固體顆粒粒徑對輸送泵葉輪磨損特性的影響①
2021-09-15 13:34:08丁可金李長江
礦冶工程 2021年4期
關鍵詞:深度
張 勝,曹 騫,康 燦,丁可金,李長江
(1.國家泵類產品質量檢驗中心(山東),山東 淄博255209;2.江蘇大學能源與動力工程學院,江蘇 鎮江212013;3.中國船舶重工集團公司第七○四研究所,上海200031)
葉片泵是輸送固液兩相混合物的關鍵裝備,固體顆粒對葉片泵過流部件的磨蝕是輸送泵中的突出問題之一。顆粒與壁面發生碰撞和摩擦,造成輸送泵過流部件表面材料去除,泵效率和運行穩定性下降,嚴重時導致輸送泵停機和整個流程的中斷[1-2]。研究輸送泵內的固液兩相流動、顆粒運動規律及顆粒對泵過流部件的磨損具有重要意義。
隨著計算流體動力學(CFD)技術的發展,流動模擬的準確性不斷提高,其已成為泵內固液兩相流動研究的主要方法之一。基于對流動的模擬,考慮顆粒的運動及物理屬性,進而嘗試對顆粒對壁面的磨損進行模擬[3-5],這是目前的研究熱點之一。
由于固液兩相流體輸送泵內顆粒運動非常復雜,并且受到顆粒物理性質(硬度、形狀、粒徑等)和顆粒群性質(濃度、粒徑分布等)的綜合影響,過流部件的磨損行為和影響因素難以準確描述,對于其中磨損機理的認識還不夠深入。以往研究中通常忽略顆粒之間的碰撞,得到的磨損規律與物理真實之間存在一定的差距。