水彩畫在繪本中的發展現狀與未來展望
2022-05-30 11:51:49魏嘉許衛朕
美與時代·美術學刊 2022年9期
關鍵詞:繪本
魏嘉 許衛朕
摘 要:繪本的出現,豐富了大眾視野,提升了國民審美素養,其中,水彩畫占重要的位置。水彩具有通透、明澈、自然灑脫的特點,更貼合繪本的要求,所以水彩畫被大量運用于繪本。目前,我國繪本仍存在一些問題,比如影響不十分廣泛、部分繪本的內容缺乏原創性等。結合繪本中水彩畫的運用現狀,對今后繪本中水彩畫的發展提出建議,以增強水彩畫的多樣性與繪本內容的原創性和豐富性。
關鍵詞:水彩畫;繪本;表達方式
一、水彩畫的起源與特點
(一)水彩畫的起源
水彩畫起源于歐洲,古埃及時期有人以水為媒介調和顏料作畫于草紙之上,中世紀歐洲也有類似的作畫方法。14世紀時,歐洲開始用水墨單彩起稿,用于壁畫創作中,美術史學家們認為這是水彩畫的初級階段。15世紀之前,歐洲部分畫家已經用水和膠調和透明、半透明的顏料在羊皮紙上作畫,這些畫以單色為主。進入18世紀,水彩逐漸發展壯大,大多用來描繪自然風景與民俗生活。19世紀末期,水彩畫已經發展出獨立的體系。水彩畫傳入中國后,就在這片土地上“遍地開花”。
(二)水彩畫的特點
水彩畫是以水為稀釋媒介,混合顏料在紙上作畫的繪畫方式,它擁有畫面通透、具有流動性的特點。水彩相較于素描,色彩更加豐富,相較于油畫,畫面更加靈動,同時也有別于其他畫種。水彩繪畫技法多種多樣,例如干濕畫法、留白、渲染等,使得畫面呈現出多樣性。水彩顏料含粉量低,研磨細膩,具有很強的透明性,這也是它的一個突出特點。水彩畫使用的調和媒介是水,水的流動、滲透等特點,決定了水彩畫具有很強的靈動感和技法的靈活性。水彩畫一般用水量較大,筆鋒運行輕便靈活,水的流動性,給人以輕快、活潑、明亮之感,在水彩畫顏料的透明性和大量的水的使用,與通常使用的白色畫紙的共同作用下,水彩畫多給人以清新明亮的感覺[1]。
二、繪本中水彩畫的特點與發展現狀
(一)繪本中水彩畫的特點
繪本中的水彩畫有很多特點,水彩以水為媒介,顏料與水的混合,可以調節色彩的深淺,也可以混色調色,可以根據圖畫內容進行色彩調節與搭配。比如,描繪歡快的故事情節時,一般用清新淡雅的色調,描繪悲傷的故事時,就需要運用較暗較重的顏色,濃墨重彩渲染,以烘托氛圍,與文字內容形成呼應。繪本中的水彩畫以多彩的畫面賦予了文字生命與靈魂,繪本結合了圖畫與文字,以繪畫為主,加上少量凝練的語句,將美術與文學巧妙地融合在一起,這也是比較主流的視覺傳達方式[2]。讀者能身臨其境般地感受繪本所要描繪與傳達的內容,達到畫面與文字相輔相成,傳達意圖,使讀者產生精神共鳴的效果。
(二)國內外繪本中水彩畫的發展現狀
因為國外水彩畫發展較早,所以其繪本中出現水彩畫也較早,在漫長的發展歷程中形成了豐富的內容與風格。國內繪本中水彩畫相對來說內容則較少,因為水彩畫傳入我國時間較短,還不十分成熟。除此之外,專研繪本中水彩畫的畫家較少,在作品風格和創作能力等方面還有所欠缺,這也表明現在國內繪本中水彩畫的發展還有很大上升空間。
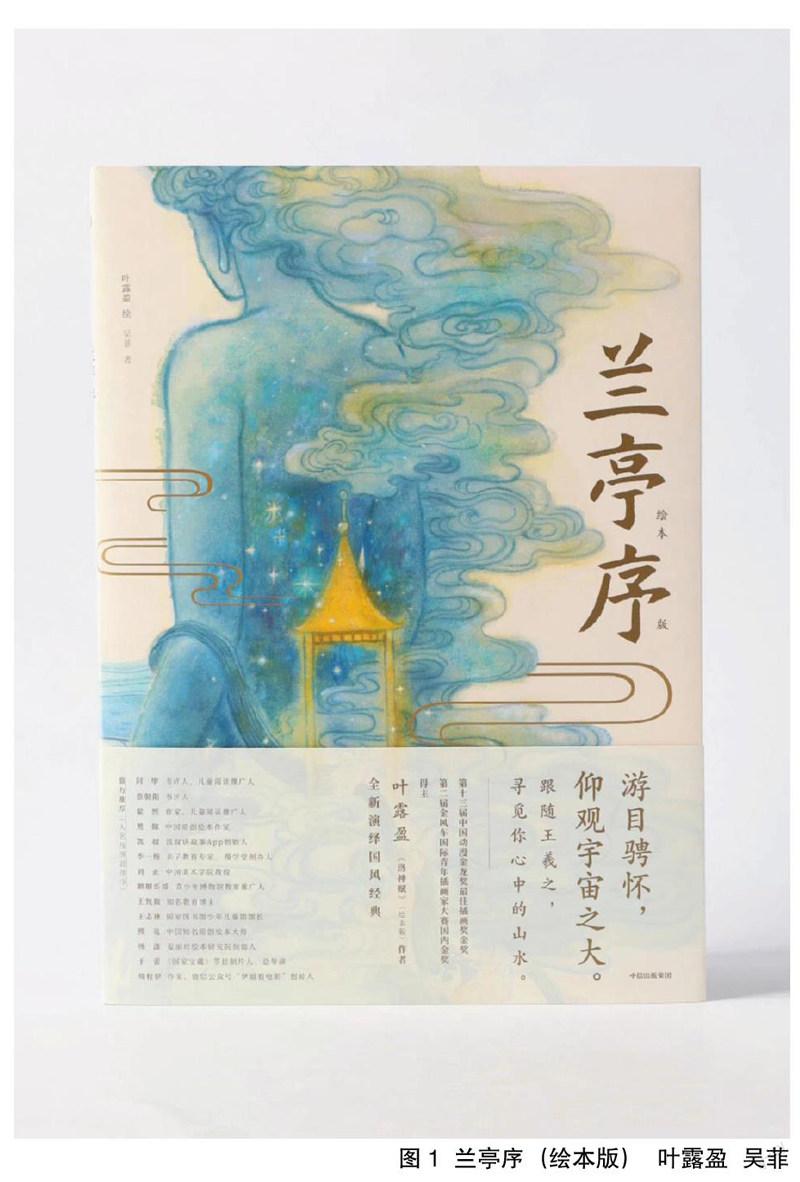
