基于前臉精度歸零思路的車身結(jié)構(gòu)優(yōu)化
2021-09-10 15:45:01李明張少雄王小海程琴榮王志丹
機電工程技術(shù) 2021年2期
李明 張少雄 王小海 程琴榮 王志丹




關(guān)鍵詞:前端模塊;功能尺寸;感知質(zhì)量;尺寸鏈
0引言
隨著消費行為的多樣化發(fā)展,用戶審美的感覺及對造型的關(guān)注度正在加大,高檔、精湛、時代感等由造型所表現(xiàn)出來的形象和標記成為選購的重要因素。汽車造型的多樣性及精致感對汽車制造精度有了更高的要求。尤其前臉造型更受消費者關(guān)注,前臉,正是一輛汽車的顏值擔當,也是顧客重要關(guān)注區(qū)域,做好前臉尺寸匹配對汽車廠商尤為重要。因此,提升前臉精致感的必要性迫在眉睫。外觀覆蓋件都是以車身為載體,車身結(jié)構(gòu)對前臉精度的貢獻尤為重要。而一般車身前部安裝點層級較深,公差累積較大,安裝點功能尺寸難以保證。本文通過優(yōu)化車身結(jié)構(gòu),解決車身上安裝點功能尺寸精度問題,從而保證整車外觀件的相互匹配的精致感。
1前臉零部件的構(gòu)成
與前臉精度直接相關(guān),且受車身精度影響的零件有前保、前端模塊、大燈、發(fā)罩以及翼子板。圖1所示為某項目前臉示意圖。
2前臉裝配流程圖
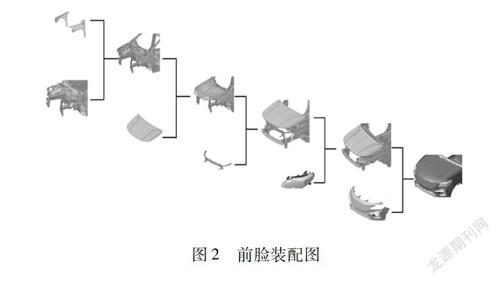
前臉裝配一般是先在焊裝將翼子板、發(fā)罩通過工裝裝配到車身上,在總裝將前端模塊用工裝裝配到車身上,最后將前保通過與翼子板卡接及上部螺栓打緊,固定前保位置。圖2所示為某項目前臉外觀件裝配工藝流程圖。
3前臉重點控制區(qū)域
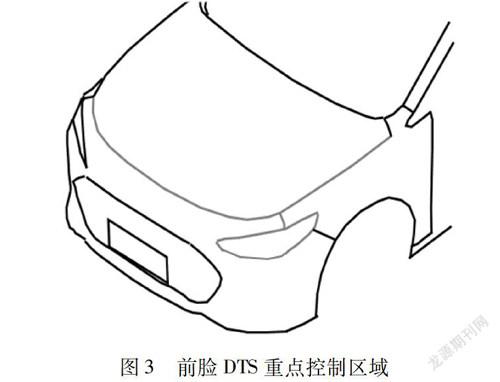
汽車的外觀尺寸匹配視覺質(zhì)量直接影響客戶對產(chǎn)品質(zhì)量的第一感知印象。外觀零部件之間的尺寸配合是用戶對產(chǎn)品視覺感知的重要組成部分。間隙視覺敏感度主要從間隙的隱藏性、遮蔽性和穿透性這3個方面考慮。汽車的前臉重點控制區(qū)域主要是指發(fā)蓋與翼子板、大燈與前保的分縫DTS(間隙及面差)以及前保與大燈、翼子板的DTS(間隙及面差)。前保配合的DTS區(qū)域是關(guān)鍵區(qū)域,特別是現(xiàn)在很多造型分縫都設(shè)計為對接式縫隙(朝天縫),其對視覺感知質(zhì)量的評價最為明顯,發(fā)蓋與前保的分縫形式直接影響此處縫隙的敏感度。
4前臉精度控制方案