本文借助EDEM和ANSYS Fluent商用軟件,采用離散元方法(DEM)和CFD耦合的方法進行數值模擬,充分考慮顆粒之間、顆粒與液體之間的相互作用,模擬輸送泵內固液兩相流動,并使模擬更接近實際運行工況[6]。同時,獲得輸送泵過流部件的磨損特性,并考慮顆粒粒徑變化對磨損結果的影響,對比分析其中的規律,為輸送泵抗磨損設計及運行優化提供支撐。
1 輸送泵參數與幾何模型
選取某固液兩相流體輸送泵為模型泵,其基本設計參數及葉輪主要幾何參數如表1所示。
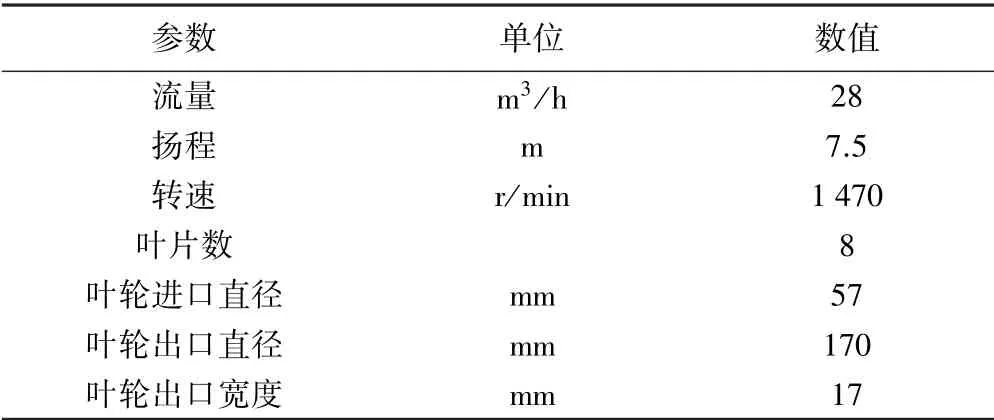
表1 輸送泵設計參數及葉輪幾何參數
圖1為輸送泵結構示意圖。該泵為臥式單級單吸離心泵,固液兩相介質自水平方向吸入。葉片為圓柱形葉片,在葉片進口略扭曲以提高流動質量。葉片間流道相對于普通離心泵葉片流道寬敞,以提高固液兩相流體的通過性。葉片數為8,其中包含4個長葉片和4個短葉片,短葉片靠近長葉片工作面布置。葉片后蓋板不設背葉片,采用開槽結構。
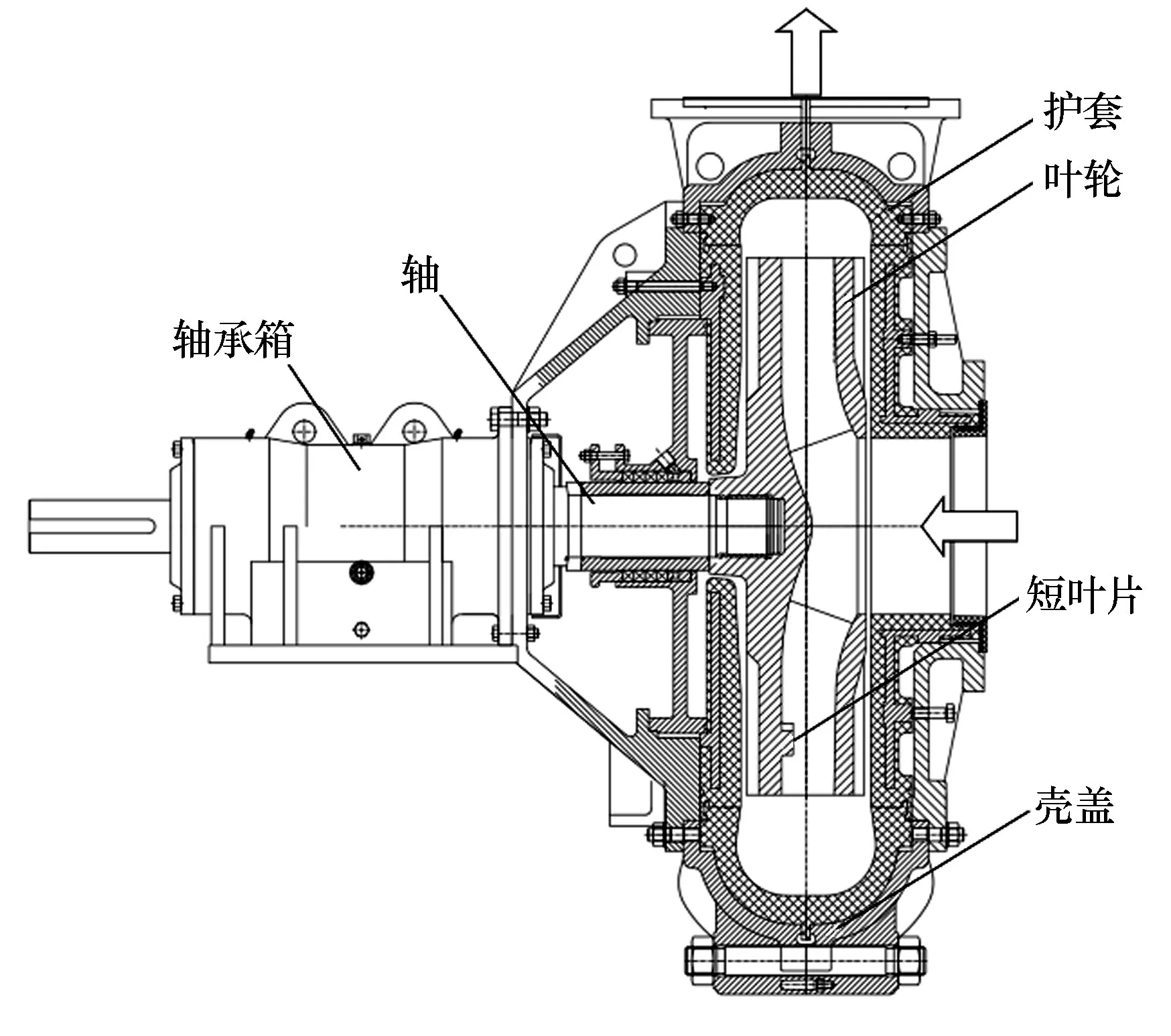
圖1 輸送泵結構示意圖
采用Siemens NX軟件對該輸送泵過流部件進行三維建模,考慮其中圓角、過渡等小尺度幾何特征。經過布爾運算后獲得流動充滿的空間模型,即水體模型,整個水體模型由吸入段、葉輪區域、壓出室域和出口段構成,如圖2所示。
