機(jī)器人在自動化拋光設(shè)備中實現(xiàn)恒定壓力和恒定線速度拋光的研究
2021-09-10 07:19:20趙照洪
機(jī)電工程技術(shù) 2021年2期
趙照洪
關(guān)鍵詞:機(jī)器人;恒定壓力;恒定線速度;自動化拋光
0引言
目前拋光技術(shù)種類較多,其中以機(jī)械拋光的方式最為常見,隨著行業(yè)的不斷轉(zhuǎn)型升級,機(jī)器人在機(jī)械拋光中逐步代替了人工的部分工作,該應(yīng)用已日漸成為科技發(fā)展的一個大趨勢。恒定壓力和恒定線速度是達(dá)到鏡面拋光的關(guān)鍵要素之一,但隨著加工時間的推移,拋光輪的外徑將會逐漸地減小,導(dǎo)致工件與拋光輪之間的壓力不恒定;同時,拋光輪的線速度也逐漸降低,嚴(yán)重影響拋光質(zhì)量,不利于標(biāo)準(zhǔn)化生產(chǎn)。
目前機(jī)器人實現(xiàn)恒定壓力和恒定線速度拋光的普遍方式,分別有加裝末端執(zhí)行器、傳感器檢測和經(jīng)驗值等幾種方式。在機(jī)器人上加裝末端執(zhí)行器,機(jī)器人能根據(jù)預(yù)設(shè)的壓力值,自動地保持工件與拋光輪之間的壓力,但由于其價格昂貴,一般僅在特殊工件拋光場合才會使用,所以難以推廣;在傳感器檢測中,由于拋光輪工作時高速旋轉(zhuǎn),因此激光式傳感器較為常用,而該類傳感器價格高,且因附加機(jī)構(gòu)易發(fā)生干涉以及其工作環(huán)境極其惡劣,需要做特別的設(shè)計,均提高設(shè)備的制造成本,不利于廣泛應(yīng)用;在經(jīng)驗值的使用中,操作人員需要根據(jù)現(xiàn)場的情況調(diào)整經(jīng)驗值的范圍,存在經(jīng)驗值的差異和系統(tǒng)的累積誤差等問題,難以保證產(chǎn)品的一致性。基于這一現(xiàn)狀,本文設(shè)計一套適應(yīng)范圍廣、生產(chǎn)成本較低,能讓機(jī)器人自動實現(xiàn)恒定壓力和恒定線速度拋光的系統(tǒng)。
1電氣設(shè)計
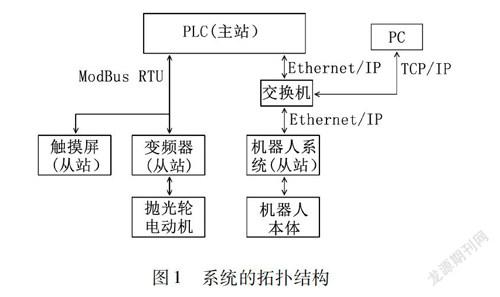
機(jī)器人恒定壓力和恒定線速度拋光系統(tǒng)采用一主多從的控制模式,系統(tǒng)的拓?fù)浣Y(jié)構(gòu)如圖1所示。在本文中,數(shù)據(jù)采集的核心采用Alien-Bradley公司Micrologixl400系列的PLC,該P(yáng)LC的運算速度快,支持的通訊協(xié)議豐富,可同時支持工業(yè)以太網(wǎng)Ethernet/IP(100Mbps)和Modbus RTU/ASCII等多種通訊協(xié)議。其中,工業(yè)以太網(wǎng)Ethemet/IP可用于傳輸對時間有苛刻要求的數(shù)據(jù),在100Mbps的以太網(wǎng)網(wǎng)絡(luò)上,若每秒傳輸1000個64字節(jié)的數(shù)據(jù)包,其數(shù)據(jù)延遲不超過3ms;Modbus-RTU是直接用原本的十六進(jìn)制數(shù)據(jù)進(jìn)行傳輸,相對來說,RTU的傳輸速率比ASCII的要高。所以,這2種通訊協(xié)議均能滿足系統(tǒng)的響應(yīng)要求。
