基于導管焊縫射線實時成像一致性研究與應用
2021-09-10 04:40:25王松
內燃機與配件 2021年5期
王松


摘要:研究了60KV、65KV、70KV、75KV的恒定管電壓,1000~1300mm的焦距對壁厚為0.6mm、1.0mm、2.0mm的鋁薄壁管焊縫灰度的關系曲線;以及研究了95 KV、100KV、105KV、110KV的恒定管電壓,900~1300mm的焦距對臂厚為0.8mm、1.0mm、1.2mm的不銹鋼薄臂管焊縫灰度的關系曲線。繪制了灰度為2.0×104時,管電壓、焦距、壁厚的曝光曲線。檢測結果表明,鋁、不銹鋼薄壁管采用焊縫射線實時成像檢測技術的性能完成滿足指標要求;可替代傳統的射線拍片法;灰度值為2.0×104,管電壓、焦距、臂厚的曝光曲線滿足檢測要求,并可應用于生產。
關鍵詞:實時成像;射線檢測;焦距;灰度
中圖分類號:TG441.7? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)05-0186-02
0? 引言
本文通過研究常用規格的不銹鋼、鋁管薄壁管焊縫的加工工藝、設計以及驗收標準要求,對比射線拍片法與實時成像檢測方法的區別與聯系,確定內部質量檢測工藝;并且繪制出灰度關系曲線,全面驗證了薄臂管焊縫采用射線實時成像檢測技術的可操作性。
1? 檢測內容
1.1 試驗材料
壁厚為0.6mm、1.0mm、2.0mm的鋁(5A02)薄壁管,以及壁厚為0.8mm、1.0mm、1.2mm的不銹鋼(OCr18Ni9)薄臂管,根據焊接工藝要求進行焊接,根據工藝圖紙要求射線檢測焊縫質量。
1.2 零件制備
制備臂厚0.95mm的不銹鋼薄臂管焊縫缺陷:
①裂紋:10mm;②氣孔:Φ3mm;③夾渣:14mm。
1.3 檢測設備
用于檢測焊縫的射線源為GE公司生產的225KV射線,成像板為XRD 0822。該成像板是基于8英寸非晶硅傳感器的二維光電二極管排列,具有200微米像素尺寸,成像區域200mm×200mm。
1.4 性能及檢測方法
①鋁導管采用60KV、65KV、70KV、75KV恒定管電壓,焦距分別選用1000mm、1050mm、1100mm、1150mm、1200mm、1250mm、1300mm分別對臂厚為0.6mm、1.0mm、2.0mm的導管焊縫進行射線檢測。
②不銹鋼導管采用95KV、100KV、105KV、110KV恒定管電壓,焦距分別選用900mm、950mm、1000mm、1050mm、1100mm、1150mm、1200mm、1250mm、1300mm分別對臂厚為0.8mm、1.0mm、1.2mm的導管焊縫進行射線檢測。
