極間距和拋光液溫度對鎳鈦合金管電解拋光的影響
2021-09-17 07:16:38李越李志永柴明霞宋山黃朝霞
電鍍與涂飾 2021年16期
李越,李志永,柴明霞,宋山,黃朝霞
(山東理工大學機械工程學院,山東 淄博 255049)
心血管疾病作為頭號健康殺手,其患病率和死亡率居高不下,對其治療手段的研究越來越受到重視。介入手術具有對人體損傷小、安全性高、治療效果好等優點,廣受醫生及研發人員的青睞。鎳鈦合金具有超彈性和良好的生物相容性,常被用作介入手術的首選材料[1-2]。但鎳鈦合金管需經過激光切割、電解拋光等一系列處理方可植入人體。表面殘余壓應力的存在有利于提高鎳鈦合金管的疲勞強度[3],較低的表面粗粗度則可提高人體與血管內壁的接觸穩定性[4]。因此,通過電解拋光來降低工件表面粗糙度和增大殘余壓應力對于增強鎳鈦合金管植入人體的穩定性有重要意義。
電解拋光的主要影響因素有極間距、拋光液溫度、電流密度、拋光時間、電解液成分等。現有文獻報道主要集中于研究上述因素對鎳鈦合金管電解拋光的影響,有關電化學拋光裝置的研究卻鮮少報道,往往存在裝置制作繁瑣、成本高等缺點[5]。前期已經研究了電流密度和拋光時間對鎳鈦合金管電解拋光的影響,發現合適的電流密度和拋光時間對改善工件表面質量起到積極的效果。本文采用自制拋光裝置對鎳鈦合金管進行電解拋光,選用高氯酸?冰醋酸基液,主要研究了極間距和拋光液溫度對拋光后鎳鈦合金管表面粗糙度、表面形貌和殘余應力的影響,以尋求較優的電解拋光參數,得到表面性能更好的鎳鈦合金。
1 實驗
1.1 工件的準備
選用Ti51.75Ni48.25(下標的數值表示原子分數)鎳鈦合金管,外徑2.6 mm,壁厚0.2 mm,長度10 mm,初始外表面粗糙度1.5 μm,表面殘余壓應力60 MPa。在電化學拋光前,先用體積比為5∶10∶35∶10的氫氟酸、鹽酸、硝酸和水的混合溶液超聲清洗30 s,以去除鎳鈦合金管表面雜質,再用去離子水進行超聲清洗2 min。用鑷子夾出,小功率吹風機吹干后放入密封盒中。
1.2 電化學拋光裝置
