激光表面處理提高鋁合金膠接接頭強度的研究
2021-09-22 11:44:08趙媛媛鄭松剛張超劉達工
粘接 2021年9期
趙媛媛 鄭松剛 張超 劉達工
摘 要:粘接作為重要的汽車輕量化連接技術之一,膠接接頭的強度和性能是我們關注的重點,膠接接頭的強度和性能完全取決于膠粘劑接觸的表面類型,因此在粘接之前對基材表面進行一定處理是粘接工藝中最重要的環節之一。金屬的表面處理包括溶劑擦拭、機械打磨、化學清洗和酸蝕。激光表面處理是一種新型綠色環保的表面處理工藝,它可以高速有效的清潔材料表面附著物,并且改變材料表面微觀結構及材料表面自由能及浸潤性。從而提高粘接接頭十字拉伸強度、單搭接拉伸剪切強度和接頭耐水性能。通過激光處理,所有接頭的破壞形式由界面破壞轉為內聚破壞。對鋁合金環氧結構膠2098G膠接接頭而言,十字拉伸強度、剪切強度和水浴剪切強度,激光處理后比溶劑擦拭分別提高了17.8%,133.8%,88.1%。對鋁合金聚氨酯結構膠TS6015膠接接頭而言,十字拉伸強度、剪切強度和水浴剪切強度,激光處理后比溶劑擦拭分別提高了698%,225%,223%。激光表面處理有效的使鋁合金膠接接頭的強度達到膠的本體強度的94%~100%,是鋁合金粘接的有效表面處理方法。
關鍵詞:鋁合金;粘接;結構膠;激光表面處理;材料浸潤性
中圖分類號:TQ436+.2;TG495 文獻標識碼:A 文章編號:1001-5922(2021)09-0031-08
Research on Laser Surface Treatment to Improve the Strength of Aluminum Alloy Adhesive Joint
Zhao Yuanyuan1, Zheng Songgang2, Zhang Chao1, Liu Dagong1
(1.Nanjing Laiteweite Research institute of Light Weight Technology Co.,Ltd., Nanjing 211212, China;
2.Tianjin Master Automobile Body Equipment Technology Co.,LTD., Tianjin 300400, China)
Abstract:Bonding as one of the important automotive lightweight joining technologies, the strength and performance of the bonded joint is a key concern. The strength and performance of the bonded joint depends entirely on the type of surface the adhesive contacts, so certain treatment of the substrate surface prior to bonding is one of the most important aspects of the bonding process. Surface treatment of metals includes solvent wiping, mechanical polishing, chemical cleaning and acid etching. Laser surface treatment is a new green surface treatment process which can clean the material surface adhesion at high speed and effectively, and change the material surface microstructure and the material surface free energy and wettability. This improves the cross tensile strength of bonded joints, the tensile shear strength of single lap joints and the water resistance of joints. By laser treatment, the damage of all joints is changed from interfacial damage to cohesive damage. For aluminium alloy epoxy structural adhesive 2098G bonded joints, the cross tensile strength, shear strength and water bath shear strength were increased by 17.8%, 133.8% and 88.1% respectively after laser treatment compared to solvent wiping. For the aluminium alloy polyurethane structural adhesive TS6015 adhesive joint, the cross tensile strength, shear strength and water bath shear strength were increased by 698%, 225% and 223% respectively after laser treatment compared to solvent wiping.The laser surface treatment is an effective surface treatment for bonding aluminium alloys by achieving 94% to 100% of the strength of the bonding body. It is an effective surface treatment method for aluminum alloy bonding.
