基于快速換模的行列機利用率改善
2021-09-10 05:50:02李長苓辛玉杰李少波
內燃機與配件 2021年15期
李長苓 辛玉杰 李少波





摘要:在工業制造業[1]的生產中,快速換模對于企業來說能大大的提高生產效率以及整體設備的利用率,能保證多品種小批量的產品穩定生產。本文對A公司的生產不同類型的玻璃瓶的行列機進行快速換模研究[2],通過分析換模的流程,內部向外部的作業單向轉化,縮短作業時間的步驟進行改善,間接降低了內燃機為動力源的成本。
Abstract: In the production of industrial manufacturing industry, rapid die change for enterprises can greatly improve the production efficiency and the overall equipment utilization , and ensure the stable production of multi variety and small batch products. In this paper, a company's production of different types of glass bottles row and column machine for rapid die change research , through the analysis of the die change process, internal and external operation unidirectional transformation, shorten the operation time steps to improve. The cost of internal combustion engine as power source is reduced indirectly.
關鍵詞:快速換模;行列機;設備的綜合利用率;內燃機
Key words: SMED;line machine;equipment utilization;internal-combustion engine
中圖分類號:TK411+.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)15-0156-02
0? 引言
隨著市場競爭的日益嚴重,對于一些制造型的企業來講,傳統的大批量的生產方式會導致庫存的積壓和生產成本的提高,而且客戶的多樣式、高質量、高效率的要求是一個挑戰。那么為了適應市場的需要,必須革新生產的技術。傳統的換模技術雖然是通過極少的人工來進行,但是還是浪費了產能。快速換模技術打破了這個瓶頸,既可以保持生產能力,又不用擔心庫存積壓而產生的一系列問題。
本文研究對象是具有一定生產規模的玻璃制品公司,主要生產多種樣式與大小的玻璃瓶等一系列玻璃制品。對不同類型玻璃瓶的成型車間進行了快速換模的研究,通過收集行列機成型設備的數據,分析了其中的換模流程的裝備時間與調整時間等,其中盡最大努力將內部作業時間轉化為外部作業時間,進一步再縮減外部的工作時間,制定標準的換模作業的流程,從而達到提高行列機利用率。
1? 快速換模技術概念
快速換模技術最早由日本豐田公司的工程師新鄉重夫提出。快速換模是能顯著縮短換模時間的一種方法。當一種產品完成之后,需要暫停生產線更換模具,包括考慮原料的配比等因素,從成本來講,換模具這些時間是沒有價值的產出時間。通過工業工程的方法,快速換模能緩解生產庫存與生產能力的矛盾,提高人員的工作效率與設備的利用率。
