基于DCS的紙機控制系統集成設計
2021-09-16 00:48:07陳奕樹
今日自動化 2021年7期
陳奕樹
[摘? ? 要]造紙行業應用的自動化系統種類繁多,通常會將各類系統整合到技術成熟且兼容性高的DCS平臺上做集中控制,紙機控制系統就是典型的系統集成代表。介紹紙機控制系統的主要構成和各部分子系統的特點,描述了一種以DCS為基礎對各部分系統進行集成的設計方案,同時也對紙機控制系統發展方向進行了探討。
[關鍵詞]造紙工業;紙機控制系統;DCS;PLC
[中圖分類號]TS736;TP29 [文獻標志碼]A [文章編號]2095–6487(2021)07–0–02
Discussion on Integrated Design of Paper Machine Control System Based on DCS
Chen Yi-shu
[Abstract]There are many types of automation systems used in the paper industry, and various systems are usually integrated on a DCS platform with mature technology and high compatibility for centralized control. The paper machine control system is a typical system integration representative. Based on this background, the main composition of the paper machine control system and the characteristics of each part of the subsystem are introduced, and a design scheme for integrating various parts of the system on the basis of DCS is described. At the same time, the development direction of the paper machine control system is also carried out. Explore.
[Keywords]paper industry; paper machine control system; DCS; PLC
現代造紙業經過多年發展,已經形成了一個系統工程。規模化的造紙廠一般由漿廠、發電廠、化工廠和能源回收部等多區域構成。通過對產線進行協調,可以實現節能環保、減排降耗、提高產品品質的目標。隨著廠區規模擴大,通常需要購買或升級大量來自不同設備商的工業設備,整個造紙大系統的集成性、可靠性、開放性就顯得更為重要。DCS憑借其集中管理和分散控制的特點,在造紙行業中可謂具有相當的優越性。現代大型造紙廠通常以DCS作為操作平臺,并將其他控制系統信息集成至DCS顯示或參與控制。紙機控制系統作為造紙流程的關鍵系統,也是應用此類方案的代表。本文介紹一種以ABB第四代DCS為基礎,將紙機工段多個子系統整合成大型控制網絡系統的方案。該系統具有信息高度集成的特點,也便于后續升級接入ERP等企業信息管理系統,是當前較為典型的紙機集成型控制系統。
1 紙機控制系統的主要構成
(1)DCS(集散式控制系統)。在紙機系統中,DCS主要負責生產過程的整體流程控制,其分散采集和高速通訊能力有利于對現場閥門、流量計、烘箱風機等諸多設備進行協調控制。另外現代紙機產能很高,DCS的冗余設計結構能有效保障系統的運行安全,同時其高度可擴展性也對后續實施技術改造及兼容新型設備帶來便利。