Key words:aluminum alloy;bonding, structural adhesive;laser surface treatment;material wettability
0 引言
汽車輕量化多材料連接技術是汽車輕量化的必經之路,他包括機械連接,焊接,粘接3大類,粘接作為重要的連接技術之一受到重視。開發適合汽車制造的高效鋁-鋁、鋼-鋁、鋁-非金屬、鋼-非金屬、非金屬-非金屬的連接技術成為汽車工業必須解決的技術難題[1]。
粘接技術在汽車輕量化多材料連接技術中應用優勢:可實現異種材料連接、連接結構剛度大、連接區域應力分布均勻、隔離異種材料防止發生電偶腐蝕、疲勞性能優良、提升NVH性能、輕量化和低成本。
粘接接頭的強度和性能是我們關注的重點,膠接接頭的強度和性能完全取決于膠粘劑接觸的表面類型,因此在粘接之前對基材表面進行一定處理是粘接工藝中最重要的環節之一。金屬的表面處理包括溶劑擦拭、機械打磨、化學清洗和酸蝕。激光表面處理是一種新型綠色環保的表面處理工藝,它可以高速有效的清潔材料表面附著物,并且改變材料表面微觀結構及材料表面自由能及浸潤性。它基于激光與材料相互作用效應的一項新技術,與傳統的機械打磨、溶劑擦拭、噴丸處理、化學刻蝕、火焰處理、等離子處理有無可比擬的優勢。它不需要任何破壞臭氧層的有機溶劑,無污染、無噪聲,對人體和環境無害,是一種“綠色”表面處理技術[2-3]。激光表面處理是一種綠色環保的表面處理方法,不需使用任何化學藥劑,例如丙酮或異丙醇等常用的粘接表面處理溶劑。可以輕易解決化學清洗帶來的環境污染問題。
激光表面處理的原理是通過高能量的激光脈沖作用,使材料表面在吸收能量后發生融化或氣化,進而達到去除材料表面污染的效果。此外,材料在氣化的同時會形成高壓的等離子體,造成部分熔融材料噴射出來覆蓋在材料表面,從而改變被處理材料的表面形貌。同時部分金屬材料還會產生氧化,生成一層新的致密氧化膜,同時激光表面處理可以增加粘接件的耐腐蝕性能[4]。
激光表面處理提供了一些獨特的特點和優勢。已經有大量的研究致力于將激光表面處理作為清潔表面、產生極性和反應性物質以及產生形貌以改善與涂層和粘合劑的結合的手段[5,6]。激光表面處理可以增加或減少表面自由能,這取決于殘留的化學物質和最終的形貌。例如,Lawrence和他的同事發表了一系列關于激光表面處理不銹鋼和鋁來改變潤濕性的論文[7-9]。在文章中,我們討論了激光微加工技術在金屬粘接領域的應用。
1 試驗部分
1.1 試驗原料
異丙醇,工業級,天津天泰化學品有限公司;6061鋁合金,西南鋁業有限公司;環氧樹脂結構膠陶氏2098G,杜邦集團;聚氨酯結構膠TS6015,蘇州眾晶復合材料有限公司。0.5mm及1.0mm玻璃微珠,市售。
1.2 試驗設備
激光器為YDFLP-100-M7-M-R型,深圳杰普特光電股份有限公司;50kN型電子萬能拉力試驗機,濟南美特斯有限公司;水浴箱,市售。
1.3 試驗制備
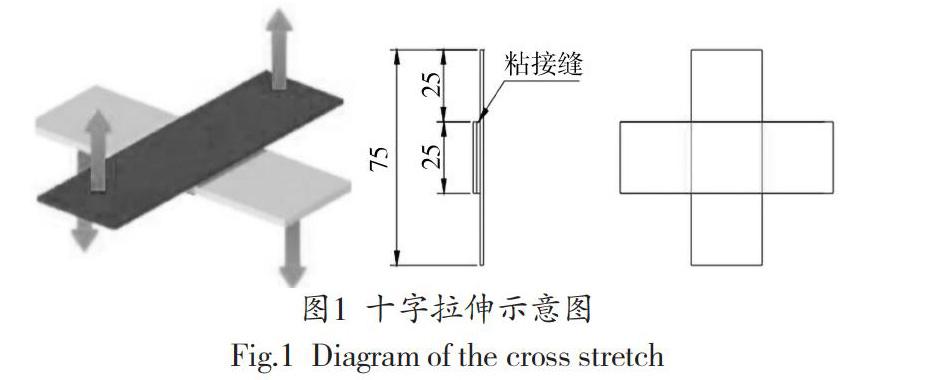
