基于宏程序編程的變距螺紋加工*
2021-09-11 06:14:56李貴紅巴寶蓮王新民
南方農機 2021年17期
杜 昕,李貴紅,巴寶蓮,王新民
(蘭州職業技術學院,甘肅 蘭州730070)
0 引言
物料傳遞、塑料和飼料加工機械等特定行業,變距螺紋的使用尤其廣泛[1],而且對這類零件的加工精度要求越來越高。現今,變距螺紋加工普遍采用普通車床加工,效率低,精度差,這已成為阻礙變距螺紋廣泛應用的主要因素之一。
課題組基于宏程序編程,利用數控車床加工變距螺紋,保證了加工精度,極大地提高了生產效率,對增加企業效益、行業持續發展具有十分重要的意義。
1 變距螺紋
普通螺紋螺距都是相等的,但變距螺紋的螺距沿軸線方向逐漸有規律地變化。變距螺紋有等槽寬和等牙寬兩種形式[2],如圖1、圖2所示。

圖1 等槽寬變距螺紋
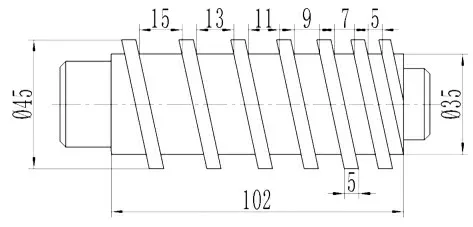
圖2 等牙寬變距螺紋
2 變距螺紋加工
目前,對于變距螺紋的加工,行業普遍采用普通車床加工。主要有兩種加工方法:一種是采用手工擬合方式進行加工,這對機床操作人員的技術要求很高,且加工精度難以保證;另一種是利用凸輪變速機構進行變速,使得普通車床能達到變距效果,但需要制作特殊輔助件,且加工效率低[3-5]。
3 變距螺紋宏程序編程
華中HNC-21T數控系統,雖然沒有配備專門的變距螺紋加工指令,但其配備了強有力的能夠進行算數運算、邏輯運算等類似高級語言的宏程序功能[6-7],課題組以基于宏程序編程的等槽寬變距螺紋的加工為例。
3.1 G32指令格式及含義
在華中數控系統中,螺紋切削指令格式為:G32 X(U)__Z(W)__F__。
這說明:X、Z為絕對編程時,有效螺紋終點在工件坐標系中的坐標;U、W為增量編程時,有效螺紋終點相對于螺紋切削起點的位移量;F為螺紋導程,即主軸每轉一圈,刀具相對于工件的進給值,單線螺紋的導程和螺距數值相等。