中國的繪畫歷史長達幾千年,東晉畫家顧愷之的絹本設色作品《洛神賦圖》,是中國第一幅改編自文學作品的畫作,描繪的內容是曹植的《洛神賦》,用繪畫表達出文章中曹植與洛水女神的愛情故事,注重描繪人物神態,描繪出了洛水女神的“翩若驚鴻”的形象,很好地傳達出了文字的內容,還在畫面中表現了主人公的思緒變化。《洛神賦圖》開創了中國傳統繪畫長卷的先河,將中國繪畫中的形式美與意境結合,達到了傳神表意的新境界。顧愷之的繪畫理論也為后世的中國繪畫奠定了理論基礎[3]。現在中國的繪本大多是故事繪本,多數用顏色清新的插圖,講述豐富多彩的故事。畫家閆文麗的水彩畫繪本《四季的歌·迎春花開了》,畫面與作家徐魯創作的文字結合,用水彩畫描繪了春天的景色和迎春花的開放。該系列繪本共四冊,以散文詩結合水彩畫,描繪春夏秋冬的美景。優美細膩的畫面與文字結合,讓讀者仿佛身臨其境,這是一套大自然景色、繪畫藝術與文學賞析結合的作品。也有繪本描繪中國古代的故事,如插畫設計師葉露盈的繪本《洛神賦(繪本版)》,描繪出傳統與現代的交織,色彩搭配時尚又透露出神秘古老的韻味,將傳統的中國風與現代藝術結合,讓人在這本繪本中,體會洛神賦的故事,感受中國傳統故事帶來的全新體驗。她的另一繪本作品《蘭亭序(繪本版)》(圖1),是用水彩和顏彩進行的純手繪,構圖大膽,充滿想象,用浪漫的筆觸描繪出魏晉時期文人墨客的生活氛圍和精神世界,風格唯美縹緲,畫面細節生動逼真,使讀者閱讀時眼前仿佛出現《蘭亭序》中“崇山峻嶺,流觴曲水”等的畫面。通過閱讀繪本接受國學文化的熏陶,了解一代“書圣”王羲之的成長故事,對讀者了解傳統文化、體會國學經典有著重要作用。
國外的水彩繪本發展相對來說更為久遠,有一些畫家的作品,在世界繪本讀物里堪稱經典,例如畫家凱文·漢克斯與勞拉·德羅茲克創作的四季繪本,用繪畫描繪景色。其中,《夏天的歌》是創作者為孩子們創作的夏日之歌,用詩歌一樣的語言、清新的繪畫,描繪出夏天的蓬勃生機,引導讀者感知自然,帶給讀者美的感受。此外,英國畫家安妮·迪斯梅特的繪本《意大利之旅》,用鋼筆、水彩筆描繪出意大利城市的風景,在這本書中,作者用水彩手繪方式,精心挑選其在素描本上記錄的、在25年中多次去往意大利的過程中所見到的景色進行繪制,描繪出從亞平寧山脈到威尼托山脈的景象,有壯闊的山脈、農場、森林等,用色大膽,筆觸張弛有度,使讀者感受到意大利的自然之美。
(三)繪本中水彩畫的重要性
一般來說,讀者在欣賞繪本時,會更傾向于從視覺層面出發,更多地注意到色彩、線條等。這是因為人們主要是通過視覺信息來理解繪本內容[4]。色彩是繪畫的重要藝術語言,注意繪本中的顏色與形象,是幫助人們了解繪本所要傳達的內容的最直接的方法。許多讀者對色調有自己獨特的喜好,比如有的人更喜歡溫暖和諧的畫面,所以在進行以他們為對象的插畫創作中,宜用溫潤柔和、清新優雅的色彩,以滿足他們對于畫面的需求。水彩與其他畫種插畫有一定差別,水彩插畫比起素描插畫,顏色更豐富,比起油畫插畫,更加柔潤溫和,水色交融還能形成多種畫面肌理,產生讓人眼前一亮的效果。再加上豐富的表現手法,會給繪本內容帶來更加令人驚喜的效果。
