
某型機車電機轉(zhuǎn)子去應(yīng)力圓弧槽修磨工藝優(yōu)化
2021-09-11 08:23:48彭海萍毛曉軍楊學(xué)軍陳東彪顏黎明
環(huán)境技術(shù) 2021年4期
關(guān)鍵詞:優(yōu)化
彭海萍,毛曉軍,楊學(xué)軍,陳東彪,顏黎明
(中車株洲電機有限公司,株洲 412001)
引言
軌道交通機車電機是整個機車的動力源,是機車安全運行的關(guān)鍵命脈,驅(qū)動系統(tǒng)的可靠性是影響走行部安全的關(guān)鍵因素。伴隨著機車朝著大功率、高速重載方向發(fā)展,驅(qū)動系統(tǒng)的加工工藝發(fā)展已成為走行部驅(qū)動系統(tǒng)可靠性的主導(dǎo)因素。
近年來,隨著大功率和諧型機車引進,牽引電機傳動端軸承廣泛采用與齒輪箱共油飛濺潤滑,驅(qū)動系統(tǒng)潤滑由傳統(tǒng)的“齒輪/軸承獨立潤滑”轉(zhuǎn)變?yōu)榧扔械摹褒X輪/軸承混合潤滑”。針對中國南北氣候差異復(fù)雜及沙塵、大坡道、重載高速等惡劣工況的運行環(huán)境,潤滑方式的改變給驅(qū)動系統(tǒng)中電機轉(zhuǎn)子內(nèi)錐孔對應(yīng)的小齒輪油槽位置處的設(shè)計和加工工藝可靠性帶來全新課題。
例如,某型大功率貨運機車電機在檢修過程中,發(fā)現(xiàn)在電機轉(zhuǎn)子內(nèi)錐孔對應(yīng)的小齒輪油槽位置處,出現(xiàn)整圈壓痕,部分壓痕已經(jīng)發(fā)展成為微裂紋,對電機的使用產(chǎn)生了嚴(yán)重的安全隱患。因此,如何有效的修復(fù)壓痕,保證電機驅(qū)動系統(tǒng)恢復(fù)正常運行,成為了一個亟待解決的課題。
1 壓痕修磨工藝優(yōu)化
某型機車驅(qū)動系統(tǒng)中小齒輪結(jié)構(gòu)如圖1所示,小齒輪裝配在牽引電機轉(zhuǎn)軸內(nèi)錐孔中,在牽引電機長期高速重載負荷運行過程中,小齒輪外表面的油槽(如圖1中I處)也長期與電機轉(zhuǎn)軸內(nèi)錐孔表面磨合,常常發(fā)現(xiàn)在電機轉(zhuǎn)軸內(nèi)錐面上會產(chǎn)生一條7~8 mm寬、深約0.1 mm的壓痕。

圖1 某型機車小齒輪結(jié)構(gòu)圖
1.1 基本要求
如圖2所示,為了消除電機轉(zhuǎn)軸內(nèi)錐面上的壓痕(圖2中Ⅱ處),通常都是采用仿形磨削的加工方式,基本要求如下:
1)為了最大限度消除應(yīng)力集中,轉(zhuǎn)子磨削后的輪廓應(yīng)光滑無尖棱,且應(yīng)完全包含壓痕;
2)考慮對刀、尺寸公差等影響,可將轉(zhuǎn)子壓痕處擬修磨的輪廓設(shè)計成有效寬約12,深約0.3,在兩側(cè)用R4的凹、凸圓角進行連續(xù)相切過渡的去應(yīng)力的圓弧槽;
3)粗糙度要求保證在Ra 1.6以上。
1.2 修磨工藝分析
本文中修磨工藝采用的設(shè)備是深孔內(nèi)圓磨床,用定制尺寸的長刀桿配合定制砂輪,伸入電機轉(zhuǎn)軸內(nèi)錐孔壓痕處進行磨削,加工示意圖如圖3所示。
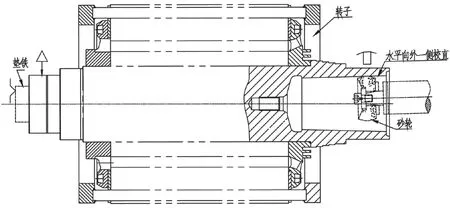
圖3 轉(zhuǎn)子內(nèi)錐孔修磨示意圖
仿形磨削中的仿形板是根據(jù)圖2中,擬修磨去應(yīng)力圓弧槽的尺寸要求制作而成的,將仿形板固定在機床床身上,加裝在金剛筆一側(cè),金剛筆通過一側(cè)的走形裝置帶動,走出仿形板的形狀,使得砂輪表面通過金剛筆的修磨達到需要的形狀要求[1],如圖4所示。

