工業機器人用傳動齒輪設計研究
2021-09-10 07:22:44李興和陳汕譚澤華李偉華
機電工程技術 2021年2期
李興和 陳汕 譚澤華 李偉華

關鍵詞:齒輪;工業機器人;關節;變齒厚
0引言
隨著近年來工業機器人技術蓬勃發展,從事機器人的企業數量已經達到成千上萬家。從機器人傳動結構上看卻基本上有2種,減速機傳動和齒輪傳動。ABB是齒輪傳動應用最多的廠家,幾乎全系列機型都應用了齒輪傳動。此外,四大家族的其他3位成員發那科、安川、庫卡也不同程度應用了齒輪傳動。從四大家族的產品線可以看出,齒輪結構的五、六關節電機后置的六軸機器人是一款不可或缺的機器人,可以用在汽車焊接、搬運、鑄造等惡劣工況。但目前國產機器人幾乎還處于所有關節使用減速機結構的階段,更沒有成熟的機器人齒輪設計方法。
本文意在探討設計機器人齒輪的一種方法。通過分析機器人齒輪的特點,用傳統齒輪設計機器人齒輪存在的問題,最后通過解決該問題而總結出一種設計方法。
1傳動齒輪應用特點及存在問題
1.1應用特點
齒輪在機器人上應用,首先就要符合機器人應用的特性。機器人的特性為輕量化、傳動速比大、機器精度高。
首先,輕量化。由于電機的功率有限,只有機器人自重越輕才能做更多的有效功,就要求齒輪單件重量輕,數量要少,通常只有2級傳動或者3級傳動。
其次,傳動速比大。由于電機的轉速高,機器人的關機運動速度較低,所以電機和機器人關節輸出之間要做一個很大的減速傳動。通常末端五六軸關節速比在50~80間較常見,一、二、三、四軸關節速比在80以上,大功率機器人甚至達到200以上。加上輕量化的限制要求齒輪單級傳動的傳動比很大,大的可達到10以上,且小齒輪齒數很少以減小整個齒輪系的體積,通常輸入齒輪的齒數可少至10齒。
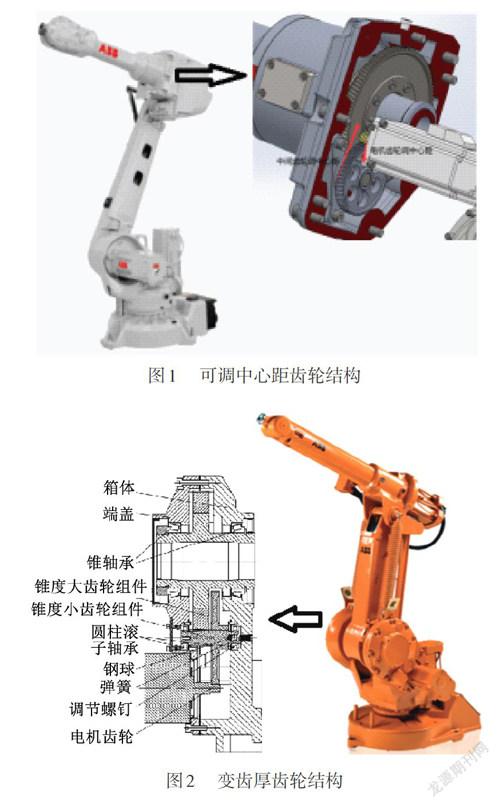