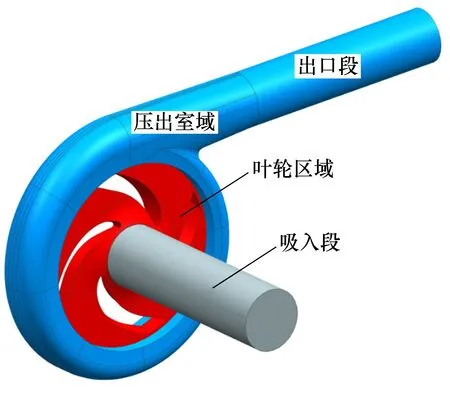
圖2 計算域水體幾何模型
2 數值模擬方法
2.1 基本假設
為探究不同粒徑的固體顆粒磨損輸送泵過流部件的規律,假設清水為連續相,為不可壓縮流體,固相顆粒為離散項,每相的物理特性均為常數;顆粒為直徑均勻的球形顆粒,每個顆粒的物理性質均相同,且不考慮相變。
2.2 顆粒運動方程
顆粒的受力決定了顆粒的運動軌跡。除了重力、阻力外,這里還要考慮Saffman升力FS、虛擬質量力FV和壓力梯度力FP。
固體顆粒運動方程為:

式中mi為顆粒質量;u i為顆粒速度;FC和FD分別為顆粒被液體攜帶過程中受到的離心力和阻力。
FS、FV和FP分別為:
式中ρ為流體密度;μ為流體動力黏度;u為流體流動速度。
2.3 EDEM-Fluent耦合
本文應用歐拉-拉格朗日模型進行固液兩相耦合。利用ANSYS Fluent在歐拉坐標系下對液相進行計算,控制方程采用基于時均的Navier-Stokes方程,湍流模型采用標準κ-ε湍流模型,用SIMPLEC算法進行壓力和速度耦合,對流項及擴散項均采用二階中心差分格式。計算域的進口采用速度進口邊界條件,出口采用出流邊界條件,在各過流部件表面設置無滑移邊界條件,近壁面區流動采用標準壁面函數處理。數值模擬中,各監測量的收斂精度統一設為10-5。
