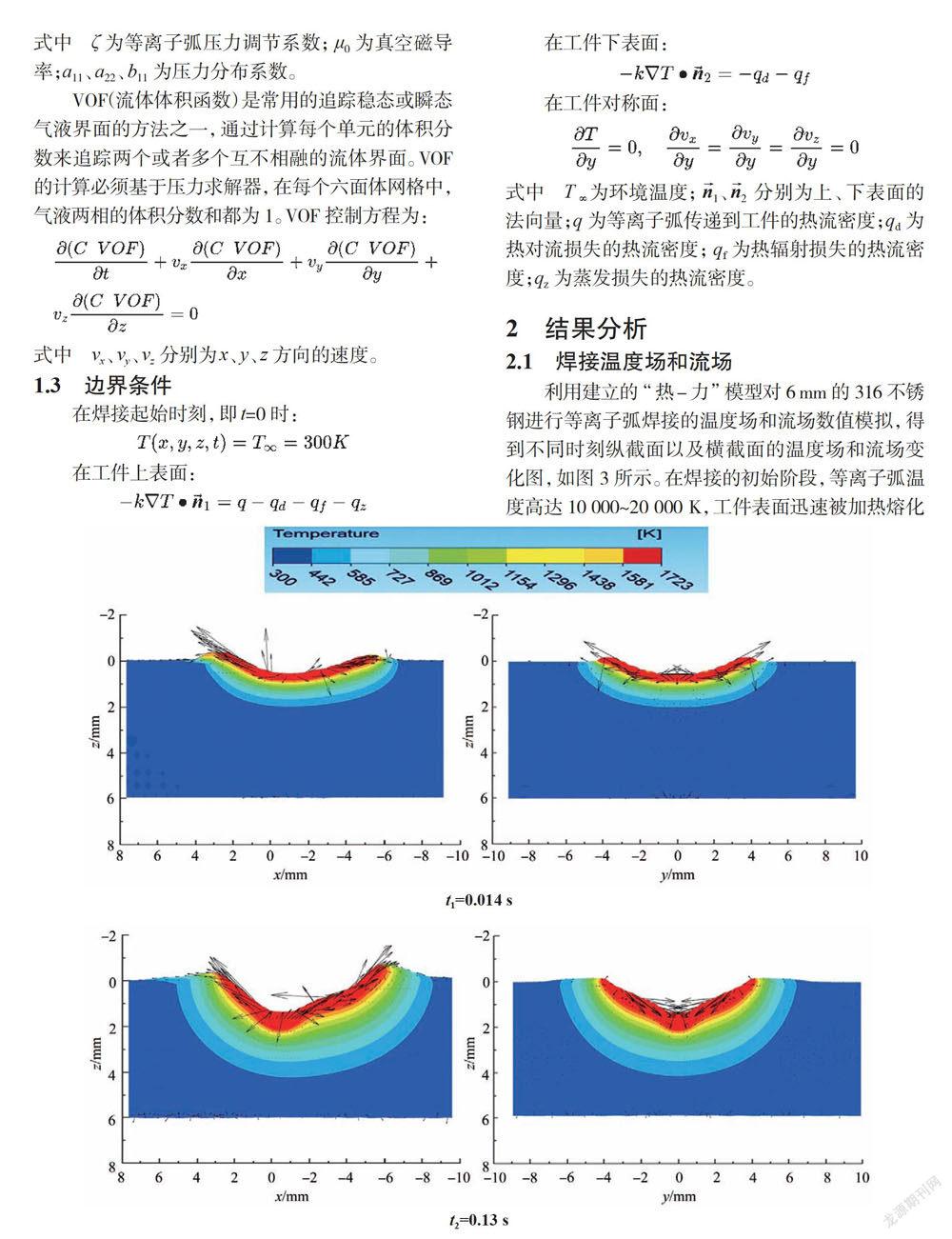
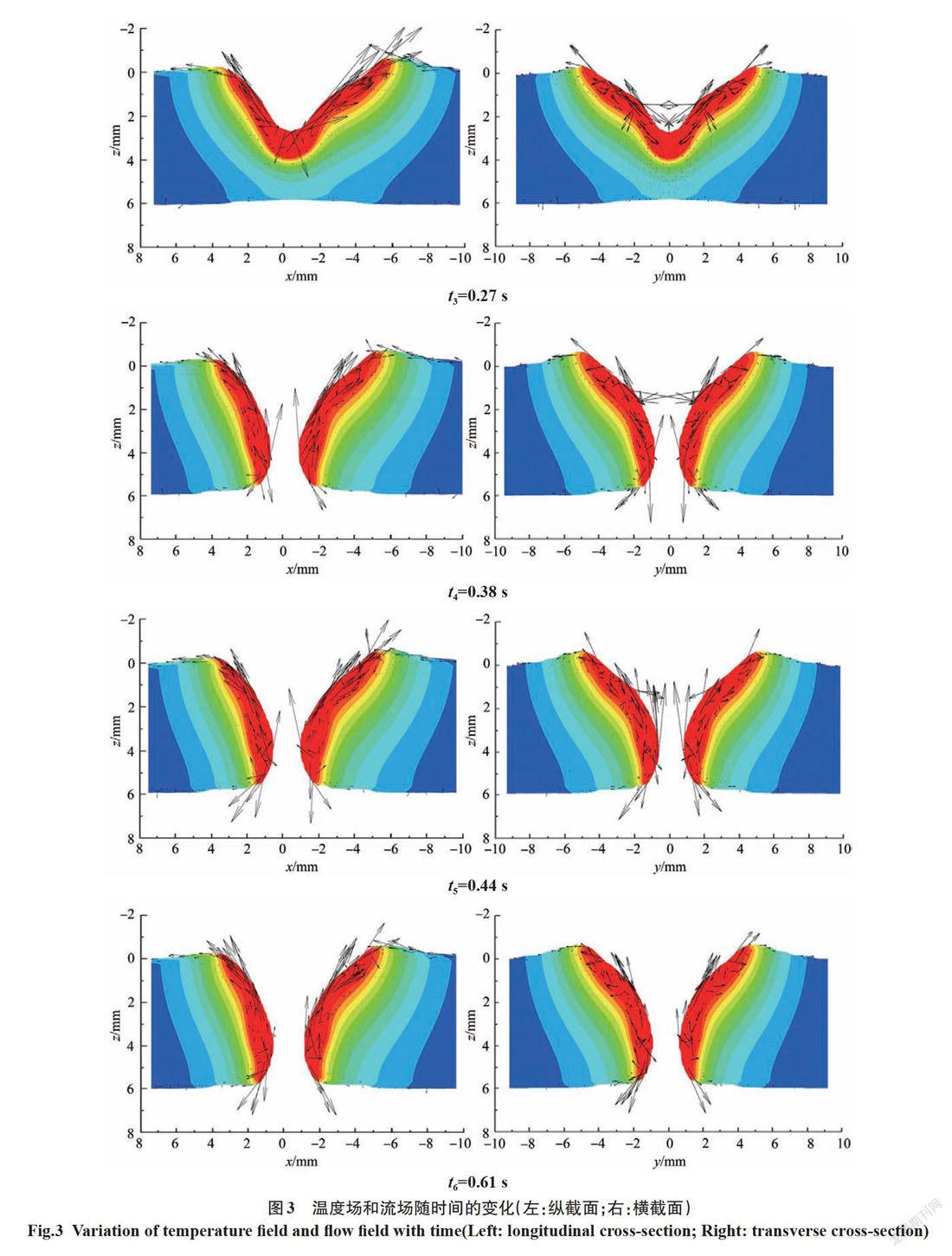
利用建立的“ 熱-力 ”模型對6 mm的316不銹鋼進行等離子弧焊接的溫度場和流場數值模擬,得到不同時刻縱截面以及橫截面的溫度場和流場變化圖,如圖3所示。在焊接的初始階段,等離子弧溫度高達10 000~20 000 K,工件表面迅速被加熱熔化形成熔池。隨著時間的進行,等離子弧的熱量在熔池及其周圍發生熱傳導和熱輻射,使熔池周圍的固態金屬溫度升高,熔池內的液態金屬在等離子弧壓力和等離子流力的作用下被擠壓到熔池四周,新的固態金屬又被暴露出來,繼續被等離子弧加熱,直至焊透工件。隨著焊接的進行,焊槍向前移動,電弧后方的溫度場產生后拖,逐步呈現出前窄后寬的雙橢球體形狀。溫度場在t2時刻熔寬大幅度變窄,出現錐體形狀,最終在t4時刻熔深最大,最終溫度場出現“ 倒喇叭狀”的形狀,隨后,焊接處于穩定階段,溫度場僅出現小范圍波動。
從焊縫縱截面流場可以看出,在t1階段,由于等離子弧壓力和等離子流力的作用,熔池中的液態金屬受到向下的作用力,液態金屬被擠壓開始下凹,電弧正下方的液態金屬由熔池表面流向熔池底部,但此時熔池下方的金屬沒有熔化,仍然以固體的形式存在,因此在固體金屬的反作用力下,熔池底部的液態金屬被擠壓向四周流動,一部分液態金屬在上表面凝固,形成余高。隨著焊接過程的進行,在t2~t3時刻,熔池內的液態金屬繼續在等離子弧壓力和等離子流力的作用下被排開,從熔池內壁流向四周。當熔深繼續增大,出現熔寬大幅度減小的錐體熱源的位置時,熔池底部金屬向下流動,熔池內壁金屬繼續被擠壓自下向上流動,熔池外壁金屬向下流動,并在反作用力的作用下,沿熔池外壁流出。在t4~t6時刻,小孔貫穿整個工件,此時等離子弧壓力和等離子流力的反作用力大幅度降低,因此熔池內中下部液態金屬向下流動,熔池偏上部液態金屬向上流動。