③射線檢測:按照BSS7041方法進行檢測;該管材焊接為環形焊縫,射線檢測采用雙臂雙影透照的方法。
1.5 評價標準
①鋁材質薄壁管射線檢測像質計的15號絲清晰可見;不銹鋼材質薄壁管射線檢測像質計的16號絲清晰可見。
②射線成像圖像質量清晰,無擊穿、灰暗等情況。
2? 檢測結果與討論
2.1 鋁導管焊縫射線檢測結果
2.1.1 臂厚為2.0mm鋁導管焊縫射線檢測結果
通過查閱相關資料并參考射線拍片法的參數,分別選擇為60KV、65KV、70KV、75KV的恒定管電壓,焦距距離從1000~1300mm(每50mm遞進一次)進行檢測結果分析。
①恒定管電壓為60KV時。選定60KV的恒定管電壓,焦距距離從1000~1300mm,滿足1.5節評價標準的灰度值,像質計,以及圖像質量。
②恒定管電壓為65KV時。選定65KV的恒定管電壓,焦距距離從1000~1300mm,滿足1.5節評價標準的灰度值,像質計,以及圖像質量。
③恒定管電壓為70KV時。選定70KV的恒定管電壓,焦距距離從1000~1300mm,滿足1.5節評價標準的灰度值,像質計,以及圖像質量。
④恒定管電壓為75KV時。選定75KV的恒定管電壓,鋁導管圖像被擊穿,無法使用。
⑤電壓、焦距與灰度值的關系曲線。滿足1.5節評價標準的電壓、焦距與灰度值之間的關系曲線,灰度值范圍為1.32×104~3.31×104,灰度值最優范圍為1.98×104~2.30×104。
2.1.2 臂厚為1.0mm鋁導管焊縫射線檢測結果
采用上述檢測方法,臂厚為1.0mm鋁導管縫射線檢測結果,滿足1.5節評價標準的電壓、焦距與灰度值之間的關系曲線,灰度值范圍為0.94×104~3.92×104,灰度值最優范圍為1.43×104~2.92×104。
2.1.3 壁厚為0.6mm鋁導管焊縫射線檢測結果
采用上述檢測方法,臂厚為0.6mm鋁導管縫射線檢測結果,滿足1.5節評價標準的電壓、焦距與灰度值之間的關系曲線,灰度值范圍為1.46×104~2.82×104,灰度值最優范圍為1.90×104~2.26×104。(圖1)
2.1.4 鋁導管曝光曲線
通過臂厚為0.6mm、1.0mm、2.0mm鋁導管焊縫射線檢測灰度值范圍、最優范圍可以得到:
①臂厚0.6~2.0mm的鋁導管焊縫射線實時成像檢測灰度值在0.94×104~3.92×104均滿足評價標準;最優范圍為1.98×104~2.26×104。