電解拋光裝置如圖1所示,主要包含了RKS3003D型直流穩壓電源(美瑞克公司)、85-2WS型加熱型磁力攪拌器(滬析公司)和電解液循環系統。以鎳鈦合金管作為陽極,內徑為22.6、28.6、32.6、38.6、42.6、48.6或52.6 mm的不銹鋼管作為陰極。

圖1 電化學拋光裝置示意圖Figure 1 Schematic diagram of electrochemical polishing device
1.3 電化學拋光液的組成和工藝參數
電解拋光基液是體積比為1∶18的高氯酸和冰醋酸混合液,以9 mL/L三乙醇胺作為添加劑。工藝條件為:電流密度(JA)1.35 A/cm2,拋光時間(t)90 s,溫度(θ)10 ~ 35 °C,極間距(d)10 ~ 25 mm。
1.4 性能檢測
采用FEI Quanta250場發射環境掃描電鏡(FESEM)觀察鎳鈦合金管外表面的微觀形貌。采用OPTELICS C130型激光共聚焦顯微鏡(CLSM)測量鎳鈦合金管外表面的粗糙度(Ra)。
采用芬蘭Stresstech Xstress 3000 G2R殘余應力儀測量鎳鈦合金管的殘余應力,有效待測對象為鎳原子,測量靶材為Cr靶。具體測量參數如下:工作電壓30 kV,曝光時間60 s,工作電流7 mA,泊松比0.31,彈性模量212 GPa,2θ角133.7°,米勒指數220,Ψ角±40°,Ψ搖擺角±5°。殘余應力為正值代表殘余拉應力,負值代表殘余壓應力。
2 結果與討論
2.1 極間距和拋光液溫度對表面粗糙度的影響
由圖2a可知,當溫度為25 °C時,隨極間距從10 mm增大到15 mm,鎳鈦合金管的表面粗糙度顯著下降。極間距為15 mm時,工件表面粗糙度降至54.8 nm。繼續增大極間距,鎳鈦合金管的表面粗糙度反而上升。由圖2b可知,在極間距為15 mm時,隨拋光液溫度升高,鎳鈦合金管的表面粗糙度呈先減小后增大的趨勢。當拋光液溫度為25 °C時,鎳鈦合金管外表面的粗糙度最小。
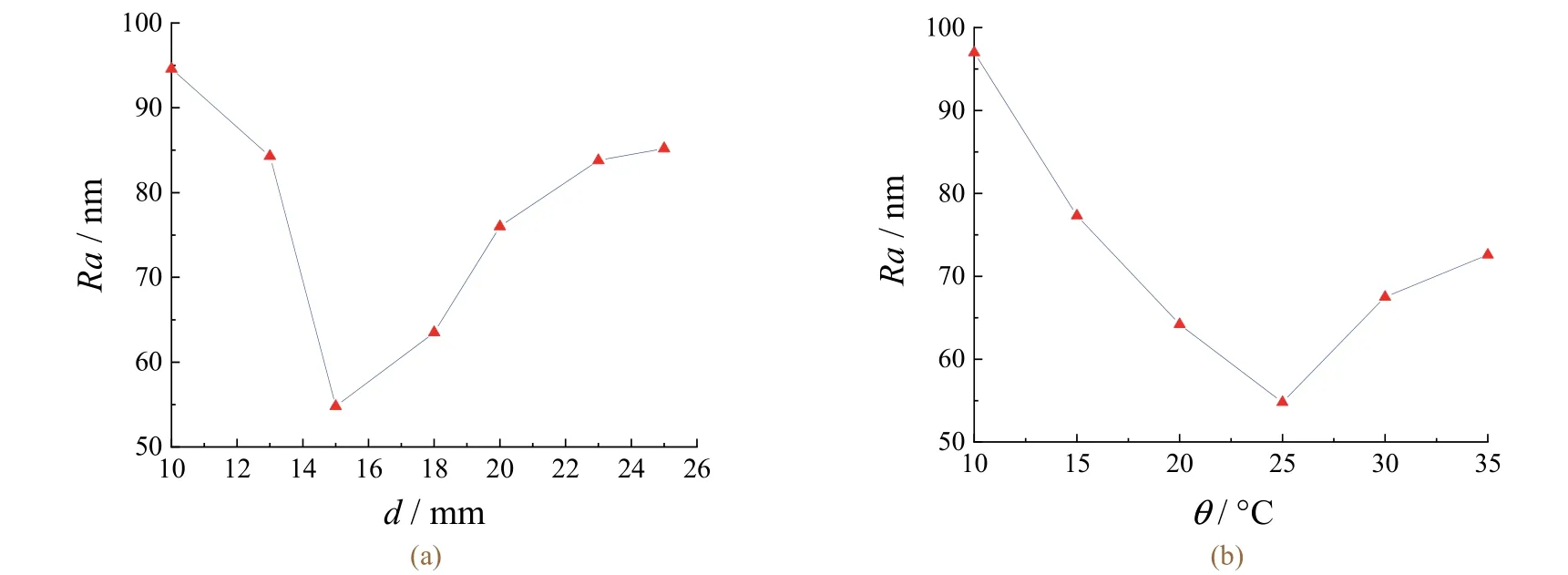