最后,機器精度高。隨著機器人的應用不斷推廣,客戶對精度要求越來越高。從機器人結構上分析,執行機構在末端,減速器的極小的精度誤差在末端就會被放大幾十倍,所以機器人對每個關節減速器的精度要求都非常高,對于齒輪傳動減速器,則要求齒輪副嚙合側隙很小,甚至是零側隙。要實現這一目標機器人上常見有2種形式:(1)采用可變中心距齒輪副,固定一個齒輪軸,通過微調另一個齒輪的位置來消除側隙;(2)采用定軸式的變齒厚齒輪,該結構可以通過彈簧壓緊來消除側隙。形式(2)也因技術難度大沒有廣泛應用,目前基本上只有ABB在應用,真正在整個機器人行業中被各企業廣泛應用的只有形式(1),下文將只對形式(1)作論述。如圖1~2所示。
綜上,機器人用傳動齒輪的特點:單級傳動比大;小齒輪的齒數很少;齒輪嚙合側隙為0;齒輪中心距可調。
1.2存在問題及計算分析
基于上述機器人齒輪的特點分析,如果按傳統定軸式齒輪設計方法設計機器人齒輪,將會不可避免地導致齒輪的齒根干涉而產生異響,還會導致機器人的精度不夠。
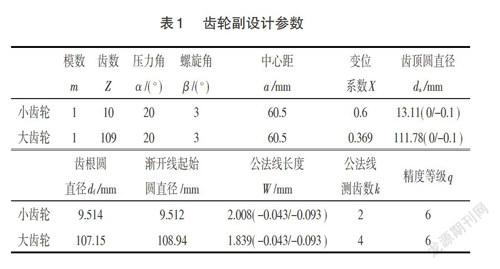
下面將以案例來分析,2017年的一款機器人第四關節就應用了齒輪,在生產調試過程中較長一段時期內都發生了多臺機打齒的異響,齒輪副原設計參數如表1所示。
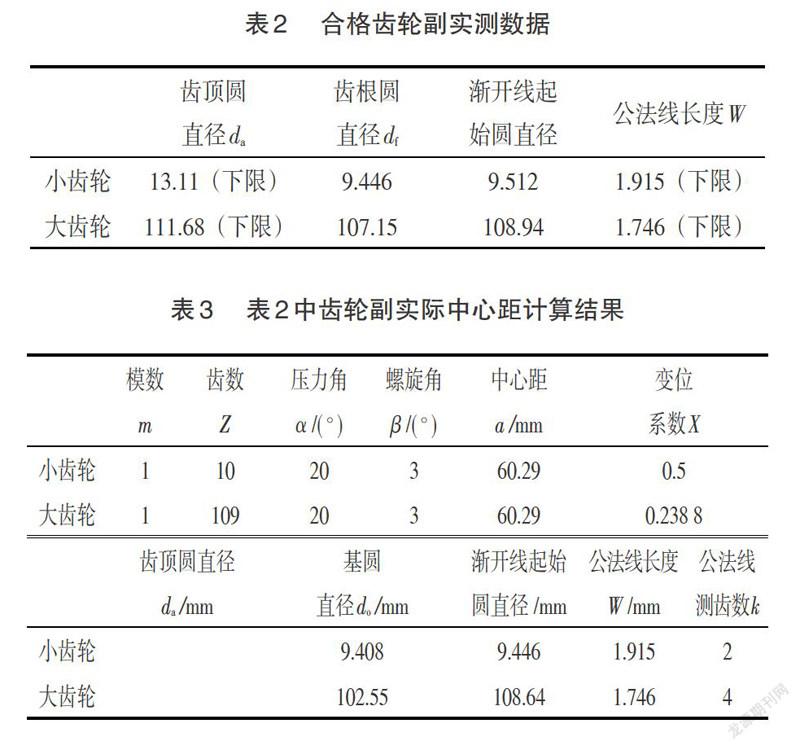
假設有一對合格的齒輪,實測參數如表2所示。根據表2公法線參數,可以算出該對齒輪副調整中心距完全消除側隙后實際的中心距是多少。可以用試算的方法確定實際的中心距是多少,根據齒輪展成加工的原理,通過調整進刀量的大小去控制公法線的大小,所以計算上可以以表1~2中的公法線大小為目標,通過多次調整變位系數(等同于調進刀量)試算,最終算出結果如表3所示。
這對齒輪副消除側隙后實際上的嚙合中心距是60.29mm,調整的距離是0.21mm,調整了該距離后產生的效果可以通過以下分析。
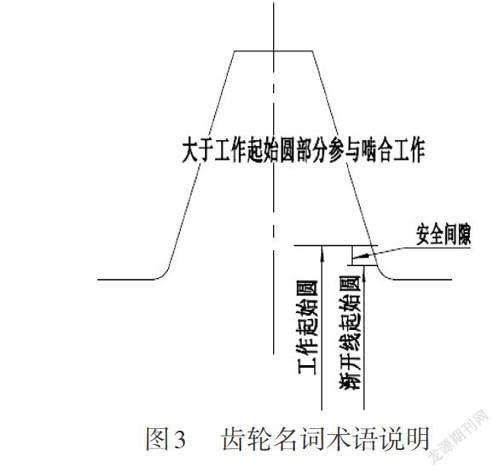