前臉精度控制與零件工裝定位方案關(guān)系較大,但車身結(jié)構(gòu)控制思路直接影響工裝的定位方案。關(guān)注和關(guān)鍵功能測點相關(guān)的工裝和工藝更改,通過嚴格執(zhí)行工裝和工藝更改的相關(guān)流程,把工裝和工藝更改對關(guān)鍵功能測點的影響降到最低。因外觀件發(fā)蓋、翼子板、前保在車身上安裝孔都為過孔,即X&Y向通過人工或工裝可調(diào),Z向打緊面無法調(diào)整。故需優(yōu)化車身結(jié)構(gòu),保證外觀件安裝點Z向的功能尺寸,從而保證外觀件的Z向配合關(guān)系。同時工裝定位孔放在Shotgun上,X和Y向靠調(diào)整。本文主要從以下4方面進行優(yōu)化:
(1)車身上側(cè)圍連接板(shotgun)層級結(jié)構(gòu)優(yōu)化;
(2)發(fā)罩鉸鏈安裝面、翼子板、前端模塊功能尺寸優(yōu)化,包括支架(螺接)結(jié)構(gòu)優(yōu)化和支架(焊接)結(jié)構(gòu)優(yōu)化;
(3)前端模塊結(jié)構(gòu)優(yōu)化方案;
(4)功能尺寸鏈計算。
4.1車身上側(cè)圍連接板(Shotgun)層級及結(jié)構(gòu)優(yōu)化
車身的焊裝過程實際上是零件的組合或部件組裝,然后幾個組件或零件形成一個整體。因要保證外觀件安裝點的Z向功能尺寸,故將發(fā)罩鉸鏈、翼子板、發(fā)蓋安裝點都設(shè)計在側(cè)圍連接板(shotgun)上,Shotgun焊接面設(shè)計為Y向焊接,有利于總成Z向可調(diào).如圖4所示.
(1)車身上側(cè)圍連接板層級方案1
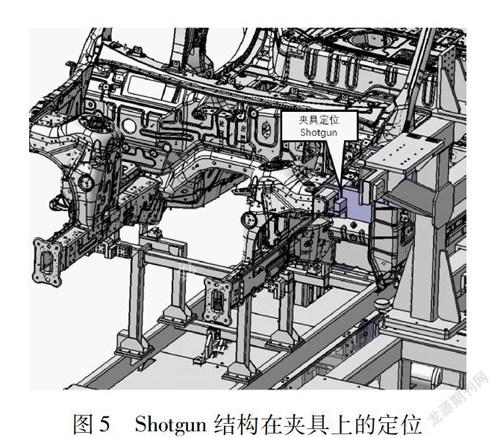
側(cè)圍連接板在車身主拼之后焊接,通過定位銷控制側(cè)圍連接板X和Z向精度,從而保證外觀件安裝面的Z向功能尺寸,夾具設(shè)計如圖5所示。
(2)車身上側(cè)圍連接板層級方案2
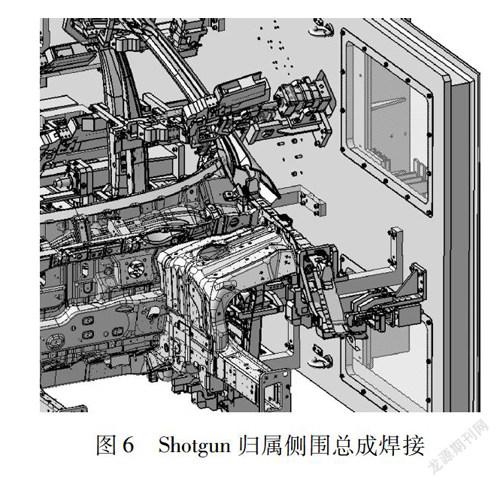
生產(chǎn)節(jié)拍的定義反映了生產(chǎn)線的生產(chǎn)速度。如果由于生產(chǎn)節(jié)拍及現(xiàn)場工位空間限制,Shotgun無法實現(xiàn)最后工序上件時,可將Shotgun歸屬于側(cè)圍總成,主拼工位Shotgun位置增加輔助定位銷,保證Shotgun的Z向功能尺寸,如圖6所示。
4.2前臉外觀件Z向安裝面功能尺寸優(yōu)化
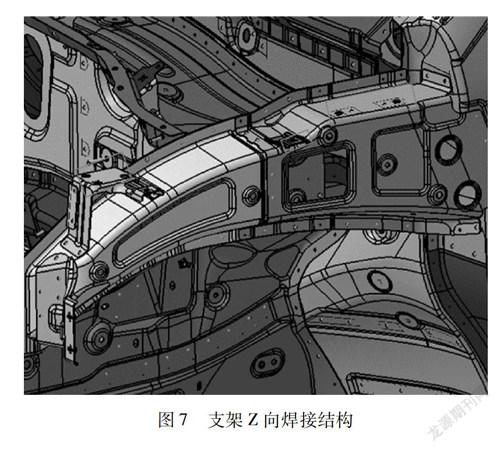