從焊縫橫截面流場可以看出,不同時刻的液態金屬流動情況與縱截面相似,但橫截面左右兩側流體流動比較均勻,而縱截面在電弧后方的流體流速較快。這是因為在焊接過程中,等離子弧向后偏移,作用在電弧后方使焊接后方的等離子弧壓力的反作用力較大,促使其流速變大。
2.2 實驗驗證
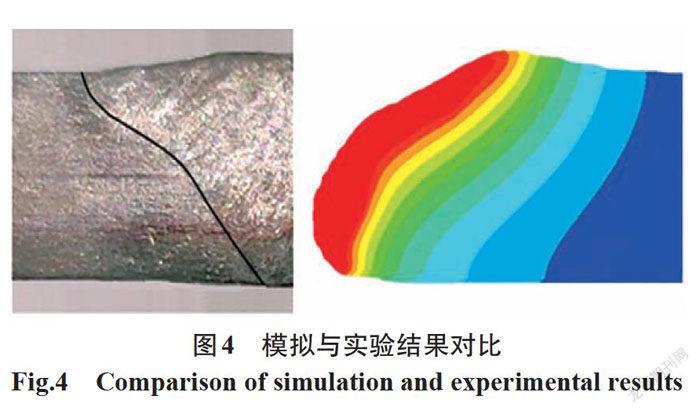
將實驗所得橫截面的焊縫熔合線與達到準穩態后的模擬結果進行對比,如圖4所示,兩者基本吻合,驗證了數值模擬結果的可靠性,這對優化焊接工藝和節約成本具有重大意義。
3 結論
(1)劃分了既能保證精度又能節約計算資源的非均勻網格,建立了三維瞬態“熱-力”耦合模型。
(2)對等離子弧焊接316不銹鋼的溫度場和流場進行數值模擬,結果表明:等離子弧焊接316不銹鋼的溫度場呈現“倒喇叭狀”,流體流動主要是取決于電弧壓力和等離子流力及其反作用力。
(3)進行了等離子弧焊接316不銹鋼的工藝實驗,經腐蝕后觀察焊縫橫截面的熔合線,并將其與模擬結果進行對比,兩者基本吻合,驗證了模擬結果的正確性,這為優化等離子弧焊接316不銹鋼的焊接工藝提供了理論支撐。
參考文獻:
黃彥博,劉智慧. Q235B+TP316L不銹鋼復合板焊接工藝研究[J].金屬加工(熱加工),2020(9):19-21.
姚祥宏,周琦,王克鴻. 基于焊道尺寸控制的電弧增材成形高氮奧氏體不銹鋼與316L不銹鋼交織結構[J].材料工程,2020,48(1):54-60.
