焊接電流對304不銹鋼焊條電弧焊焊接接頭的影響
2021-09-11 06:16:02程艷艷
南方農機 2021年17期
程艷艷,羅 旭
(吉林化工學院機電工程學院,吉林 吉林132022)
不銹鋼具有較好的耐蝕性,在我國其使用量占鋼的一半以上[1-3]。304不銹鋼不僅耐蝕性好,而且具有較好的塑性和韌性,在不銹鋼中應用最廣泛[4-5]。304不銹鋼焊接時通常會產生晶間腐蝕、點蝕等問題[6-8]。為了研究焊接參數對不銹鋼焊接質量的影響,本研究以8 mm的304不銹鋼為母材進行焊條電弧焊,分析了不同焊接電流對焊接接頭組織和硬度的影響。
1 試驗材料、設備及參數
1.1 試驗材料
304不銹鋼進行焊條電弧焊時,焊條牌號選用A101,直徑為2.5 mm。304不銹鋼的化學成分如表1所示,焊條A101的化學成分如表2所示。對304不銹鋼進行焊條電弧焊,試樣如圖1所示。

表1 304不銹鋼的化學成分
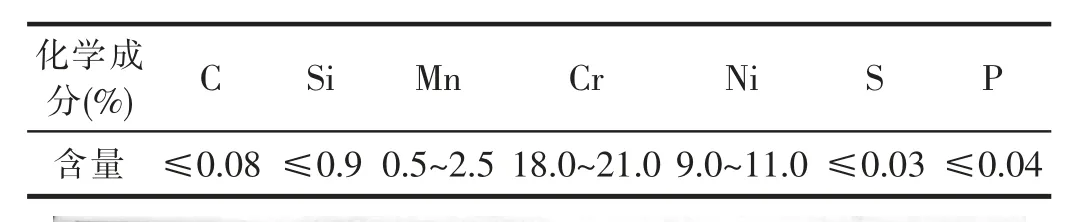
表2 A101型焊條化學成分

圖1 304不銹鋼焊接試樣
1.2 試驗設備
焊條電弧焊選用ZX7-400直流電焊機,如圖2所示。選用如圖3所示的金相顯微鏡進行組織觀察,硬度分析選用HVST-1000型顯微維氏硬度計,如圖4所示。

圖2 ZX7-400型焊機

圖3 金相顯微鏡

圖4 HVST-1000型顯微維氏硬度計
1.3 試驗參數
母材厚度為8 mm,因此需要開坡口,才能保證焊接質量。為了加工方便,坡口形式為V形,坡口角度為60°,鈍邊為1.5 mm[9]。根據經驗,每層焊縫的厚度為焊條直徑的0.8~1.2倍時焊接質量好,綜合考慮母材厚度和焊條直徑等因素,本次試驗需要焊接3層,分別為打底、填充和蓋面層。焊條電弧焊電壓選用20 V,焊接電流分為3組,每組中的打底、填充和蓋面層的焊接電流各不相同,具體數值如表3所示。

表3 不同的焊接電流 單位:A
2 試驗結果分析
2.1 金相分析
304不銹鋼焊條電弧焊的3組打底層焊縫金相組織如圖5所示,放大倍數為400倍。可以看出不同焊接電流的打底層焊縫基體均為奧氏體+δ鐵素體(黑色),奧氏體邊界處有析出的黑色點狀碳化物[10-11]。焊縫在凝固過程中從液相中析出鐵素體,然后奧氏體依附鐵素體形核,并圍繞鐵素體長大。焊縫處主要為柱狀晶,柱狀晶沿著溫度梯度最大的方向生長,與熔合線垂直。

圖5 打底層焊縫金相組織
如圖6所示為3組填充層焊縫金相組織。可以看出不同焊接電流的填充層比打底層焊縫基體中奧氏體含量增加,δ鐵素體含量減少。這是因為打底層對其有預熱作用,蓋面層對其有后熱作用,故組織分布更為均勻。

圖6 填充層焊縫的金相組織
3組蓋面層焊縫金相組織如圖7所示,蓋面層為最后一層焊縫。可以看出不同焊接電流的蓋面層焊縫有碳化物析出,枝晶相對大些,組織分布均勻性較填充層差些。

圖7 蓋面層焊縫的金相組織
從圖5~圖7的3組焊縫的金相組織分布來看,第3組焊接電流的焊縫組織分布更為均勻,晶粒更細小。
2.2 硬度分析
對304不銹鋼焊接接頭的維氏硬度進行分析,因為硬度對表面性能影響較大,分析不同焊接電流的蓋面層維氏硬度,如圖8所示。

圖8 蓋面層焊接接頭的維氏硬度
從圖8可以看出,焊接接頭的焊縫、熔合區、熱影響區的維氏硬度差別較大。不同焊接電流的3組蓋面層焊接接頭的維氏硬度值都是隨著與焊縫距離的增加,先增加后減小的[12],即維氏硬度值從焊縫到熔合區和熱影響區呈上升趨勢,從熱影響區到母材呈下降趨勢,直至達到母材硬度。第3組蓋面層焊接接頭的維氏硬度值較其他2組的略大,這可能是因為填充層對蓋面層預熱作用,溫度越高,預熱作用越明顯,并且焊接電流也會影響著熔池結晶,晶粒更細小、均勻的緣故。
3 結論
綜上所述,不同焊接電流對304不銹鋼的焊條電弧焊焊接接頭組織和硬度的影響,結論如下:
1)不同焊接電流的304不銹鋼的打底焊、填充焊和蓋面焊焊縫處主要由奧氏體+δ鐵素體組成。
2)分析3組焊接電流的焊縫組織和硬度,電流為打底層70 A、填充層90 A、蓋面層85 A時304不銹鋼的焊接接頭晶粒更細小,組織更均勻,硬度更大些。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