(2)MCS(紙機控制系統)。MCS是指抄紙機本體的控制系統,其重點在于快速響應現場變量變化并對紙機進行及時調控。MCS的控制對象主要包括幾個壓區的比例閥、擺動噴淋水閥、毛毯跑偏開關、切邊水刀、蒸汽箱、液壓油泵等設備及相關的壓力、溫度、位置等參數。
(3)QCS(質量控制系統)。QCS是大型紙機系統中非常重要的部分。它以橫向(Cross Drection)和縱向(Machine Drection)質量檢測方案為基礎,利用掃描架Scanner在線測量紙張的定量、水分、灰度等參數,并通過紙機自身的閉環控制系統實時調控上漿量、稀釋水量、蒸汽用量等,實現對紙張的質量標定生產。
(4)Drive(傳動控制系統)。整個紙幅在紙機生產中會經過網部、壓榨部、烘箱部等多個工段,在各個工段紙幅的受熱程度和水分都有所不同,物理特性也會有差異,所以要用互相協調的變速分部傳動鏈來控制紙機運作,避免發生斷紙異常。另外不同的生產漿料配比和紙種選擇也會對車速有對應要求,需要為此進行匹配的速度控制。穩定精確的傳動控制系統可以保證紙幅的平整和受力均勻。
(5)檢測和監控系統等。目前紙機的檢測方案一般是在軸承和齒輪箱等位置安裝振動傳感器,實時檢測振動頻率,從而推斷設備的機械磨損程度并對可能發生的故障進行預警。監控方案主要是在重要工段位安裝高清高速攝像機,對關鍵部位的紙幅變化情況進行實時監視,以及在發生斷紙異常時通過查看監控錄像分析斷紙原因。
2 紙機控制系統的集成設計
2.1 以DCS作為集成平臺
DCS平臺采用ABB IndustrialIT系統構建,該系統涵蓋了ABB公司專門為造紙自動化開發的各類方案,使用起來相當便捷。在硬件方面,包括系統服務器、盤柜主電源、電源管理模塊、控制器、通訊模塊在內的各類設備,均采用冗余設計方案,確保制程穩定運行。控制器型號為AC800M PM864,主頻可達96MHz,能根據不同通訊協議需求接入不同型號的通訊卡。附加使用BC810模塊還能實現冗余CPU的可在線更換功能,利于后續維保工作的進行。在程序方面,ABB DCS支持多種編程語言。實際使用中以FBD語言為主,其調用模塊簡單高效,復用性強,便于快速編程和查詢聯鎖。實例中將程序根據工段劃分為篩選、上漿、紙機控制、輔助系統等多個部分,分別寫入多個控制器分攤運行負載,不同控制器間使用MMS協議進行通訊。與紙機相關的MCS、QCS、傳動系統等程序則集中于紙機段控制器,這樣變量調用更為方便。在通信方面,DCS主要使用PROFIBUS-DP協議,PROFIBUS-DP非常適用于現場分布式設備通訊,并且因為MCS在建設時也使用PROFIBUS-DP通訊,統一通訊協議將便于進行系統整合。
2.2 與MCS進行集成
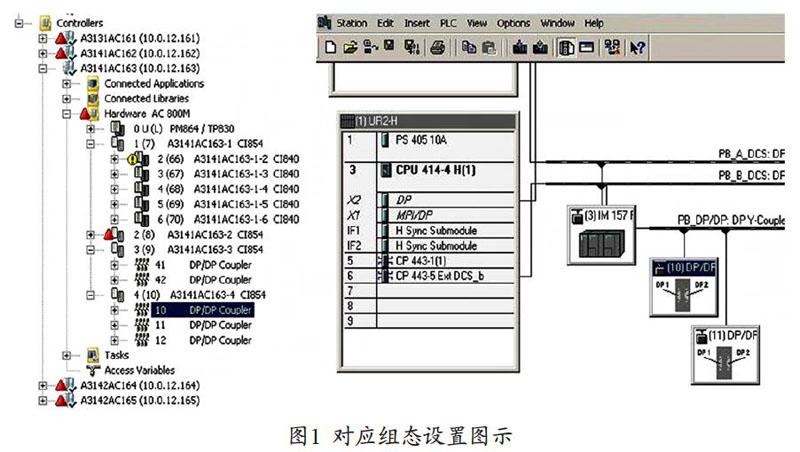
MCS使用西門子PLC構建,具有對現場復雜工況環境適應性強,響應速度快等優點。主站采用西門子400系列冗余CPU和通訊模塊CP443-5搭建,因與DCS均采用標準PROFIBUS通訊協議,拓撲結構可設計為在DCS通訊卡CI854和PLC通訊卡CP443-5間使用DP/DP Coupler模塊相連。DP-DP模塊可用于波特率不同的兩個網段通訊,且通訊區支持高達244字節的輸入和輸出。通過使用ABB CBM軟件和西門子STEP7軟件組態對應DP-DP模塊地址和輸出位,可實現兩個PROFIBUS-DP主站系統之間的數據通訊。對應組態配置如圖1所示。DP-DP模塊通訊的數據包括了MCS現場設備測量的模擬量和開關量,以及MCS中聯鎖輸出的開關量。實例中MCS的程序編寫也以FBD編程語言為主,因此以MCS程序作為參考,使用這些數據在ABB DCS程序中調用對應的FBD模塊進行復寫,便能在DCS中重新構造操作畫面和設定實時報警,實現在DCS就能對MCS所涵蓋設備進行集中控制的功能。