很多車型翼子板及前端模塊安裝點設(shè)計為Z向焊接,Z向精度靠焊接面保證,對于零件精度要求較高,且后期穩(wěn)定性出現(xiàn)波動時,只能通過修模來實現(xiàn),很難實現(xiàn)外觀件Z向精度的功能尺寸,不利于精度的保證,增加了后期匹配的難度,如圖7所示。
4.2.1發(fā)蓋、翼子板及前端模塊安裝支架結(jié)構(gòu)優(yōu)化(螺接方案)
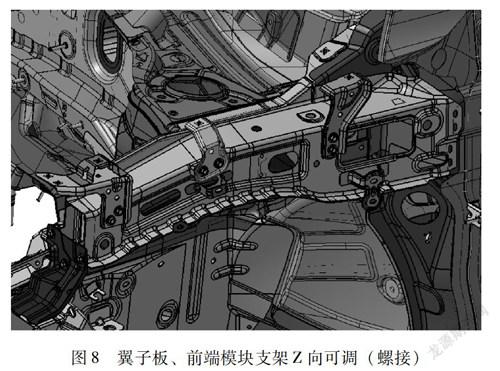
因要保證發(fā)蓋、翼子板及前端模塊安裝點的z向功能尺寸,可通過將翼子板支架及前端模塊支架設(shè)計為Y向滑接、Z向可調(diào)的結(jié)構(gòu),后期在主拼工位后通過夾具定位對支架進行定位螺接。如圖8所示。
4.2.2發(fā)蓋、翼子板及前端模塊安裝支架結(jié)構(gòu)優(yōu)化(焊接方案)
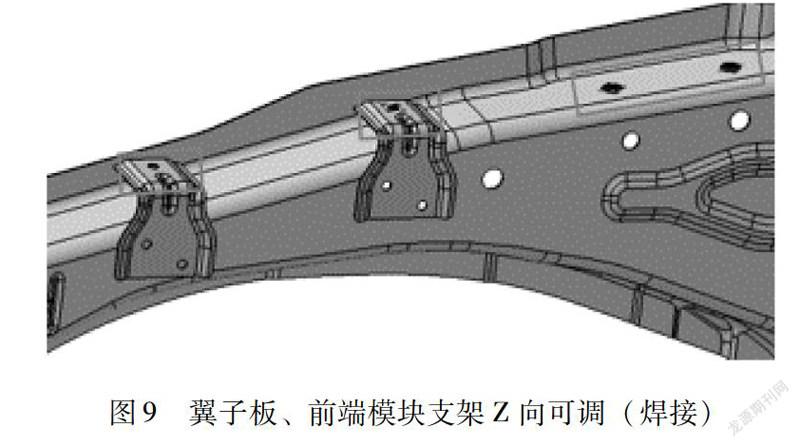
因生產(chǎn)線布置及節(jié)拍限制,無法在最后工位螺接時,可將支架設(shè)計為Y向焊接,Z向滑接,通過分總成夾具定位,保證支架與發(fā)蓋鉸鏈安裝面的功能尺寸,如圖9所示。
4.2.3尺寸鏈分析對比
(1)翼子板支架未優(yōu)化前尺寸鏈計算
對于支架Z向焊接結(jié)構(gòu)對應的尺寸鏈(對于白車身上的功能尺寸,不僅要設(shè)定其尺寸公差,還要確認直接影響該尺寸的每個環(huán)節(jié),這樣便形成閉環(huán)的尺寸組,即尺寸鏈)分析計算(公差值僅為假設(shè)),如表1所示。
(2)翼子板支架優(yōu)化后尺寸鏈計算
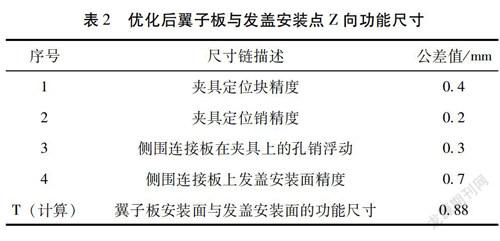
對翼子板及前端模塊支架進行優(yōu)化后對應的尺寸鏈(對于白車身上的功能尺寸,不僅要設(shè)定其尺寸公差,還要確認直接影響該尺寸的每個環(huán)節(jié),這樣便形成閉環(huán)的尺寸組,即尺寸鏈)分析計算(公差值僅為假設(shè)),如表2所示。
(3)分析對比
通過兩種結(jié)構(gòu)的尺寸鏈分析,可以很明顯地看出翼子板支架由Z向焊接改為Y向焊接,對支架與鉸鏈安裝面的功能尺寸有很大改善,且后期還可以直接通過夾具對此功能尺寸進行調(diào)整,降低了后期匹配的難度。
4.3前端模塊安裝支架(防撞梁端)結(jié)構(gòu)優(yōu)化