驅(qū)動拋光輪電動機(jī)的控制器采用安川公司V1000系列的變頻器,該變頻器配有RS485電氣接口,支持ModbusRTU協(xié)議。在本文中,PLC作為主站,變頻器作為從站,通過ModbusRTU通訊協(xié)議,完成兩者之間的數(shù)據(jù)通訊。變頻器的通訊參數(shù)設(shè)置如下:異步,全雙工;8位數(shù)據(jù)位,1位停止位,奇數(shù)校驗,波特率為19200bit/s。
機(jī)器人控制系統(tǒng)采用ABB公司IRB4600系列的機(jī)器人,該機(jī)器人配有工業(yè)以太網(wǎng)Ethernet/IP功能。在本文中,PLC作為主站,機(jī)器人作為從站,通過工業(yè)以太網(wǎng)Ethernet/IP通訊協(xié)議,完成兩者之問的數(shù)據(jù)通訊。
人機(jī)交互界面采用威倫通公司MT-iE系列的觸摸屏,該觸摸屏可支持Modbus RTU/ASCII等多種通訊協(xié)議。在本文中,PLC作為主站,觸摸屏作為從站,通過Modbus RTU通訊協(xié)議,完成兩者之問的數(shù)據(jù)通訊。
在PC端,軟件開發(fā)平臺分別采用RSLOGIX-500和Robot-Studio編程環(huán)境進(jìn)行開發(fā),編程語言分別采用梯形圖和結(jié)構(gòu)化文本2種方式,完成編譯后分別下載到PLC和機(jī)器人系統(tǒng)上。拋光系統(tǒng)的主要工作流程如下:拋光時,PLC通過采集拋光輪電動機(jī)的輸出電壓和電流,通過計算得到對應(yīng)的拋光壓力值反饋給機(jī)器人,機(jī)器人根據(jù)拋光壓力值計算出拋光輪的磨損量,并對拋光程序的位移和拋光輪的線速度進(jìn)行補(bǔ)償。如此循環(huán)。
2機(jī)械設(shè)計
在本文中,由于在原有電氣控制系統(tǒng)的配置下,通過讀取拋光輪電動機(jī)的輸出電壓和電流,采用軟件計算的方式實現(xiàn)恒定壓力和恒定線速度拋光的功能,設(shè)備不需要額外安裝其他傳感器。所以機(jī)械的結(jié)構(gòu)設(shè)計十分簡單,只需要設(shè)計一個簡單的支架底座用于安裝拋光輪電動機(jī)和拋光輪即可,不需要額外設(shè)計任何的附加機(jī)械機(jī)構(gòu)。
3拋光輪電動機(jī)的輸出電壓、電流和拋光壓力之間的分析
在電動機(jī)穩(wěn)態(tài)時,機(jī)械功率等于相應(yīng)的轉(zhuǎn)矩與機(jī)械角速度的乘積,通過對公式簡化后,可得電機(jī)的轉(zhuǎn)矩平衡方程式T為:
從式(6)可得知,工件和拋光輪之問的當(dāng)前力矩值,與拋光輪外徑磨損后電動機(jī)的輸出電壓U和輸出電流I的積成正比。該值越大,表明拋光壓力就越大;反之越小。因此,PLC系統(tǒng)可監(jiān)控該值,并換算為工件與拋光輪之間當(dāng)前的拋光壓力值反饋給機(jī)器人。
4機(jī)器人恒定壓力和恒定線速度拋光的實現(xiàn)
4.1拋光輪外徑磨損量的計算
在式(6)中,需要標(biāo)定一個拋光壓力值。標(biāo)定時,系統(tǒng)自動記錄拋光輪電動機(jī)的輸出電壓值U2與電流值I2的積,保存起來作為拋光壓力換算時的參考值。工件與拋光輪之間的拋光壓力系數(shù)K,反映了工件與拋光輪之問的期望拋光壓力值,該系數(shù)越大,表明期望的拋光壓力就越大;反之越小。用戶可根據(jù)工藝的需求設(shè)定合適的K值。