首先,圖3所示說明一對齒輪在嚙合是否能正常的工作。眾所周知,齒輪的形狀是漸開線,所以齒輪參與工作的部分應該都是漸開線形狀,反之,不是漸開線的部分如果參與工作,齒輪是不能正常的工作的。如圖3所示,由于展成加工刀具的限制,漸開線起始圓開始到齒頂的部分都是屬于漸開線形狀,小于漸開線起始圓到齒根部分形狀不是漸開線形狀,而是漸開線到齒根圓間的一段過渡圓弧,從設計上應該避免該段圓弧參與嚙合工作的,這種情況稱為齒根干涉。另外,圖紙工作起始圓是指該齒參與嚙合工作的起始圓,直徑大于該圓到齒頂部分的區域是參與嚙合工作的,因此,通過比較工作起始圓直徑與漸開線起始圓直徑可以分析該對齒輪副是否發生齒根干涉,或者安全間隙小于0為干涉,否則正常。
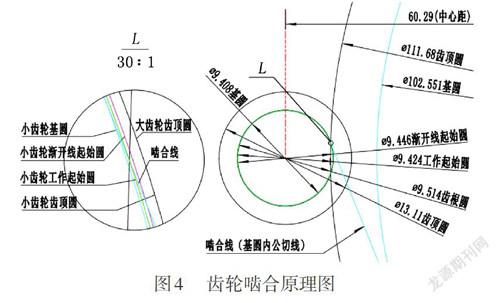
其次,圖4所示說明通過尺規作圖尋找確定工作起始圓的方法。工作起始圓是配對齒輪齒頂圓齒輪嚙合的位置,以齒輪回轉中心為圓心,通過該嚙合位置的圓定義為工作起始圓。根據表3的參數基圓、齒頂圓、漸開線起始圓、中心距等作圖,并找出嚙合線,即兩個基圓的內公切線,根據齒輪嚙合的原理,齒輪嚙合點都會分布在嚙合線上,故大齒輪的齒頂圓與嚙合線的交點小齒輪工作起始點,以小齒輪回轉中心為圓心經過該點的圓為小齒輪的工作起始圓,在圖上可以測量出小齒輪工作起始圓直徑為9.47。
最后,根據第一點判斷齒根是否干涉的條件,齒根安全間隙=[9.442(工作起始圓)-9.446(漸開線起始圓)1/2=0.011,從理論上齒輪已經發生干涉。
此外,還可以驗算大齒輪齒頂圓(合格的情況下)為其他數值是否會干涉,為了問題簡單化,在表2所示齒輪參數基礎上只改變大齒輪齒頂圓,如表4所示。
由表4可以看出,安全間隙都是負數,說明小齒輪齒根已經發生干涉。
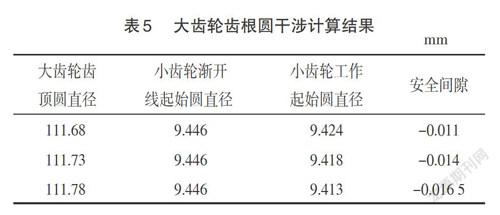
通過以上的計算分析可以發現小齒輪的齒根已經發生了干涉,可以用同樣的方法驗算大齒輪齒根也發生干涉,同樣是在表2齒輪參數基礎上只改變小齒輪齒頂圓,驗算數據如表5所示。
綜合上述分析,無論是小齒輪齒根,還是大齒輪齒根都發生了干涉,按傳統齒輪設計方法設計的齒輪用在機器人上且要調中心距消除側隙時,很容易發生齒根干涉,導致異響。