(四)繪本中水彩畫的表現形式
如今,繪本的圖畫有水彩畫、國畫、速寫、版畫等等。繪本圖畫的獨立性,使得創作者反復在繪畫方式、構圖、排版、色彩搭配上思考,選擇怎樣的方式來表達內在精神與情懷等問題也就隨之而來。水彩繪本現在大致可以分為兩類,即手繪與板繪。二者的本質都是繪畫,區別在于繪畫工具與操作方法的不同。手繪是在紙張上作畫,其用水混合顏料與紙張接觸的真實感覺,是板繪無法達到的,這樣實實在在接觸而偶然產生的肌理、不確定的邊緣線等,都是手繪水彩的特點,在寫生過程中,手繪真實的觸感也能更打動人心。但它容錯率較低,相比板繪,要求畫家有更高的水準;保存過程更加復雜,因其材料局限性較高,修改與保存不便。而板繪具有較為強大的修改和調整功能,儲存也更加方便,因此二者各有千秋,沒有好壞之分。當下隨著數字媒體的發展,板繪的應用范圍越來越廣,即便如此,傳統意義上的手繪水彩也不能被舍棄,板繪的基礎就是手繪,只有手繪功底深厚,才能在板繪中大放異彩。
三、繪本中水彩畫的展望
(一)國內繪本有較大發展空間
在了解了水彩畫的發展現狀之后,不難發現,國內繪本有較大發展空間,應當促使其突破創作思路窄、創意性不強的瓶頸。這就要求藝術家們在整合素材的基礎上,提升自身的創造能力,增加原創性,描繪的畫面既要符合時代發展與大眾審美,又要有鮮明的個人特色。可參考一些繪本對各地風土人情的描繪,通過水彩畫描繪祖國具有地域文化特色的大好河山,繪制城市中的旅游景色、風土人文等內容,此時繪本也成為一種宣傳形式,對宣傳城市、促進旅游發展起著重要作用。繪本還能傳播我國的民族文化,如我國黑龍江省內,生活著赫哲族、滿族、朝鮮族、蒙古族等少數民族,赫哲族的烏日貢節、蒙古族那達慕大會、滿族民間刺繡、朝鮮族飲食文化等,都可以成為繪本的素材,通過描繪民族節日、民族習俗等,普及少數民族知識與文化,既能豐富繪本的內容,又能有效傳承文化。除此之外,也可以用水彩繪本描繪古代詩詞歌賦的內容與意境,如李白寫的“兩岸青山相對出,孤帆一片日邊來”中小舟在青山綠水中獨自前行的畫面。使千古傳誦的詩句與現代水彩繪畫因素結合,呈現于世人眼前,也是極有意義的一種方式。在中華民族幾千年的歷史長河里,具有特色的傳統文化,如清明節、端午節、中秋節等傳統節日,在當代人們生活中有淡化的趨勢,用繪本描繪踏青游玩、包粽子、賽龍舟、吃月餅等的傳統習俗,也是保存這些民俗的方法之一。這能使讀者看到、感受到傳統習俗,對人們了解習俗、傳承文化有著重要的意義。
(二)繪本水彩拓寬后的表達方式
國內水彩繪本故事性較強,多專門為兒童繪制,少見適合成人閱讀的繪本,但作為美術作品,繪本應該因具有美術性而形成不同的風格。因為繪本是一種美術作品,所以在創作過程中,要遵循美術的形式、語言與特點。畫面所呈現的包括點線面、造型、色彩等形式語言元素的運用,使得繪本中的圖畫除了發揮敘事的功能外,還使人賞心悅目,能夠豐富人的審美體驗[5]。創作者還要認識到動手實踐的重要性,重視繪本的實際應用,如此,繪本的發展就可以更多元化。現在出現在大眾視野里的“秘密花園”填色本,便是一種繪本衍生品,可以按照這個思路延伸下去,進行探索,生產出便攜的水彩填色繪本等,激發大眾動手實踐的興趣,讓讀者也能體會到創作的快樂。除此以外,還可以改變傳統的繪本方式。傳統繪本是將圖畫與文字印刷到紙上,裝訂成冊發行出售的書籍,而隨著互聯網的發展,水彩畫可以被做成電子繪本,供人閱讀,與傳統的紙本繪本相比,電子繪本傳播范圍廣,更方便閱讀、不易丟失。繪本的表達方式的多樣無疑會促進繪本本身的發展。