隨著汽車造型發(fā)展趨勢復雜化,前圍外觀出現(xiàn)多棱線、多弧形、長亮條配合,前端模塊定位穩(wěn)定性要求越來越高。因前保及前大燈裝配在前端模塊上,前端模塊的精度對于前臉精度的影響至關(guān)重要,因此需要將前端模塊的X、Y、Z 3個方向與發(fā)蓋翼子板關(guān)聯(lián)起來,這就要求前端模塊3個方向可調(diào)。為了保證前端模塊3個方向可調(diào),需將前端模塊的安裝點設(shè)計為可調(diào)結(jié)構(gòu),可將可調(diào)結(jié)構(gòu)設(shè)計在2個件上。
4.3.1整體式前端模塊
整體式前端模塊,可先設(shè)計前端模塊z向安裝點可調(diào),即安裝支架z向可調(diào),通過工裝進行安裝保證精度。前端模塊與防撞梁先預緊后通過工裝一起安裝,X向和Y向可通過工裝進行定位調(diào)整,保證前端模塊的X向和Y向,從而實現(xiàn)前端模塊三向可調(diào),如圖10所示。支架與前端模塊工裝可通過工裝與翼子板、發(fā)蓋安裝點進行關(guān)聯(lián),從而縮短尺寸鏈。
4.3.2分體式前端模塊
由于懸置尺寸布置因素,有些車型會采用分體式前端模塊,分體式前端模塊對尺寸控制更靈活,工裝更輕便。
同整體式前端模塊相同,分體式前端模塊需設(shè)計一處Z向可調(diào)支架,通過焊裝工裝保證前端模塊Z向精度。前端模塊z向安裝在可調(diào)支架上,X向和Y向通過與翼子板、發(fā)蓋的工裝關(guān)聯(lián)結(jié)構(gòu),保證前端模塊的X向和Y向精度。安裝孔開為大過孔,保證調(diào)整量,如圖11所示。分體式前端模塊不用集成其他總裝件一起安裝,重量輕,安裝方便,工裝設(shè)計較簡單,操作輕便。
5結(jié)束語
本文通過介紹對前臉外觀件安裝點結(jié)構(gòu)優(yōu)化及焊接層級優(yōu)化,從而保證發(fā)蓋、翼子板及前保z向尺寸歸零,以及保證外觀件的Z向相對匹配關(guān)系,X向及Y向都為過孔安裝,通過工裝定位調(diào)整,從而保證外觀件的X及Y向相對匹配關(guān)系,以及保證外觀問隙及面差的匹配。
(1)通過焊接層級調(diào)整,最后一序上件或歸屬側(cè)圍主拼上件,通過夾具保證外觀件安裝點整體精度。
(2)通過支架焊接面結(jié)構(gòu)優(yōu)化,保證外觀件安裝點支架精度與發(fā)蓋安裝面相對精度,從而保證安裝點精度歸零。
(3)通過螺接前端模塊支架結(jié)構(gòu),實現(xiàn)支架Z向可調(diào),通過與發(fā)蓋翼子板安裝點關(guān)聯(lián),實現(xiàn)前端模塊Z向與發(fā)蓋、翼子板Z向尺寸歸零。
(4)外觀件X向及Y向通過大過孔可調(diào)結(jié)構(gòu),通過工裝進行調(diào)整,從而保證外觀件X向及Y向的匹配關(guān)系。