圖2 極間距(a)和溫度(b)對鎳鈦合金管表面粗糙度的影響Figure 2 Effects of interelectrode distance (a) and temperature (b) on surface roughness of Ni–Ti alloy tube
2.2 極間距和拋光液溫度對表面形貌的影響
由圖3可以看出,極間距過小(10 mm)時,電解液中金屬陽離子的自由運動受到限制,不能進行快速擴散,導致拋光過程遲緩,氧化膜和表面雜質難以去除。適當增大極間距時,鎳鈦合金管表面的突起減少,平整性得到改善。極間距為15 mm時,鎳鈦合金管表面光亮、整潔,電蝕坑和突起最少。繼續增大極間距,電壓保持不變,但電解液中的電流密度會下降,拋光效果不佳。

圖3 在不同極間距下拋光后鈦合金管的表面形貌(溫度25 °C)Figure 3 Surface morphologies of Ni–Ti alloy tube after being electropolished at 25 °C and different interelectrode distances
由圖4可知,隨著拋光液溫度升高,鎳鈦合金管的表面質量先變好后變差。究其原因為:溫度較低時,電解液的流動性較差,鎳鈦合金管表面的電極反應緩慢,鎳鈦合金管表面的氧化膜難以去除,導致拋光不均。拋光液溫度升高時,電解液的黏度降低,有利于金屬陽離子電解后的游離擴散,促進了拋光的進行,改善了鎳鈦合金管的表面質量。溫度過高時,析氧現象加劇,使得鎳鈦合金管表面蝕除過快,從而導致表面去除速率分布不均,出現許多溝槽,拋光效果不好。
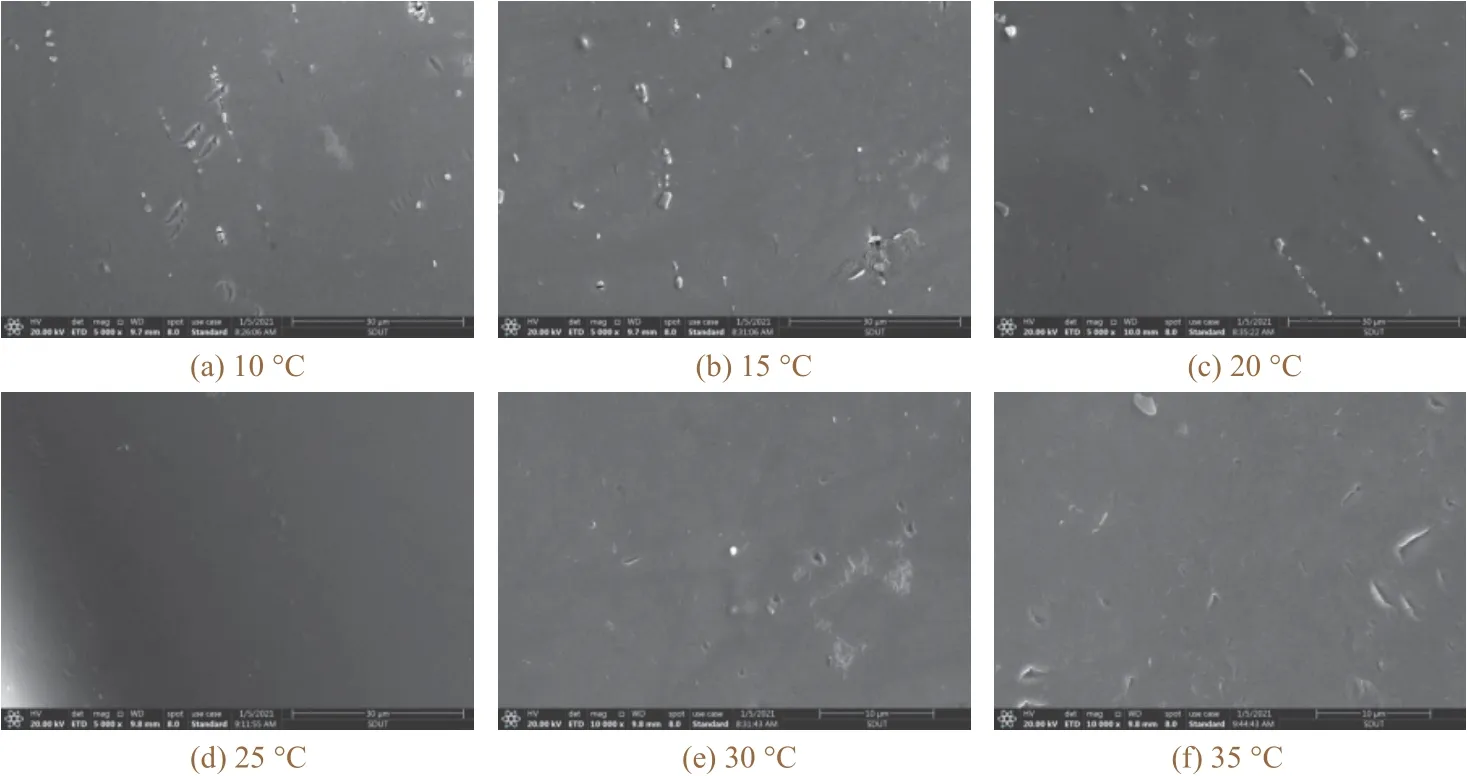
圖4 在不同溫度下拋光后鈦合金管的表面形貌(極間距15 mm)Figure 4 Surface morphologies of Ni–Ti alloy tube after being electropolished at different temperatures and an interelectrode distances of 15 mm