3.2 編程思路
對于等槽寬可變導程螺紋,加工時賦予一個隨螺紋長度的增加而變化的變量,例如,設螺紋加工長度為變量1,導程為另一個變量2,將變量1和變量2根據零件要求建立聯系,通過螺紋導程的變化驅動螺紋加工長度的變化,從而實現可變導程螺紋的加工。
3.3 等槽寬變距螺紋加工
加工如圖3所示的某型橡膠擠出機的擠出桿等槽寬變距螺紋,螺紋有效長度50 mm,大徑40 mm,小徑36 mm,槽寬3 mm,最小螺距8 mm,每轉螺距增量為1 mm。
圖3 擠出螺桿(等槽寬變距螺紋)
3.4 數值處理
1)編程中采用兩個循環語句,第一個循環語句WHILE #1GE#2控制直徑的變化,即螺紋切削深度,變量計算#1=#1-0.2表示每層切深0.2 mm;第二個循環語句WHILE #4GE[-50]控制變距螺紋加工,#3=#3+1表示每車削完成一個導程的螺紋,螺紋導程增加1 mm,即每轉螺紋導程增加1 mm,#4=#4-#3反映了一個導程螺紋加工完成后下一個導程中螺紋終點坐標。
2)大導程螺紋加工中,切入位置機床切削用量變化激烈,會出現亂牙現象,故引入初始螺紋導程,為方便編程,設初始螺紋導程為7 mm。
3.5 程序編制
根據圖3零件圖,用宏程序編寫的等槽寬變距螺紋加工程序,如表1所示。
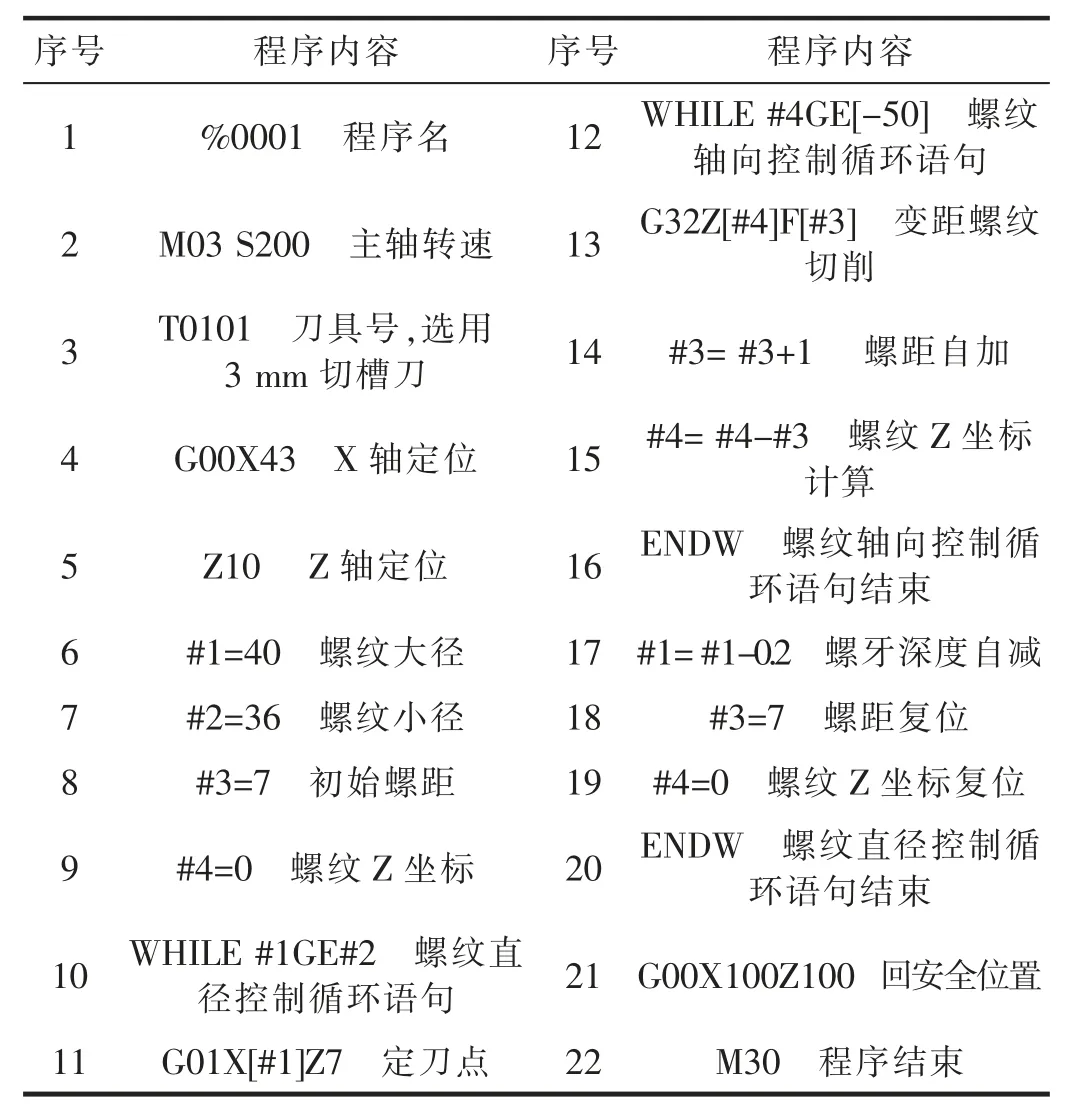
表1 等槽寬變距螺紋加工程序
3.6 注意事項
1)根據不同的加工要求,選用不同寬度的切槽刀。2)變距螺紋加工中,螺紋定刀點不可以隨意改變,特別是Z坐標,否則會導致螺紋亂牙。
4 等牙寬變距螺紋加工
以上為等槽寬變距螺紋加工,對于等牙寬變距螺紋的加工,其編程思路及方法和等槽寬變距螺紋基本相似,如果將圖3擠出螺桿改為等牙寬變距螺紋,則如圖4所示。