錢強.材料及材料的焊接行為[M]. 哈爾濱:WTI中德焊接國際,2019.
尹玉祥,肖笑,邱然鋒. 316L不銹鋼TIG焊增材電弧物理特性分析[J].電焊機,2019,49(12):52-56.
顧偉,皇甫樂森,趙勇. 316L不銹鋼厚壁管全位置TIG焊接頭組織及性能[J].焊接技術,2018,47(11):14-16.
張俠洲,王鳳會,陳延清. Q345R/316L復合板鎳基焊接接頭性能[J].電焊機,2017,47(8):81-83,113.
霍玉雙,武傳松,陳茂愛. 等離子弧焊接小孔形狀和穿孔過程的數值分析[J]. 金屬學報,2011,47(6):706-712.
Wu C S,Wang H G,Zhang Y M. A new heat source model for keyhole plasma arc welding in FEM analysis of the temperature profile[J]. Welding Journal,2006,85(12):284-289.
張濤,武傳松. 穿孔等離子弧焊接熱場和流場的數值模擬[J]. 焊接學報,2011,32(7):87-90.
張濤,武傳松,陳茂愛.穿孔等離子弧焊接熔池流動和傳熱過程的數值模擬[J]. 金屬學報,2012,48(9):1025-1032.
Li Tianqing,Wu Chuansong. An analytic formula describing the plasma arc pressure distribution[J].China Welding,2014,23(2):7-11.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