在拋光時,機(jī)器人夾取工件與拋光輪接觸。此時,PLC系統(tǒng)通過變頻器讀取拋光輪電動機(jī)的輸出電壓U2和轉(zhuǎn)矩電流I2,與上述標(biāo)定拋光壓力值時的U2和I2進(jìn)行比較后,得到當(dāng)前的拋光壓力值反饋給機(jī)器人。若當(dāng)前的拋光壓力值大于K值時,機(jī)器人調(diào)整程序往拋光輪軸心相反方向的移動;反之,機(jī)器人調(diào)整程序往拋光輪軸心方向的移動;若當(dāng)前的拋光壓力值等于K值時,機(jī)器人系統(tǒng)獲取的機(jī)器人當(dāng)前的位置信息,便可得到拋光輪外徑磨損值:
4.2恒定線速度的實現(xiàn)方法
根據(jù)線速度公式:
把通過式(8)計算所得的n1代入式(9)后,可得拋光輪磨損后對應(yīng)的變頻器給定頻率f1。通過PLC把該頻率寫入變頻器后,便可使拋光輪以恒定線速度運行。
4.3恒定壓力的實現(xiàn)方法
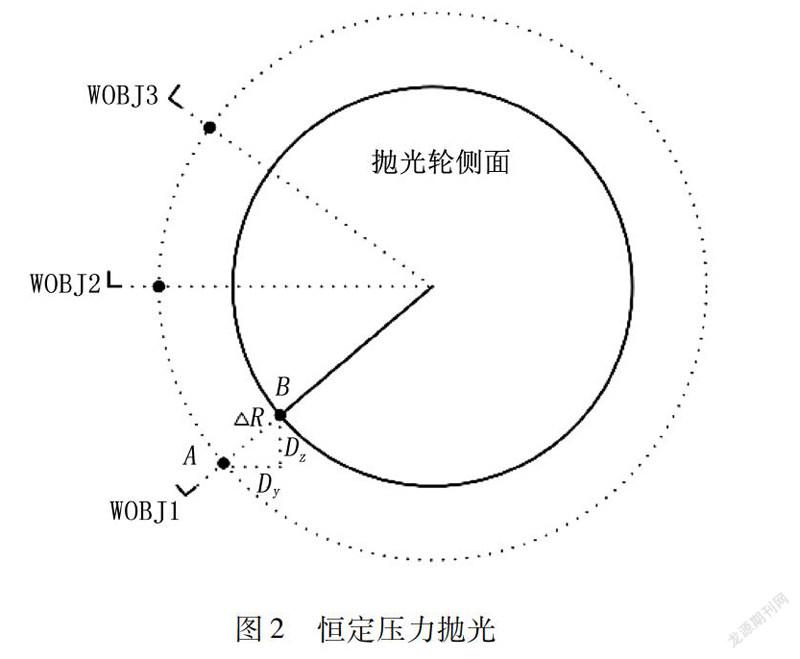
如圖2所示,點A為拋光輪磨損前的工件拋光點,點B為拋光輪磨損后的工件拋光點,點A與點B之間為拋光輪的磨損量AR。當(dāng)拋光輪磨損后,工件需要從拋光輪上的點A沿著拋光輪軸心的法線方向移動到點B上,即點A、點B和拋光輪軸心成一條直線,這樣才能在工件的拋光姿態(tài)不改變的情況下,保證工件與拋光輪之間的拋光壓力恒定。這需要通過AR分別計算出Z軸方向的偏移量D和Y軸方向的偏移量D。因此,需要在機(jī)器人系統(tǒng)上建立一個用戶坐標(biāo)系,并在機(jī)器人程序中使用公式:式中:WOBJ為用戶坐標(biāo)系;AR為拋光輪的半徑磨損量。
執(zhí)行式(10)可使用戶坐標(biāo)系WOBJl根據(jù)拋光輪的半徑磨損量AR,沿著拋光輪圓心的法線方向自動偏移。通過該方法,機(jī)器人能自動計出,D和,D的偏移值,拋光時機(jī)器人自動把工件從拋光輪的點A移動到點B上,從而實現(xiàn)機(jī)器人的恒定壓力拋光。同理,可以在拋光輪上的任意點建立若干個用戶坐標(biāo),如WOBJ2、WOBJ3。
5實驗驗證
在實驗中,根據(jù)選定的工件編寫拋光程序,并把測試合格的首樣工件保存好,按連續(xù)生產(chǎn)的條件進(jìn)行拋光。測試過程中,在工件的拋光軌跡上設(shè)置了若干個特定的測試點,由系統(tǒng)記錄每個測試點的當(dāng)前拋光輪外徑和拋光壓力值,并由人工檢測拋光輪的外徑,與系統(tǒng)記錄的拋光輪外徑進(jìn)行對比,系統(tǒng)對拋光輪外徑的檢測誤差為±0.5mm;隨著拋光輪的磨損,對比每個測試點拋光壓力的變化,其變化范圍為±5%;最后,通過抽樣與首樣工件進(jìn)行表面質(zhì)量對比,均在合格范圍。
實驗結(jié)果表明,機(jī)器人能根據(jù)拋光輪外徑的磨損,自動實現(xiàn)恒定壓力和恒定線速度的拋光,證明了機(jī)器人恒定壓力和恒定線速度拋光系統(tǒng)的設(shè)計是成功的。
6結(jié)束語
機(jī)器人在拋光行業(yè)的應(yīng)用越來越廣泛,正在改變著過去一直以人工作業(yè)為主的狀況。恒定壓力和恒定線速度拋光是影響機(jī)器人拋光質(zhì)量的重要因素之一,其性能的優(yōu)劣直接影響著拋光的表面質(zhì)量。本文通過采用檢測拋光輪電動機(jī)輸出電壓和電流的方法,代替安裝傳感器或加裝末端執(zhí)行器的方法,從軟件上計算拋光輪的磨損,實現(xiàn)機(jī)器人恒定壓力和恒定線速度拋光,無疑簡化了設(shè)備的機(jī)械結(jié)構(gòu),同時也降低了設(shè)備的成本,對推動機(jī)器人在拋光行業(yè)的應(yīng)用有積極意義。