利用EDEM在拉格朗日坐標系下對固相顆粒進行求解,設定顆粒為單一粒徑的球形。模擬過程中不考慮熱交換。顆粒與顆粒間的接觸模型選用Hertz-Mindlin無滑移模型[7-8]。在該模型中,法向力分量的計算基于Hertz接觸理論,切向力分量的計算則基于Mindlin-Deresiewicz的工作[9-10]。顆粒與輸送泵過流部件壁面之間的接觸采用Hertz-Mindlin模型和Archard磨損模型共同處理[11]。
2.4 Archard磨損模型
Archard磨損模型的表達式為:

式中Q為去除材料的體積即磨損體積,mm3;Fn為法向力;dt為滑動距離,m;W為磨損系數,可表示為:

式中K為無量綱常數;H為最軟表面的硬度值。

式中h為磨損深度;A為磨損區域面積,EDEM中采用磨損深度表示單位面積的磨損量。
2.5 網格劃分
利用ICEM CFD商用軟件對各過流部件進行網格劃分,各部分計算區域均采用非結構四面體網格進行離散,對近壁面區網格進行加密。經過網格無關性檢查,最后確定網格劃分方案。最終確定的網格方案中,4個計算子區域的網格數如表2所示。

表2 各計算子區域的網格數
3 結果與討論
將輸送泵進口的固相質量分數設為10%。選取顆粒粒徑d=1.0~4.0 mm工況進行流動模擬。為檢查模擬中固相的質量守恒,在輸送泵啟動過程中,選取d=2.0 mm和4.0 mm進行泵內顆粒總質量比較。