2.3 與QCS進行集成
QCS采用的是HONEYWELL4000系列掃描架及對應的達芬奇質量控制系統軟件。以組RAID硬盤的HP工作站作為服務器,通過兩個交換機與現場觸摸屏、掃描架控制器、稀釋水閥頭箱控制器等設備連接通訊。QCS與DCS間通訊使用的是OPC通訊方案,OPC是一種采用了典型Client-Server結構模式,廣泛應用于工業控制的數據存取規范標準。其目的是解決不同廠商設備驅動程序和應用軟件間因通信協議不同等原因導致的通信障礙。利用建立OPC服務器的方法可將QCS采集的如水分、基重、掃描頭工況、歷史曲線等數據傳輸到ABB OPC網絡,再從OPC網絡抓取數據到CN控制網使用,實現QCS與DCS的融合。
2.4 與Drive進行集成
傳動系統在實例中也采用西門子PLC進行構建,但因控制器安裝在傳動MCC室,與DCS主控制室距離較遠,不適合直接用PROFIBUS線接DP/DP Coupler模塊進行數據傳輸,否則通訊質量將受到影響。兩主站間的通訊在此方案基礎上擴展為采用光電轉換器作中繼及光纖傳輸數據是較為合適的選擇。實例中采用的中繼設備是赫斯曼G11光電轉換器OZD,該轉換器具備標準的兩個ST光口和一個PROFIBUS接口。將光電轉換器配合DCS冗余系統組成光纖環形網,能進一步確保通訊的穩定性。
3 發展方向
隨著自動化技術變革和大數據時代的到來,以上以DCS為基礎的集成型紙機控制系統架構也在得到進一步發展。
(1)向上可融合MES、ERP共同構建CIPS體系,即流程工業的計算機集成過程系統。CIPS旨在利用數據庫系統和計算機網絡將整個企業主要信息進行集成,對過程控制、生產優化和資源整合等多方面進行綜合性管理。傳統紙機主要使用PID算法作為控制,但相對過長的產線通常會面臨控制非線性、時滯性等問題。CIPS的自動化層涵蓋了先進控制技術、儀表軟測量技術等,是當前造紙業發展的必要趨勢。把紙機控制系統通過OPC接入含APC算法的信息處理系統,再將先進算法的結果反饋回控制網絡,就能更加精確地對紙機進行控制。CIPS也是工業4.0的框架基礎,在此基礎上還能與先進互聯網技術、數據挖掘技術、云計算等進一步融合,將經營決策管理、物料調度、生產控制等過程全線打通,實現閉環管理的優化。
(2)向下可結合FCS技術構建具備更高開放性和分散性的控制系統。FCS即現場總線控制系統,其特點是采用了總線型的技術結構以及使用數字化、智能化、網絡化的設備。采用FCS的紙機網絡能夠支持更多不同類型的設備,并將信息處理現場化,省去了大部分的I/O采集部件。雙向數字通信也具有互操作性更高,維護性更好等優點。雖然一直以來都有成熟的FCS技術會取代DCS的觀點,但DCS經過多年發展其功能也更加完善和先進。依據現場客觀條件和經濟原則,采用DCS結合FCS進行建設或改造將會是今后更為主流和實用的做法。
4 結語
綜上所述,介紹了一種紙機控制系統架構設計和實現方法,為各從業者提供參考。目前該套系統在公司運行穩定,也能滿足當前大批量的生產需求。可以看到針對不同的自動化子系統通常需要根據實際情況采用不同的數據通訊方案,雖然說當下利用OPC技術可以破除自動化通訊壁壘,但如果只用OPC通訊的方法對服務器也會有更高要求,還可能面臨安全配置復雜帶來的時間延遲、數據干擾等隱患。因此,加快構建統一標準的開放式系統仍然是當今業界的主流訴求。
參考文獻
[1] 江安倫.基于DCS的造紙自動化控制系統的設計與實現[D].上海:上海交通大學,2010.
[2] 王慶.集散控制系統在造紙中的設計與實現[D].鎮江:江蘇大學,2007.
[3] 湯偉,張誠等.造紙工業高級控制技術和先進控制技術系統綜述[J].中國造紙,2020:18-29.
[4] 高敏,夏安邦.對PLC、DCS、FCS三大控制系統特點和差異的探討[J].應用能源技術,2008(11):18-29.