2.3 極間距和拋光液溫度對殘余應力分布的影響
從圖5a可知,溫度為25 °C時,隨極間距增大,鎳鈦合金管表面殘余壓應力呈現先增大后減小的趨勢。當極間距為15 mm時,殘余壓應力最大,為191.7 MPa。分析原因為極間距較小時,電解液流動慢,拋光速率低,鎳鈦合金管表面的氧化膜難以去除,殘余應力與拋光前的?60 MPa相比變化不大。增大極間距,拋光速率穩步提升,電解使得鎳鈦合金管表面金屬層得以穩步去除。由于不同深度金屬層的鎳原子排列規則不同[6],而鎳原子的排列規則與殘余應力的大小直接相關,因此鎳鈦合金的殘余壓應力變大,抗疲勞強度升高。繼續增大極間距,電解液中的電流密度變小,殘余壓應力同時減小,鎳鈦合金的抗疲勞強度降低。可見,當極間距為15 mm時,可以獲得抗疲勞強度高的工件表面。
從圖5b可知,極間距為15 mm時,隨著拋光液溫度升高,鎳鈦合金管的表面殘余壓應力呈現先增大后減小的趨勢。當拋光液溫度為25 °C時,工件表面的殘余壓應力達到最大。究其原因:拋光液溫度的變化影響電解液的流動性和陽離子的活動速率。溫度過低,電解液流動慢,電解反應慢;溫度過高,反應劇烈,導致產生拋光過腐蝕現象,工件表面質量變差。
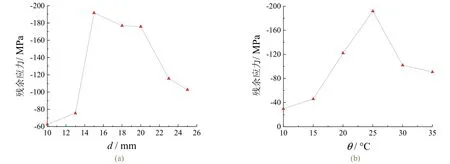
圖5 極間距(a)和溫度(b)對鎳鈦合金管表面殘余應力的影響Figure 5 Effects of interelectrode distance (a) and temperature (b) on residual stress of Ni–Ti alloy tube surface
3 結論
在電流密度1.35 A/cm2、溫度25 °C、極間距15 mm的條件下對鎳鈦合金管電解拋光90 s時,拋光效果最佳。在該條件下拋光后,鎳鈦合金管表面光亮整潔,電蝕坑和突起最少,表面粗糙度為54.8 nm,表面殘余壓應力達到最大(191.7 MPa),抗疲勞強度得到有效提高。