計算得到的泵內固體顆粒總質量隨時間的變化如圖3所示。泵啟動后,泵內顆粒質量不斷增加,0.3 s后,2種顆粒粒徑工況下的泵內顆粒總質量達到平衡,泵進入平穩運行階段。以下在t=0.408 16 s(葉輪旋轉10個周期所需的時間)后對模擬結果進行分析與討論。
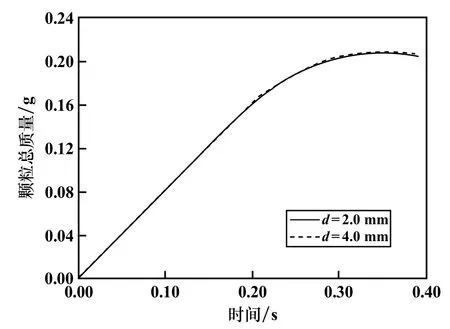
圖3 不同粒徑工況下泵內顆粒質量在泵啟動過程中的變化
3.1 顆粒粒徑對葉輪磨損的影響
圖4為輸送泵葉輪各過流部件的平均磨損深度隨顆粒粒徑的變化情況。可以看出,隨著顆粒粒徑增大,長葉片平均磨損深度逐漸減小,短葉片平均磨損深度顯著增加,后蓋板平均磨損深度先增大后減小。相比之下,前蓋板平均磨損深度較小,隨著顆粒粒徑增加呈現逐漸增大的趨勢。
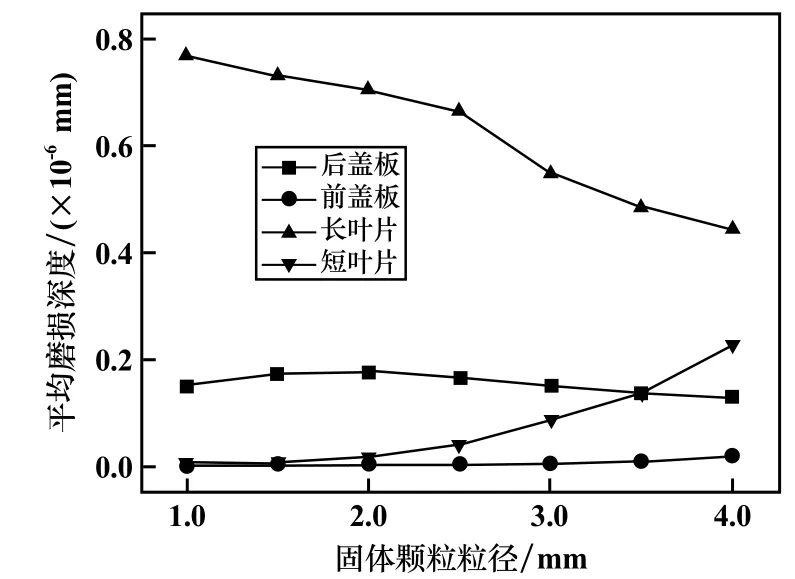
圖4 葉輪各部件平均磨損深度隨顆粒粒徑的變化
圖5為輸送泵葉輪各過流部件的最大磨損深度隨顆粒粒徑的變化情況。最大磨損深度表征葉輪各部件磨損最嚴重區域的磨損情況,前蓋板、后蓋板、短葉片的最大磨損深度變化情況與平均磨損深度變化趨勢相近。值得注意的是,長葉片的最大磨損深度在d=2.5 mm時達到峰值,隨著顆粒粒徑進一步增大,最大磨損深度減小。
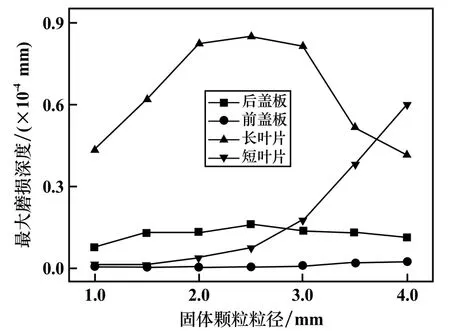
