尼龍嵌件自鎖螺母組合件電鍍鎘工藝
2021-09-17 06:04:34賈凱邱婷赫丁軒趙麗平張文謙郭磊磊石大鵬程全士劉敏杰
電鍍與涂飾 2021年15期
賈凱,邱婷,赫丁軒,趙麗平,張文謙,郭磊磊,石大鵬,程全士,劉敏杰,
(1.信陽農(nóng)林學(xué)院生物與制藥工程學(xué)院,河南 信陽 464000; 2.河南航天精工制造有限公司,河南 信陽 464000)
現(xiàn)代飛機(jī)大量采用緊固件的機(jī)械連接方法將飛機(jī)零部件連接成整體,單架飛機(jī)緊固件使用量少則幾十萬件,多則上百萬件。這些緊固件的抗振松脫壽命通常比其材料和結(jié)構(gòu)的疲勞壽命低得多,即大量的緊固件在發(fā)生疲勞破壞之前就已經(jīng)發(fā)生松脫失效。這些連接飛機(jī)重要零部件的緊固件一旦失效,不僅會(huì)影響所連接零部件的正常運(yùn)轉(zhuǎn),甚至有可能造成機(jī)毀人亡的后果。因此,如何提高緊固件的防松脫性能一直是飛機(jī)設(shè)計(jì)人員極為關(guān)注的重要課題。也正是這個(gè)原因,美國聯(lián)邦航空條例(FAR)明確規(guī)定:重要部位的螺紋連接必須具有兩套獨(dú)立的鎖緊裝置。尼龍嵌件開槽自鎖螺母就是能滿足上述適航性要求,具有雙重鎖緊功能的緊固件之一[1]。尼龍嵌件自鎖螺母組合件(見圖1)是一種高抗振防松緊固件,能用于工作溫度在?50 ~ 100 °C的航空航天各類機(jī)器、電器零部件中。它采用的是應(yīng)用最廣泛的一種防松方式──摩擦防松,即在螺紋副之間產(chǎn)生不隨外力變化的正壓力,以產(chǎn)生可以阻止螺紋副相對(duì)轉(zhuǎn)動(dòng)的摩擦力。這種正壓力可通過軸向或同時(shí)兩向壓緊螺紋副來實(shí)現(xiàn)。在螺紋副安裝過程中,螺栓的螺紋對(duì)螺母中嵌入的 尼龍圈擠壓,使得尼龍圈變形,安裝完畢后尼龍圈和螺紋完全是擠壓接觸,被擠壓的尼龍圈對(duì)螺栓產(chǎn)生一個(gè)很大的回彈力,這個(gè)力使得螺栓不容易松動(dòng)。由于尼龍圈材料具有良好的彈性和耐磨性,能有效吸收外來的沖擊振動(dòng),并有良好的復(fù)原性和重復(fù)使用性,因此這種螺母的鎖緊性能優(yōu)于同類使用環(huán)境的全金屬自鎖螺母[1-2]。

圖1 尼龍嵌件開槽自鎖螺母組合件Figure 1 Nylon insert slotted self-locking nut assembly
1 試驗(yàn)
某公司尼龍嵌件自鎖螺母組合件的主要加工工藝分為螺母體工藝、尼龍圈工藝和組件工藝。
(1) 螺母體工藝路線:數(shù)控車→去毛刺→攻絲→制標(biāo)→熱處理→探傷→電鍍→檢驗(yàn)。
(2) 尼龍圈工藝路線:數(shù)控車→普車→穩(wěn)定化→檢驗(yàn)。
(3) 組件工藝路線:清洗→裝配→收口→開槽→去毛刺→涂防銹油→檢驗(yàn)。