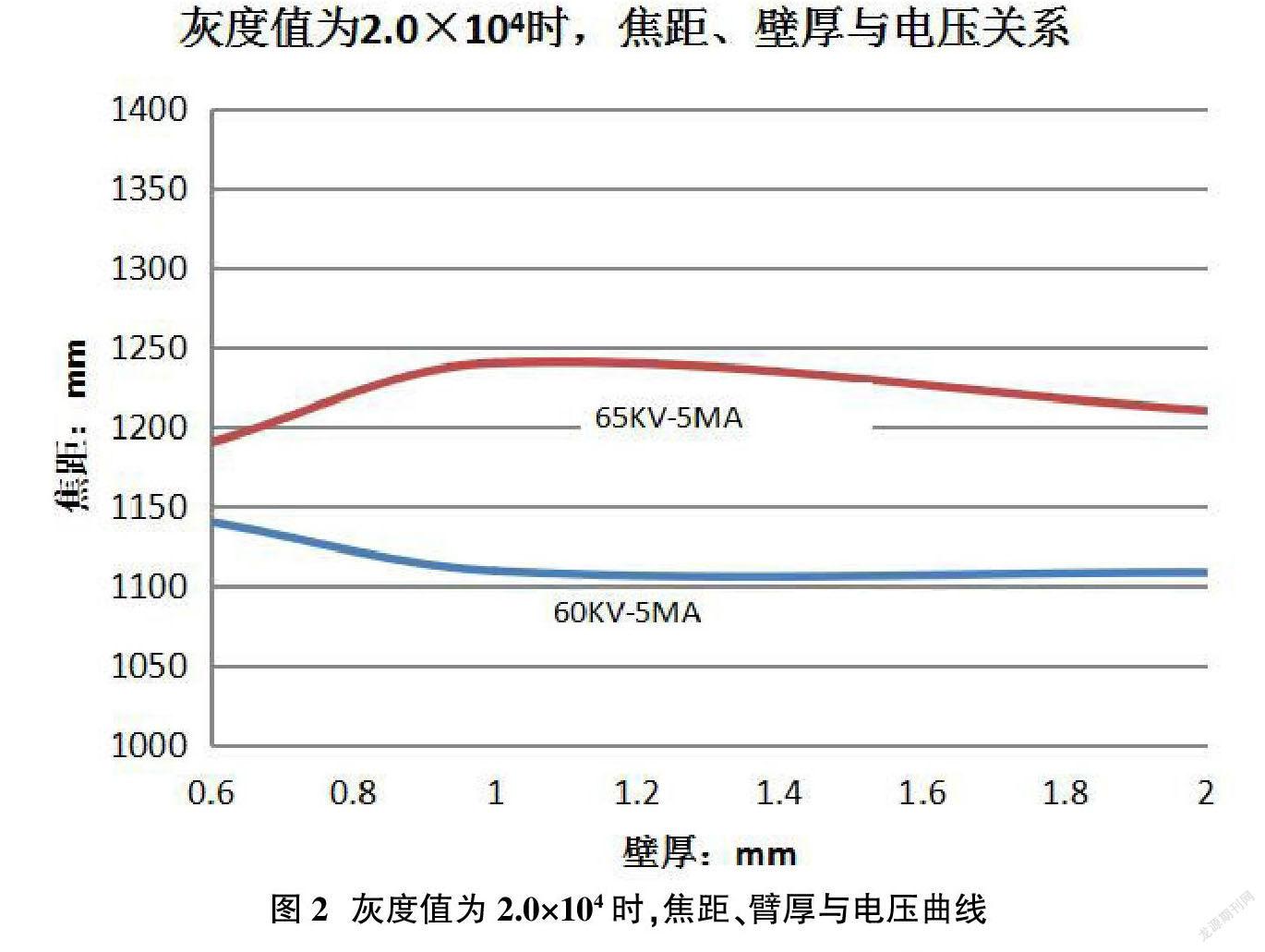
②參考射線拍片法,鋁導管灰度值在2.0×104時缺陷最易被發現;且臂厚0.6~2.0mm最優灰度值均涵蓋2.0×104。故當灰度值為2.0×104時,焦距、臂厚與電壓的曝光曲線如圖2所示。
2.2 不銹鋼導管焊縫射線檢測結果
參考上述檢測方法,對不銹鋼導管采用95KV、100KV、105KV、110KV恒定管電壓,焦距分別選用900mm、950mm、1000mm、1050mm、1100mm、1150mm、1200mm、1250mm、1300mm分別對臂厚為0.8mm、1.0mm、1.2mm的導管焊縫進行射線檢測。參考射線拍片法,不銹鋼導管灰度值在2.0×104時缺陷最易被發現;且臂厚0.6~1.2mm最優灰度值均涵蓋2.0×104。故當灰度值為2.0×104時,焦距、臂厚與電壓的曝光曲線如圖3所示。
3? 檢測結果驗證
3.1 射線拍片法檢測結果
臂厚為0.95mm不銹鋼焊縫使用射線拍片法存在三處缺陷:即裂紋(10mm)、氣孔(Φ3mm)、夾渣(14mm)。
3.2 射線實時成像檢測結果
根據曝光曲線,臂厚為0.95mm的不銹鋼焊縫采用射線實時成像檢測,電壓選擇100KV,電流選擇5mA,焦距選擇1200mm。
3.2.1 缺陷顯示
該制件裂紋、氣孔、夾渣缺陷顯示,結果與射線拍片法吻合。
3.2.2 灰度值
該制件的灰度值0.95×104~2.03×104,符合灰度值在0.83×104~3.7×104范圍內的要求。
3.2.3 像質計
該制件16號絲清晰可見,符合指標要求。
4? 結論
①鋁、不銹鋼薄壁管焊縫可使用射線實時成像檢測方法代替射線拍片法,達到高效、綠色、環保的目標;也為檢測鑄件提供方法、依據。
②灰度值為2.0×104時,焦距、臂厚與電壓曲線可應用于生產過程中。
③實現射線實時成像檢測設備檢測薄壁管焊縫零件后,為建立一套適用于航空企業各類零件射線實時成像檢測技術標準提供依據。
參考文獻:
[1]贠銘凱,劉力.數字實時成像(DR)與X射線膠片成像對比分析[J]. CT理論與應用研究,2005(03):244-245.
[2]徐永波.X射線數字成像(DR)在天然氣管道焊縫探傷中的研究應用[J].化學工程與裝備,2018(06):244-245.
[3]張健. X射線檢測技術在復合材料檢測中的應用于發展[J].電子技術與軟件工程,2018(23):113.