圖5 葉輪各部件最大磨損深度隨顆粒粒徑的變化
表3為同一磨損時刻葉輪各部件的磨損深度分布隨顆粒粒徑的變化情況。可見葉輪各部件均出現不同程度的磨損。葉片磨損較為嚴重,集中在葉片進口處和葉片工作面出口靠近后蓋板的位置。
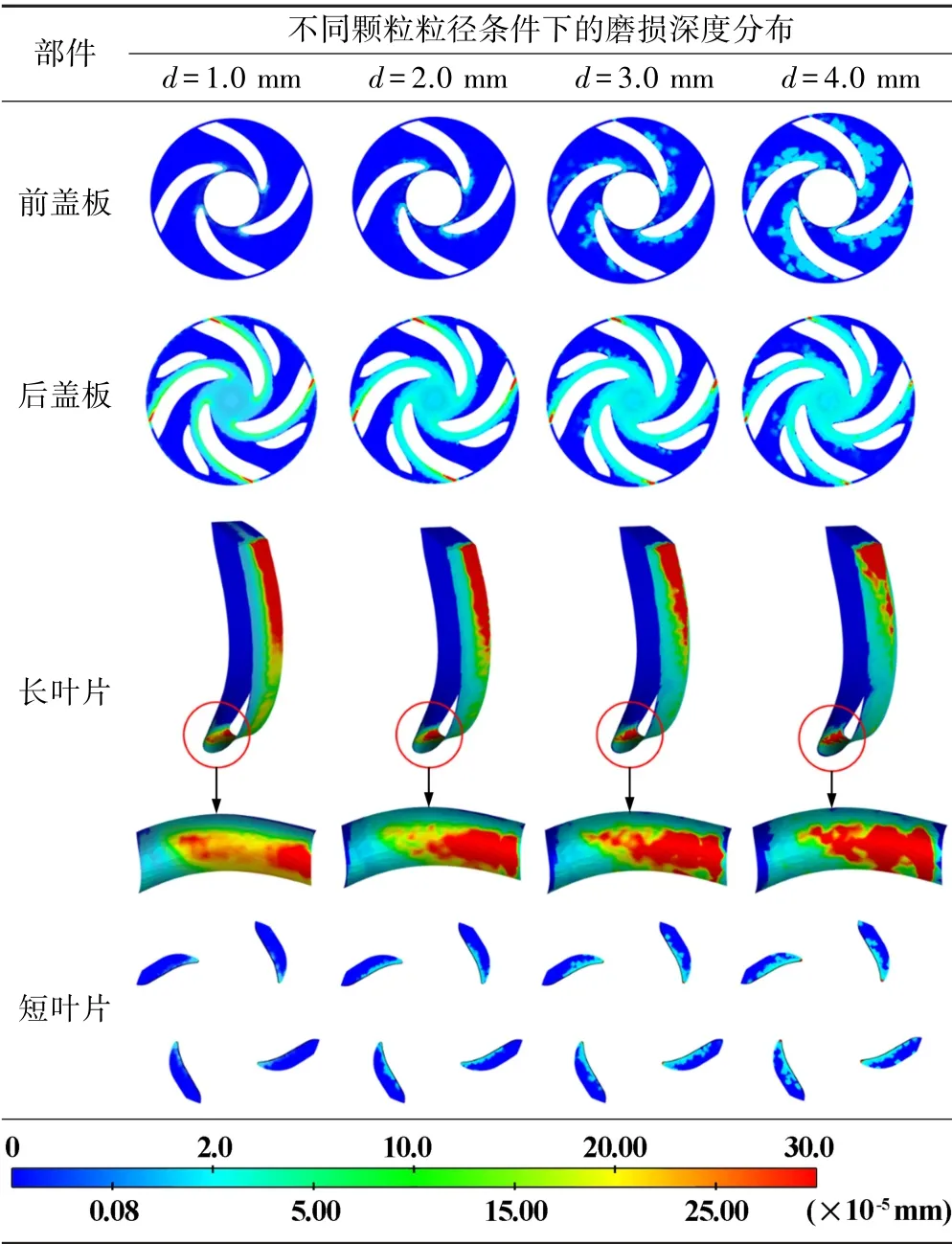
表3 葉輪各部件磨損深度分布
隨著顆粒粒徑增大,前蓋板表面呈現塊狀磨損狀態,說明大顆粒在葉輪中運動不規則性較強,碰撞前蓋板幾率大,從而造成沖擊磨損。在前蓋板表面,磨損較嚴重的區域位于前蓋板與葉片進口交界處,前蓋板磨損亦隨顆粒粒徑增大而加劇,但與葉輪其他部件相比,磨損深度較小。后蓋板磨損最嚴重的區域位于葉片出口工作面附近。隨著顆粒粒徑增大,后蓋板表面與葉片交界處附近區域的磨損程度有所減輕,但磨損范圍擴大。在后蓋板的中心區域,隨顆粒粒徑增大,顆粒慣性增大,同時顆粒之間的碰撞作用增強,少量顆粒進入葉輪流道后未跟隨葉片運動,而是繼續沿軸向運動,從而對該部位進行沖擊。該部分顆粒無法正常進入葉輪流道,對該區域產生持續性切削作用,從而造成磨損。葉片出口工作面靠近后蓋板位置為嚴重磨損區域,但是隨著顆粒粒徑增大,嚴重磨損區域的面積有所減小;葉片工作面進口與出口之間的區域磨損深度減小。葉片進口的磨損也隨著粒徑增大而加重,葉片進口磨損位置更偏向于后蓋板。在后蓋板上設置的4個短葉片的磨損隨顆粒粒徑增加而加劇,磨損的位置位于短葉片上靠近葉片工作面的區域。