四、結語
隨著人們物質生活水平的提高與經濟的發展,人類進入了數字信息時代,當代繪本順應了時代的發展要求,滿足了大眾審美的需求。水彩畫是一個獨立而日漸成熟的畫種,其成為繪本的一種表現形式,給繪畫藝術以及自身都帶來了一定的影響。水彩繪本拓展了水彩語言的表現空間,豐富了水彩藝術的表現形式,還讓水彩藝術更具時代性。繪本里的水彩語言與其他繪畫語言相比,有自身的獨特優勢,水彩的豐富色彩與對水的應用,在繪本畫面的表現中一直占據著非常重要的位置。
讀圖時代的到來使繪本有了多元化發展,也使其有了更多的表達方式,但水彩依然占據著重要的地位,其中,手繪水彩顯得更加珍貴。作為板繪的基礎,手繪水彩的方式不會消失,它的價值會隨著藝術家們越來越多的創作而變得越來越高。而在信息時代,板繪和手繪結合是必然趨勢,二者結合,優勢互補,才能更好地發展繁榮繪本的水彩畫內容,并促進繪本的發展。綜上所述,文章對于繪本中水彩畫的運用加以肯定,對今后繪本中水彩畫的發展提出建議。相信在未來,繪本中水彩畫的發展,定能增強水彩畫形式的多樣性、內容的原創性和豐富性,而繪本自身也能依托水彩繪畫這棵不斷繁榮茂盛的大樹,走上更高的臺階。
參考文獻:
[1]劉海潮.水彩畫的發展歷程及藝術特點[J].美與時代(中),2019(5):27-28.
[2]尹莉,孫若愚,馬藝萍.淺析水彩在現代繪本中的應用[J].戲劇之家,2020(19):155,157.
[3]曹俊蘭.論顧愷之《洛神賦圖》的獨特藝術特色[J].美與時代(中),2021(6):58-59.
[4]衛婉.水彩語言在兒童繪本中的應用研究[J].大眾文藝,2020(13):84-85.
[5]章蓬霞.現代繪本的形式語言研究[D].金華:浙江師范大學,2013.
作者簡介:
魏嘉,佳木斯大學美術學院藝術碩士研究生。研究方向:水彩畫。
許衛朕(通訊作者),碩士,佳木斯大學美術學院副教授。研究方向:水彩畫。
猜你喜歡
讀者·原創版(2021年6期)2021-06-24 11:49:06
讀者·原創版(2021年5期)2021-05-23 14:46:08
讀者·原創版(2021年4期)2021-05-04 08:49:58
讀者·原創版(2021年3期)2021-04-01 11:30:08
讀者·原創版(2021年2期)2021-02-26 10:12:21
讀者·原創版(2021年1期)2021-01-19 12:54:40
讀者·原創版(2020年11期)2020-11-19 04:24:26
讀者·原創版(2020年10期)2020-11-19 04:24:21
讀者·原創版(2020年2期)2020-02-20 08:46:38
讀者·原創版(2020年1期)2020-01-14 03:34:35