表面處理車間發(fā)現(xiàn)在實(shí)際加工該類產(chǎn)品過程中,電鍍鎘后開槽去毛刺會(huì)將螺母體原本的鈍化膜層破壞,導(dǎo)致目視很難接受的產(chǎn)品外觀。原工藝中的表面處理方式為“涂防銹油”,考慮到“涂防銹油”本身并不能起到長期有效的防腐作用,操作過程不易控制,并且通過目視能夠清楚地看到鈍化膜層由于“去毛刺”而產(chǎn)生的擦傷痕跡。因此從外觀和防腐性能考慮,最好的解決方法就是重新電鍍。第一次電鍍時(shí),產(chǎn)品由于沒有安裝尼龍嵌件,因此可以正常去應(yīng)力、除氫。但是第二次電鍍時(shí),由于產(chǎn)品安裝有尼龍嵌件,尼龍嵌件的使用溫度低于120 °C,而去應(yīng)力、除氫溫度達(dá)到180 °C,這就給二次電鍍以及去應(yīng)力、除氫帶來更大的困難。尼龍嵌件開槽自鎖螺母的抗振防松性能主要通過尼龍嵌件來實(shí)現(xiàn),在產(chǎn)品生產(chǎn)及交付時(shí),其室溫鎖緊(15次循環(huán))等性能指標(biāo)應(yīng)符合航空技術(shù)標(biāo)準(zhǔn)HB 6533–1991《尼龍嵌件開槽自鎖螺母技術(shù)條件》的要求。因此,需要通過工藝試驗(yàn)來驗(yàn)證二次電鍍對(duì)尼龍嵌件自鎖螺母外觀、鎖緊等性能的影響。
該型號(hào)自鎖螺母所用尼龍嵌件材料為聚己二酰己二胺,俗稱尼龍-66,是一種熱塑性樹脂,一般是由己二酸和己二胺縮聚制成[3]。根據(jù)該型號(hào)螺母標(biāo)準(zhǔn)規(guī)定,尼龍嵌件的使用溫度一般為120 °C以下。為了避免電鍍?nèi)?yīng)力、除氫會(huì)造成尼龍嵌件老化,進(jìn)而影響產(chǎn)品的鎖緊等性能,嘗試通過工藝調(diào)整來加以解決。專門針對(duì)帶有尼龍嵌件的自鎖螺母第二次電鍍鎘制定了以下幾種工藝試驗(yàn)方案[4]。
方案一:驗(yàn)收→除油→去應(yīng)力→退膜→活化→電鍍鎘→干燥→除氫→出光→鈍化→干燥→檢驗(yàn)→包裝。
方案二:驗(yàn)收→除油→去應(yīng)力→退膜→電鍍鎘→干燥→除氫→鈍化→干燥→檢驗(yàn)→包裝。
方案三:驗(yàn)收→除油→退膜→電鍍鎘→鈍化→干燥→檢驗(yàn)→包裝。
2 結(jié)果與討論
由表1可以看出,方案一導(dǎo)致產(chǎn)品尼龍圈老化變形,部分產(chǎn)品的尼龍圈甚至消失,這應(yīng)該是尼龍圈經(jīng)過去應(yīng)力、除氫等高溫工序老化后,在活化、出光等過程中被酸性溶液溶解所致。因此方案一明顯不符合要求。方案二的產(chǎn)品雖然鈍化膜層完整、美觀,但是尼龍圈顏色發(fā)生改變,無法判斷是否對(duì)產(chǎn)品性能造成影響,需要做鎖緊試驗(yàn)來驗(yàn)證。方案三的鈍化膜層完整,尼龍圈外觀及形狀未發(fā)生變化,但是無法判斷其機(jī)械性能是否合格,也需要進(jìn)一步驗(yàn)證。
方案二按照原工藝制度進(jìn)行去應(yīng)力、除氫,經(jīng)目視,尼龍圈顏色已經(jīng)發(fā)生變化,力矩穩(wěn)定性差(見圖2),已明顯出現(xiàn)失效的狀態(tài)。
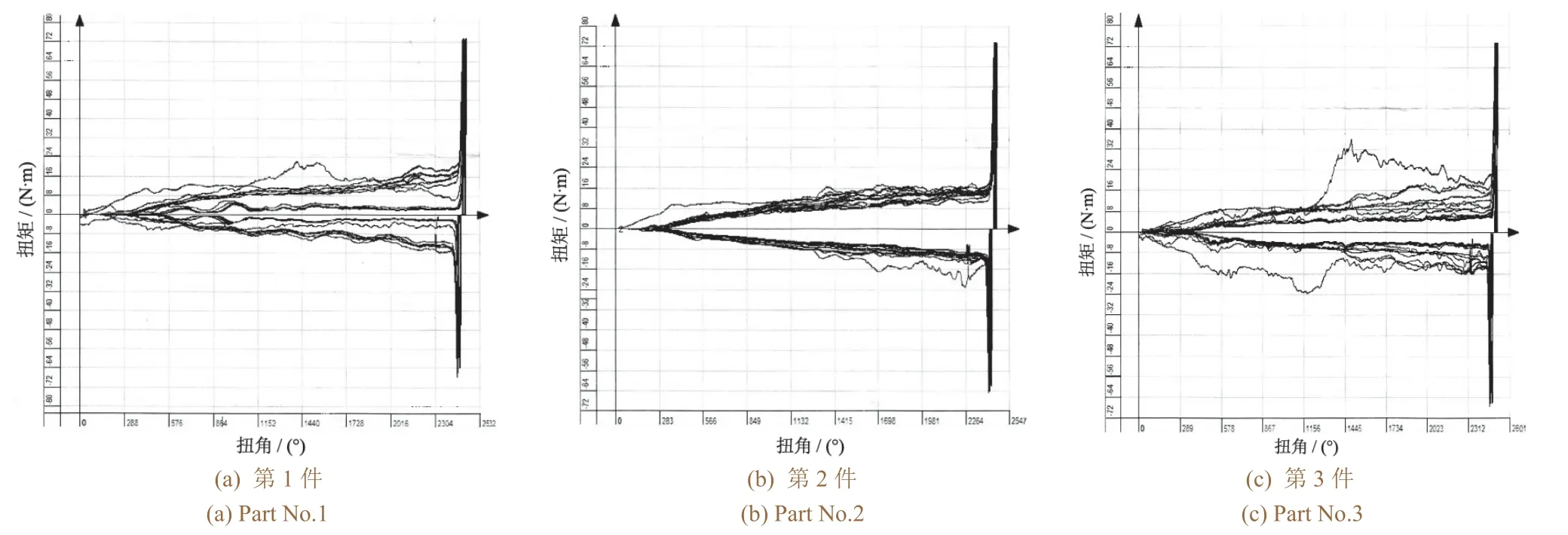
圖2 方案二的性能試驗(yàn)圖Figure 2 Performance test diagrams of scheme No.2
方案三中產(chǎn)品未去應(yīng)力、除氫,鎖緊試驗(yàn)的結(jié)果符合要求(見表1)。