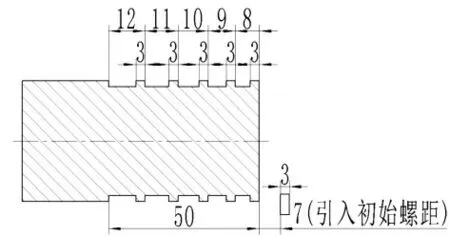
圖4 擠出螺桿(等牙寬變距螺紋)
引入初始螺距7 mm,有效螺紋長度50 mm,牙型寬3 mm,螺牙高度2 mm,最小螺距和最大螺距分別為8 mm和12 mm,每轉螺距增量為1 mm,選用刀寬為3 mm的切槽刀進行加工。
螺紋槽寬余量計算:初始螺距7 mm-槽刀寬度3 mm-螺紋牙寬3 mm=1 mm。因此,余量可分兩次加工,每次吃刀量0.5 mm,可以通過子程序調用實現。
等牙寬變距螺紋加工和等槽寬變距螺紋加工相似,也采用兩個循環語句,第一個循環語句WHILE#1GE#2控制直徑的變化,即螺紋切削深度;第二個循環語句WHILE #3LE12控制變距螺紋加工。和等槽寬變距螺紋加工不同的是,等牙寬變距螺紋加工需要兩次加工去除槽寬余量,可以將變距螺紋加工編制成子程序,槽寬余量去除通過設置不同的起刀點并調用子程序進行處理。等牙寬變距螺紋具體加工程序,如表2所示。
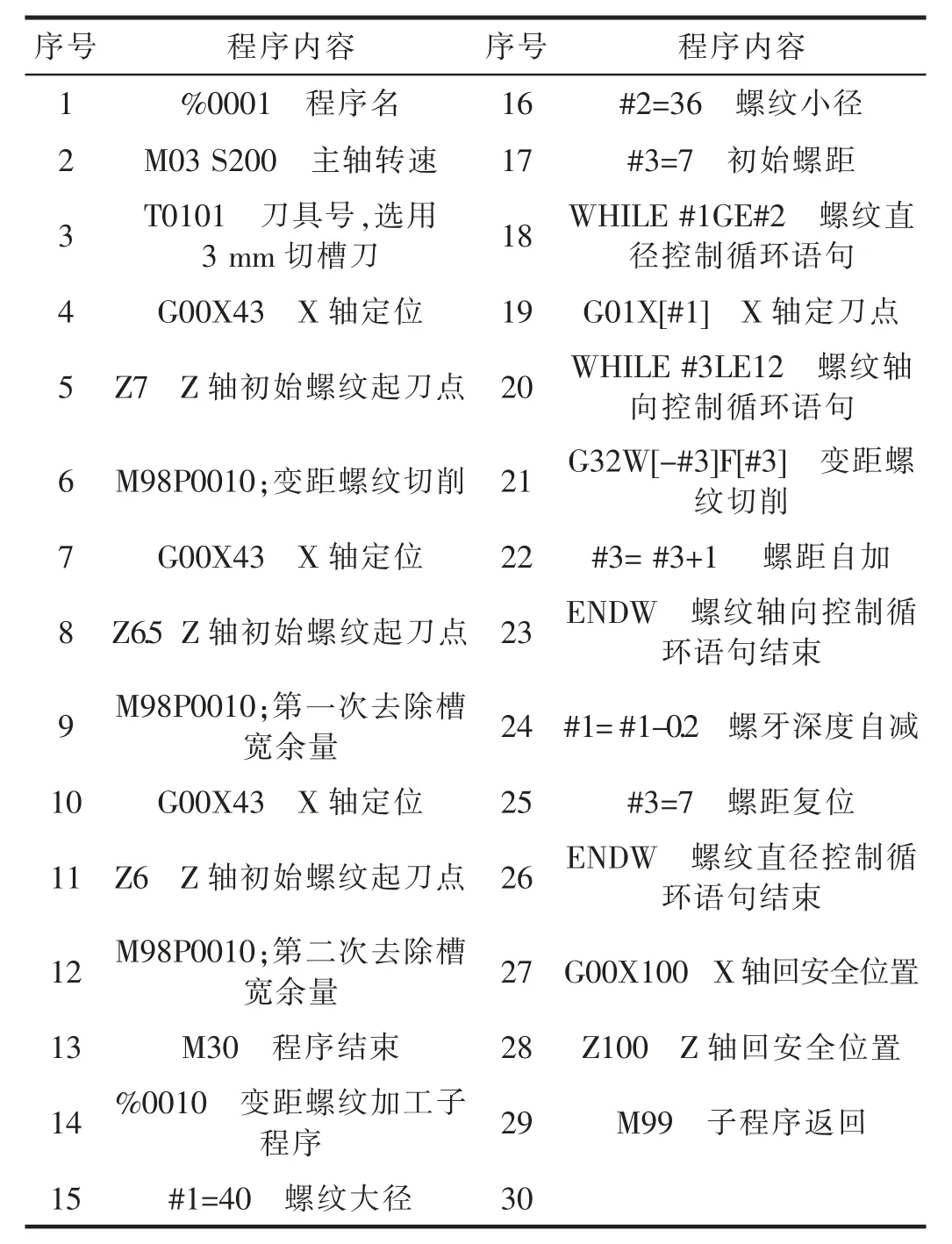
表2 等牙寬變距螺紋加工程序
5 結語
當前,行業內較普及的是如華中數控機床等經濟型數控機床,功能單一,且不同的系統功能也不統一。但是,宏程序在變距螺紋加工中應用尤為廣泛,發揮著十分重要的作用,特別是一些早期的、系統版本較低的數控機床,通過其提供的宏程序,可以彌補加工中的功能缺失和局限,解決加工生產中的障礙和難題,非常適合于單件小批量復雜零件的試制和加工。此外,CAXA制造工程師、MasterCAM等計算機輔助設計與制造軟件也可以實現變距螺紋加工,目前,在企業中逐漸得到應用[8-11]。
大部分數控系統中如螺紋加工等固定循環指令都是通過宏程序開發的。作為數控機床編程與操作人員,熟練掌握宏程序編程思路、方法及技巧,能夠基于宏程序對數控系統進行二次開發,從而有效提高企業的生產效率和經濟效益。