測試基材為6061鋁合金,其中十字拉伸試驗樣片規格為75mm×25mm×3mm,單搭接拉伸剪切樣片規格為100mm×25mm×3mm,水浴剪切樣件規格為100mm×25mm×3mm。十字拉伸示意圖為圖1 ,單搭接剪切示意圖為圖2。采用激光器對粘接料片Al-6061粘接區域進行掃描,掃描參數為:掃描速度2500mm/s,功率60W,脈沖寬度500ns,頻率40kHz,掃描線間距0.09mm。
采用膠水為環氧樹脂結構膠DOW2098G,該膠最大的特點是雙組份常溫固化。適用于機械連接+膠的連接方式,也適用于鋁板與結構膠的自粘。采用摻鐿脈沖光纖激光器,激光波長為1064nm,對鋁-6061進行異丙醇擦拭和激光表面處理,進行對比實驗,測試鋁-6061+DOW2098G+鋁-6061試件的常溫十字拉伸強度,剪切強度,以及40℃水浴240h后的剪切強度,膠層厚度控制在0.5mm。
對鋁-6061進行異丙醇擦拭和激光表面處理,進行對比實驗,分別測試鋁-6061+TS6015+鋁-6061試件的常溫十字拉伸強度、常溫單搭接剪切強度以及40℃水浴240h后的剪切強度,膠層厚度控制在1.0mm。
1.4 測定或表征
(1)十字拉伸強度。按照 GB/T 1040.1-2006標準進行測試,其中夾具的移動速度為10mm/min,試樣的搭接長度為(25±0.5)mm,搭接寬度為(25±0.5)mm。膠粘劑的粘接厚度為0.5mm或1mm,固化條件為常溫固化7d。
(2)單搭接拉伸剪切強度。按照 GB/T 7124-2008標準進行測試,其中夾具的移動速度為10mm/min,試樣的搭接寬度為(12.5±0.5)mm,搭接長度為(25±0.5)mm。膠粘劑的粘接厚度為0.5mm或1mm,固化條件為常溫固化7d。
(3)耐水性剪切強度。按照 GB/T 7124-2008標準進行測試,其中夾具的移動速度為10mm/min,試樣的搭接寬度為(12.5±0.5)mm,搭接長度為(25±0.5)mm。膠粘劑的粘接厚度為0.5mm或1mm,固化條件為常溫固化7d。水浴條件為樣件在40℃浸泡240h。
2 結果與討論
2.1 基本性能
鋁合金由于具有質輕、耐腐蝕、吸能性好、可循環利用等優點,成為汽車、輪船、航空航天等制造業的主要材料。作為粘接基材,鋁合金-6061的化學成分如表1所示, 表2為鋁合金-6061的主要力學性能。
環氧樹脂結構膠DOWBETAMATE2098G是一種雙組份環氧基膠粘劑,A∶B=2∶1,可顯著提高整車的剛性和耐沖擊性,膠粘劑和粘接的接頭具有強的耐久性,因膠粘劑的密封性能卓越,從而為鋼板和焊點獲得良好的耐腐蝕保護,兼容其他車身連接工藝,如機械連接和熱融連接。環氧樹脂膠粘劑的膠層厚度控制在0.5mm,聚氨酯結構膠TotalSeal6015是帶點柔軟且能用于結構粘接的粘合劑,適用于粘接多種基材。產品特性為粘接基材范圍廣,斷裂伸長率高,無溶劑等。聚氨酯膠粘劑的膠層厚度控制在1.0mm。表3為環氧樹脂結構膠DOWBETAMATE2098G和聚氨酯結構膠TOTALSEAL6015性能。