為了驗證數值模擬的物理有效性,在某磨損試驗臺上進行了輸送泵葉輪磨損試驗,所用顆粒粒徑2.0 mm,將泵拆解后獲得的葉輪磨損后照片如圖6所示。可以看出,磨損試驗后,葉片進口處以及葉片出口工作面均產生嚴重磨損,尤其是葉片工作面出口,已被顆粒磨穿。圖6結果與表3一致。
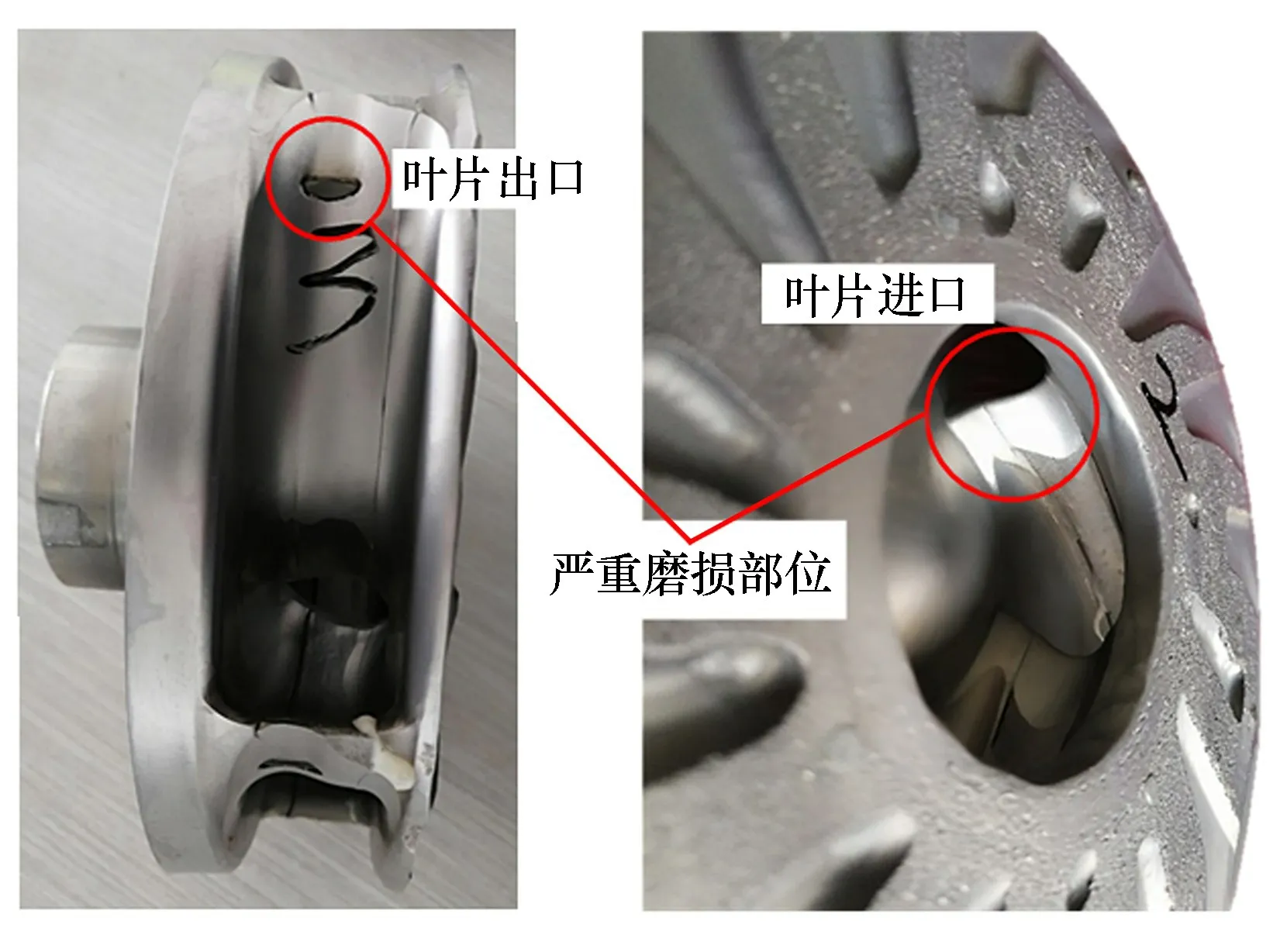
圖6 磨損試驗后的葉輪照片
3.2 顆粒運動分析
圖7為顆粒粒徑1.0 mm和4.0 mm條件下輸送泵內的顆粒速度分布及葉片進口區域的速度矢量分布。
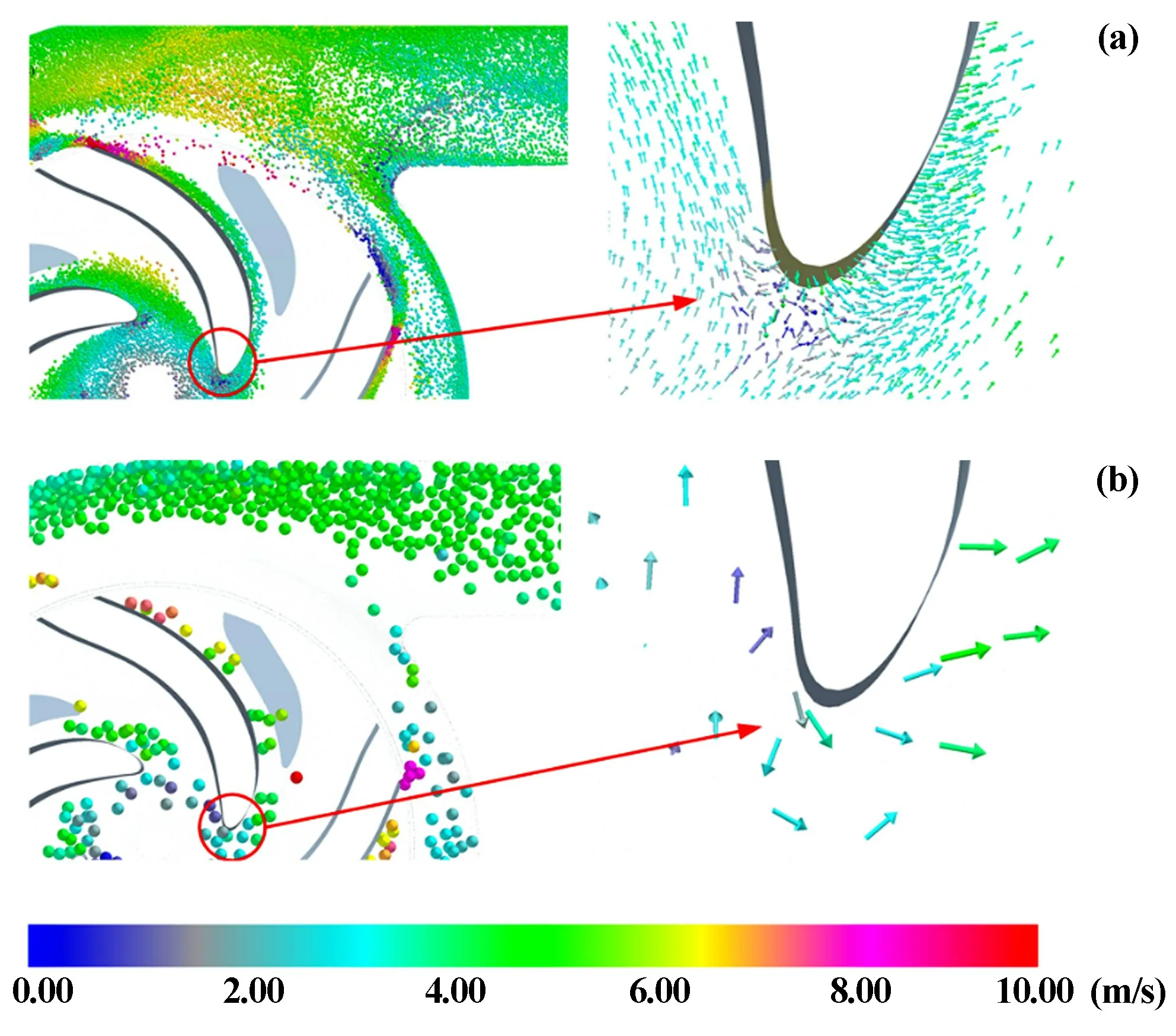
圖7 泵流道內的固體顆粒分布
當d=1.0 mm時,在葉片進口區域,大量顆粒反復與葉片頭部產生碰撞,產生低速環流區,對葉片頭部進行沖擊,導致磨損。顆粒進入葉輪后,速度方向由軸向逐漸向徑向轉變,有序地沿葉片工作面向下游運動,顆粒運動軌跡與短葉片之間存在明顯間隙,故當顆粒粒徑較小時,短葉片磨損較輕。葉片進口與出口之間的工作面與顆粒之間存在一定間隙,所以該位置磨損量較小。在葉片出口處,顆粒速度驟增,較大的切向速度分量使顆粒沿著葉片出口快速運動,造成橫向切削磨損。