1.3機器人齒輪干涉的解決方案及效果驗證
根據上述分析,可以從3個方向著手解決干涉問題。
(1)齒輪公法線公差取正值,使齒輪中心距的調整只能往正方向調整,自然可以避免干涉。
(2)增大工作起始圓直徑,從表4~5中可以發現,減小配對齒輪的齒頂圓直徑可以增大工作起始圓直徑。由于減小齒頂圓直徑后齒輪副的嚙合區域會減小,齒輪重合度會減小,會增加齒根彎曲應力,所以齒頂圓的減小量使齒輪足夠避免干涉即可,不宜減小太多。
(3)減小漸開線起始圓直徑,齒根圓直徑,通過從工藝上使用加長齒的刀具。通常來說,大齒輪可以采用該方法,不會產生根切,對齒輪彎曲應力的影響不大;但小齒輪不能采用,因為小齒輪齒數少,齒根圓減小時漸開線減小不顯著,一旦較大程度減小齒根圓直徑,必然產生較大的根切量,齒輪強度下降顯著。
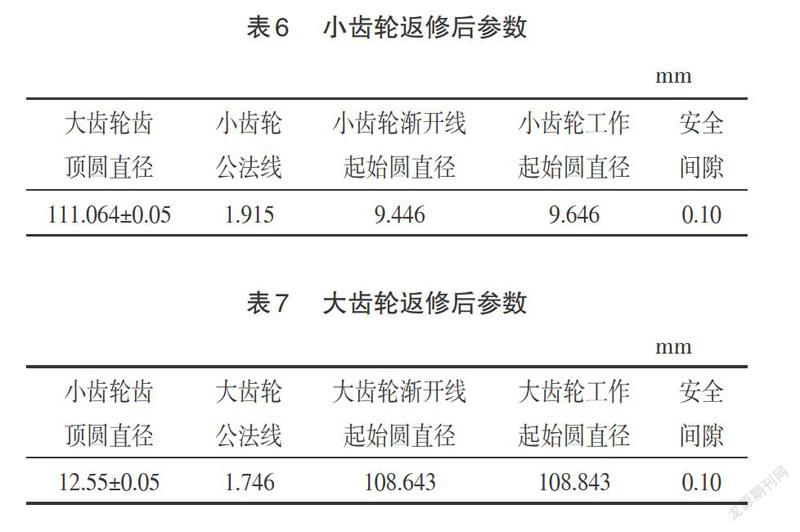
為了能快速驗證效果,用庫存齒輪按上述方案進行返修再驗證。由于齒輪已經完成加工,只能通過減小配對齒輪齒頂圓直徑達到增加工作起始圓的方式,即用外圓磨將齒輪齒頂磨小,設定安全間隙為0.10,返修后齒輪參數如表6~7所示。
根據上述齒頂圓直徑參數,返修了剩余庫存齒輪,在后續的裝機使用中沒有再發生異響,說明方案是可行的。
2結束語
本文對傳統設計的齒輪應用在機器人上時產生干涉的原因進行了分析,并對齒輪返修后驗證結果,用傳統機械設計手冊推薦的設計方法設計齒輪,在消除齒輪間隙、調整齒輪中心距時很大概率上會發生齒輪齒根干涉,避免干涉的關鍵在于兩點:控制齒輪公法線公差為正值,使齒輪實際中心距比理論值大;或者控制好齒頂圓、齒根圓、漸開線起始圓,保證足夠的齒頂間隙。本文推薦同時采用以上兩點,再結合機器人小齒輪齒數少強度偏弱的特點,設計小齒輪時,公法線公差應取正值,齒頂圓、齒根圓、漸開線起始圓與傳統設計一致;大齒輪公法線公差取正值,應減小齒根圓、齒頂圓、漸開線起始圓直徑,允許比傳統小0.25m~0.5m(m為模數)。