圖2 電機軸與小齒輪軸配合處擬修磨的去應(yīng)力圓弧槽

圖4 仿形裝置示意圖
當(dāng)去應(yīng)力圓弧槽形狀設(shè)計要求有變化時,可以通過更換對應(yīng)形狀的仿形板,再次滿足砂輪外輪廓的成型修整。
1.3 存在的問題
通過分析發(fā)現(xiàn),采用上述修磨工藝,在實際中遇到了以下幾個問題:
1)走形裝置在日常作業(yè)中,與仿形板來回接觸的尖棱會產(chǎn)生磨耗,逐漸成扁平狀,再進行走形時,金剛筆修磨出的砂輪上的R4圓角會產(chǎn)生失真,導(dǎo)致轉(zhuǎn)子修磨后的去應(yīng)力圓弧槽圓角失真[2]。
2)因制作的仿形板寬度就是去應(yīng)力圓弧槽的寬度,在磨削過程中,砂輪只需徑向進刀,無需軸向走刀,就能得到所需的圓弧槽輪廓,使得去應(yīng)力圓弧槽槽底的粗糙度無法得到很大的提升。
3)砂輪在仿形磨削過程中,由于本身砂粒不斷被擠壓脫落,砂輪整體表面輪廓與理論不符,導(dǎo)致最終修磨的輪廓與理想曲線有區(qū)別。
4)修磨后,采用滴蠟的方式進行最后輪廓檢測,蠟塊冷卻成型后取出,去除左右兩側(cè)不規(guī)格輪廓,利用對刀儀進行投影,得到具體的輪廓信息。一方面由于滴蠟本身存在不穩(wěn)定性,員工個體的手工操作、周圍環(huán)境等導(dǎo)致取樣的差異較大,另一方面采用對刀儀進行投影時,只能分段擬合圓弧,整個輪廓較抽象,導(dǎo)致投影結(jié)果出現(xiàn)的不確定性增大。
1.4 解決方案
針對修磨工藝中存在的問題,可以采取以下的方案進行優(yōu)化解決:
1.4.1 方案1:圓角失真優(yōu)化
1)因尖角容易磨平,可將走形裝置上的尖棱更改為R1.5圓角,仿形板上相應(yīng)的凹圓弧與凸圓弧,分別更改為R2.5與R5.5,如圖5所示,使金剛筆最終擬合出凹、凸圓弧均為R4的目標(biāo)輪廓[2]。
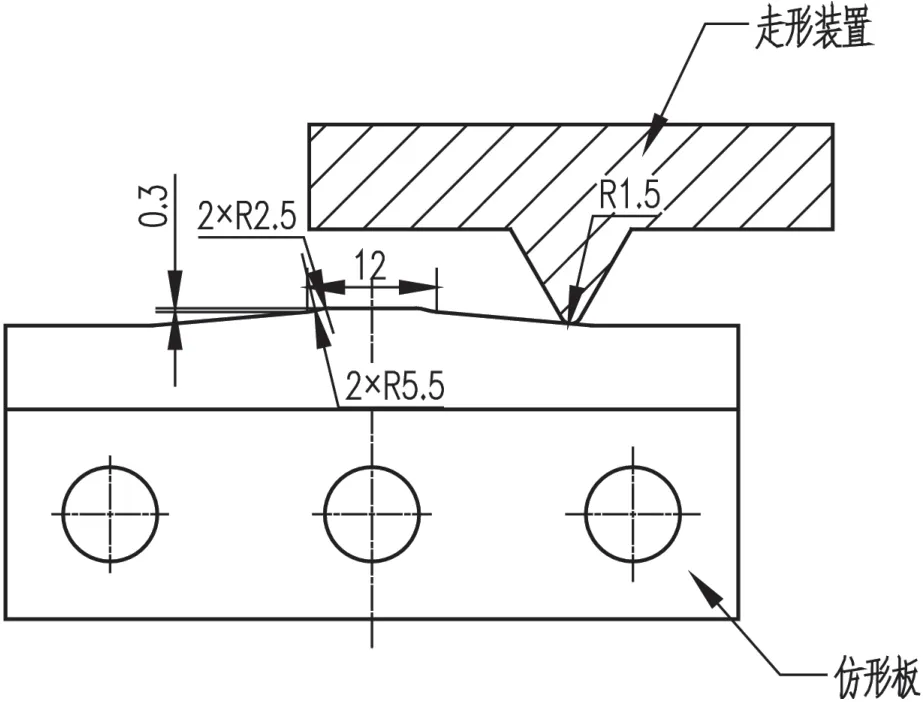
圖5 圓角更改后的配合走形示意圖
2)優(yōu)化后,磨削完的去應(yīng)力圓弧槽底出現(xiàn)了平緩的圓弧連接。用輪廓儀檢查圓角優(yōu)化前后圓弧槽輪廓,槽底的圓角變化見表1。