在保證泵進口流量及固相質量分數不變的情況下,隨著顆粒粒徑增大,單個顆粒體積及質量增大,顆粒數減少。葉片進口處顆粒速度與其他粒徑工況相比未發生明顯變化。但質量增大使單個顆粒動能增大,對葉片頭部產生更強的沖擊作用。顆粒慣性以及離心力增大,使顆粒有向葉片背面運動的趨勢,進而與短葉片發生碰撞。顆粒在葉輪流道內的運動更加不規則,部分顆粒運動至短葉片與葉片背面之間的流道。在葉片出口處,隨著顆粒粒徑增大,顆粒運動速度減小,葉片工作面出口的磨損減輕。
為更加直觀地表示不同顆粒粒徑條件下顆粒與壁面的碰撞規律,引入無量綱相對碰撞率N:

表4為不同顆粒粒徑條件下,顆粒對長葉片工作面的相對碰撞率。隨著顆粒粒徑增大,顆粒對長葉片工作面的相對碰撞率減小,說明顆粒撞擊長葉片工作面的幾率下降,顆粒有遠離長葉片工作面的趨勢。
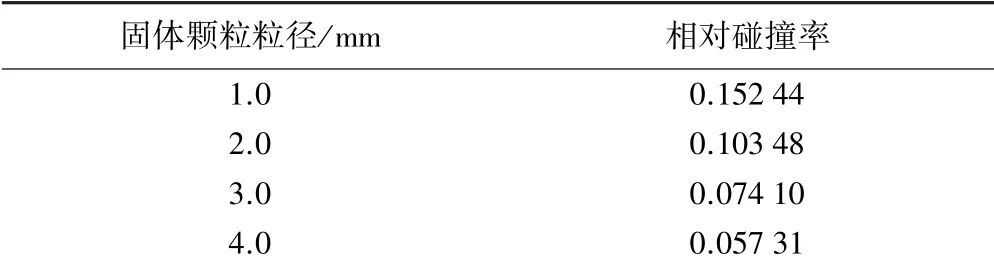
表4 顆粒粒徑對長葉片工作面的相對碰撞率
4 結 論
1)葉片磨損集中在長葉片工作面出口和葉片進口位置。隨著顆粒粒徑增大,長葉片平均磨損深度減小,但其最大磨損深度先增加后減小。
2)葉片背面磨損總體較輕。隨著顆粒粒徑增大,葉片進口磨損不斷加重,而葉片工作面磨損量減小。
3)隨著顆粒粒徑增大,顆粒撞擊葉輪工作面幾率減小,顆粒有向葉片背面運動的趨勢,部分顆粒沖擊短葉片,顆粒運動不規則性增強。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57