快速換模的流程有以下幾部分:①劃分內外部作業;②將內部作業轉化為外部作業;③減少內部作業工作時間;④減少外部作業工作時間;⑤持續完善,爭取邁向“零”切換。其中關鍵的兩部分就是如何區分內外部作業及如何將內部作業轉換為外部作業,就可以針對不同的步驟進行優化,從而達到提高設備的利用率的目的。
2? 問題描述
A公司生產線主要由內燃機帶動的行列機等一系列機器傳動進行生產。玻璃瓶的生產工藝一般包括配料、熔化、成型、退火、檢驗等。內燃機工作原理是將熱能轉化為機械能,但是內燃機每次開動的成本幾乎一致并且消耗大量時間,于此通過快速換模技術[2]來改善行列機的利用率,從而最大程度提高了內燃機的利用效率。
衡量設備的整體運轉情況,我們常用OEE來表示,OEE的計算公式=時間開動率×產品合格率×性能開動率,通過收集2020年6月和7月的原始數據,玻璃瓶產線各生產設備綜合效率如圖1所示。行列機成型的整體設備的綜合效率只有61%左右,有著很大的改善空間。針對行列機換模時間和其他工序的對比,具體數據由圖2所示,可以得知行列機換模時間占無價值時間總比的74.5%,因此縮短換模時間是提高OEE的關鍵。
3? 改善與實施
改善公司現用的換模技術,首先現收集換模的流程與數據并且保存,便于以后的分析,記錄一次行列機換模過程和各部分的作業時間,如表1所示,可以看出整體換模時間為39.9分鐘,內部作業總時間為34.4,外部作業總時間為5.5,內部作業所占的整體的比例是86.21%。
通過分析步驟7、步驟8、步驟13和步驟16這幾個內部作業可以轉化為外部作業,并且步驟13可以和步驟16合并為檢驗一次,使得內部時間縮短了5分鐘。通過初步改善使得整個換模的比例從86.21%下降到73.68%。
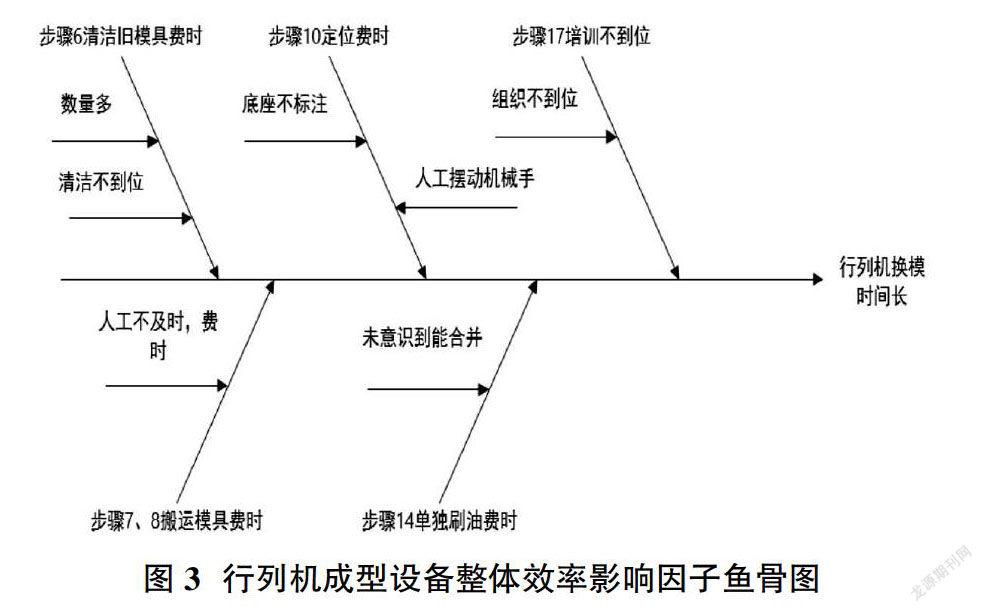
經過初步的改善,有了一定好轉,為了進一步提高行列機成型的整體效率,通過繪制魚骨圖,分析得到影響整體效率的關鍵因素如圖3所示。
①將步驟6清潔舊模具可以在安裝之前就清潔好或者在使用后清潔保存,采用專業的器具,可以采用一次性的,不要反復利用,這樣時間從4分鐘縮短至2.5分鐘。
②步驟7和8采用模具專業的小車或者加一個傳送帶,縮短了人工搬運的時間,或者提前將模具準備好放置在機器旁,方便隨時更換。時間由3分鐘縮短至1.5分鐘。
③步驟10模具的定位,可以提前將機械手臂擺正,將螺絲固定,避免左右歡動,可將底模先放置好,來縮短模具定位的時間,從3分鐘減少至1.5分鐘。
④步驟14和15可根據ECRS原則[3],進行合并,在固定模具的同時,先將模具內部刷油,然后再固定,不需要二次打開,則時間減少了0.2分鐘。
⑤步驟17將檢驗人員進行定期培訓,增加專業知識,時間由0.5分鐘縮短至0.2分鐘。改善后的行列機換模流程和作業時間,如表2所示。
4? 總體改善效果評價
根據以上快速換模的改善方案,換模時間節省了25.39%。通過縮短換模時間,行列機成型綜合效率得到明顯改善,提高了生產效率,設備利用率因為換模時間的縮短而提高,具體見圖4。
不難看出,行列機利用率由改善前的60.85%提高到了改善后的76.94%,改善的效果比較明顯。快速換模有助于企業生產更加均衡和靈活,能滿足不同客戶對產品的需求,使企業增強了競爭力[3],從而在內燃機工作的情況下,提高了生產效率,將機械能的利用放到最大,未來應該多投入精力研發快速換模技術。
參考文獻:
[1]周子業,姜淑鳳,高福生,等.“工業工程”技術發展促進現代企業創新發展的管理路徑研究[J].時代農機,2020,47(1):38-39,41.
[2]趙慧凱.研究工業工程技術在設備管理與維修中的應用[J]. 中國設備工程,2018,30(04):29-30.
[3]都云飛,張宗富.快速換模(SMED)在工程機械制造工廠的應用研究[J].建設機械技術與管理,2013(11):104-106.