表1 圓角優(yōu)化前后的油槽圓弧
1.4.2 方案2:粗糙度改善優(yōu)化
為得到更低的表面粗糙度數(shù)值,將仿形板的有效寬度從12 mm修改為8 mm,如圖6所示,增加4 mm的軸向走刀。走刀方式的改變,使最后得到的粗糙度由Ra1.6提升至Ra1.0以下。
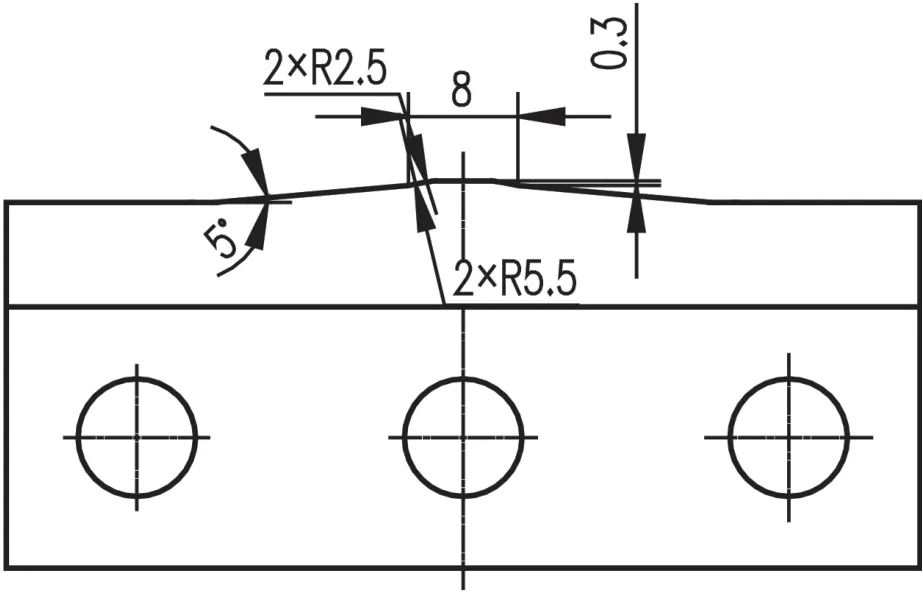
圖6 有效長更改后的仿形板
1.4.3 方案3:工序優(yōu)化
為解決磨削過程中砂粒不斷脫落,導(dǎo)致修磨輪廓出現(xiàn)偏差的問題,增加精磨工序,留精磨余量0.02~0.04 mm,重新用金剛筆修整砂輪成型后,再進行精磨,直至修復(fù)成型,優(yōu)化前后的工藝流程見表2,最后得到的去應(yīng)力圓弧槽的輪廓更加貼近理論值。

表2 修磨工藝優(yōu)化前后對比
1.4.4 方案4:檢測方式優(yōu)化
因滴蠟投影結(jié)果的輪廓不清晰,擬合分析時產(chǎn)生的不確定性較大(見圖7),為了提高檢測結(jié)果的可靠性與重復(fù)精度,根據(jù)轉(zhuǎn)子內(nèi)錐孔修磨后的油槽位置與轉(zhuǎn)子±0.1內(nèi),凹、凸圓角分別與兩側(cè)槽底、內(nèi)錐孔的的連接光滑連續(xù)。

圖7 滴蠟后采用對刀儀分段取樣的模糊輪廓
4)單個轉(zhuǎn)子去應(yīng)力圓弧槽的檢測時間從之前的25 min/臺降低至7 min/臺,效率提升70 %。檢測結(jié)果的可靠性大大增加,使員工更全面的認識到實際加工的應(yīng)力圓弧槽輪廓,并不斷進行優(yōu)化。的形狀特征,非標(biāo)定制轉(zhuǎn)子內(nèi)錐孔表面輪廓檢測儀,輪廓檢測儀采用探針直接檢測被測物體輪廓的方式,測量過程簡單快速,測量結(jié)果精確明了,具體可見圖8。

圖8 輪廓儀檢測應(yīng)力圓弧槽結(jié)果
2 結(jié)論
經(jīng)過上述優(yōu)化措施后,電機轉(zhuǎn)軸內(nèi)錐孔去應(yīng)力圓弧槽的加工質(zhì)量的穩(wěn)定性與檢測效率得到了顯著的提升:
1)應(yīng)力變化較大的兩側(cè)R4圓角更貼近加工要求,消除了小圓角或尖棱過渡的情況,應(yīng)力變化得到了有效的控制,使電機轉(zhuǎn)軸的使用壽命大幅增加。
2)槽底粗糙度得到了有效提升,通過增加軸向走刀的磨削方式,粗糙度達到了Ra1.0以下,有效的降低了磨削的表面應(yīng)力。
3)檢測出的應(yīng)力槽輪廓與理想輪廓基本一致,圓角偏差在
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