由上述試驗(yàn)數(shù)據(jù)對(duì)比可以看出,方案三的產(chǎn)品螺母體與尼龍圈外觀合格,在試驗(yàn)過程中螺母沒有開裂,尼龍圈沒有出現(xiàn)損傷、粉碎、擠出、掉渣等缺陷,其鎖緊性能指標(biāo)完全符合該型號(hào)產(chǎn)品的驗(yàn)收標(biāo)準(zhǔn)(見表1)。因此,方案三的電鍍工藝路線滿足了產(chǎn)品的外觀需求,且鎖緊性能等核心指標(biāo)符合客戶的驗(yàn)收標(biāo)準(zhǔn),因此擬選取方案三的電鍍工藝路線進(jìn)行后續(xù)產(chǎn)品加工。

表1 方案三的試驗(yàn)數(shù)據(jù)Table 1 Test data of scheme No.3
接著清查了庫存產(chǎn)品及跟蹤卡,發(fā)現(xiàn)以下問題:部分庫存產(chǎn)品的尼龍圈與方案三驗(yàn)證批產(chǎn)品的尼龍圈顏色存在差異,懷疑是否進(jìn)行二次電鍍后尼龍圈顏色發(fā)生了改變。于是立即去庫房檢查產(chǎn)品并查閱產(chǎn)品 跟蹤卡,發(fā)現(xiàn)該批次產(chǎn)品在加工過程中由于外觀問題,存在返工現(xiàn)象,增加了電鍍、去應(yīng)力、除氫等工序。這說明必須按照方案三的電鍍工藝路線才能保證尼龍圈不變色。發(fā)現(xiàn)該問題后,公司技術(shù)人員馬上會(huì)同質(zhì)量人員,現(xiàn)場全面核查了庫存產(chǎn)品的外觀及跟蹤卡,將該類產(chǎn)品予以報(bào)廢處理,防止后續(xù)誤發(fā)給客戶而造成質(zhì)量問題。為保證后續(xù)產(chǎn)品與已發(fā)貨產(chǎn)品在外觀與質(zhì)量上的一致性,經(jīng)過技術(shù)及質(zhì)量人員討論,并與客戶溝通確認(rèn)后,決定采用方案三的工藝進(jìn)行電鍍加工,公司內(nèi)部由技術(shù)部門出具技術(shù)通知單,將尼龍嵌件自鎖螺母的工藝路線進(jìn)行了優(yōu)化更新。
3 總結(jié)
尼龍圈的使用溫度低于120 °C,經(jīng)過去應(yīng)力、除氫等高溫工序老化后會(huì)溶解在活化、出光的酸性溶液中。考慮到螺母體在第一次電鍍時(shí)已進(jìn)行過去應(yīng)力和除氫工序,以及組合件二次電鍍時(shí)間較短、鍍層較薄,二次電鍍鎘過程中應(yīng)取消活化、出光工序。由于必須保證產(chǎn)品鈍化膜的完整,因此鈍化工序應(yīng)保留。
為了保證尼龍嵌件開槽自鎖螺母組合件的質(zhì)量穩(wěn)定,將其組件工藝中“開槽”后的“涂防銹油”工序改為“電鍍”工序。同時(shí)對(duì)該型號(hào)尼龍嵌件自鎖螺母組合件“電鍍”工序的操作過程作出如下補(bǔ)充規(guī)定:
(1) 對(duì)組合件產(chǎn)品進(jìn)行有機(jī)溶劑(無水酒精、丙酮等)除油,再使用30 ~ 50 g/L的氫氧化鈉溶液將鈍化膜去除,時(shí)間以鈍化膜完全去除為準(zhǔn)。
(2) 不再進(jìn)行去應(yīng)力、活化等工序,直接電鍍鎘5 ~ 10 min。
(3) 電鍍完成后不除氫、出光,直接鈍化,鈍化時(shí)間嚴(yán)格控制在5 ~ 8 s。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)械制造文摘(焊接分冊(cè))(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