2.2 激光表面處理鋁合金SEM照片分析
圖3示出異丙醇擦拭和激光表面處理后鋁板的微觀表面形貌對比圖,其中圖3中a圖為異丙醇擦拭后鋁板的微觀表面形貌,圖3中b圖為激光表面處理后鋁板的微觀表面形貌。從圖3中微觀形貌可以明顯看出異丙醇擦拭后的鋁板表面比較光滑,激光處理后的鋁板微觀表面粗糙度明顯上升,表面比較粗糙,這有利于膠粘劑和鋁板更好的機械鎖合,從物理方面提升了粘接接頭的強度。
激光表面處理鋁合金的機理是光化學、光物理和光熱過程,可以單獨發生,也可以組合發生,從而導致燒蝕。光化學燒蝕是由于吸收光子而導致的化學鍵解離,對于有機材料,這通常需要800~1000mJ/cm2的能量密度。金屬和陶瓷需要比有機材料高達一個數量級的較高能量密度才能引起光燒蝕[10]。紫外范圍(100~400nm)的光子被表面一微米內的大多數材料吸收,并具有足夠的能量分離共價鍵。此外,脈沖持續時間短(~10皮秒或更短)的激光可以具有足夠的峰值功率來實現多光子吸收和光燒蝕。足夠功率的激光脈沖可以分解大量的聚合物和金屬的表面改性鍵,產生一個低密度、高壓的等離子體,可以爆炸性剝離和噴射表層物質。如果這些機制的時間尺度很短(幾十納秒或更短),這個過程仍然主要是光燒蝕,而不是光熱。光燒蝕過程通常導致表面加熱較少,因此熱影響區較小,熔化較少,碎片較少。
光熱消融(熱消融)發生在激光輻射被吸收并導致材料快速加熱到沸點以上從而形成蒸汽的時候。可見光至紅外光譜范圍(400nm~1mm)的激光的光子能量小于3ev,不太可能導致鍵離解,但會導致加熱。此外,脈沖持續時間較長(納秒及更長)的激光主要會導致發熱。熱消融的時間尺度對于減少消融部位(即熱影響區)附近材料的熱降解也很重要。作為熱燒蝕的一部分發生的快速熔化、沸騰和固化可導致高度紋理化的表面。
光物理燒蝕是由激光脈沖在材料表面附近產生的沖擊波引起的材料噴射。沖擊波通常是由基底的快速熱膨脹引起的。如果激光脈沖的持續時間明顯短于材料的熱弛豫時間,就會產生熱彈性應力,并從輻射點以波的形式傳播出去。應力波會導致材料表面破裂并噴出顆粒[11]。物理消融比其他激光消融機制明顯更節能,因為具有數千個原子的粒子可以被噴射,而不需要分離或蒸發粒子內的原子[12]。
激光表面處理圖案化的多功能性已經導致廣泛使用這種技術來改變表面形貌和化學性質。對各種材料進行了激光參數研究,如脈沖持續時間、波長、激光能量密度和脈沖重復率等因素。較短的脈沖持續時間(τ<10 ps)導致等離子體形成和光燒蝕,從而在不干擾周圍襯底的情況下去除材料[13,14]。應力約束條件下超快激光器的原子模型預測了臨界能量密度下熔融層或熔滴的機械散裂。能量密度的進一步增加會導致以燒蝕羽流中的霧化蒸汽為特征的相爆炸[15]。對于τ>50 ps,熱燒蝕占主導地位,因此除了通過蒸發去除材料之外,基底的熔化和重新固化還會產生新形貌。本文中的激光表面處理以熱燒蝕為主,基材熔化并重新固化后產生新的形貌如圖3(b)所示。
2.3 激光表面處理前后材料潤濕特性
經過對粘接材料激光表面處理后,粘接材料表面能發生顯著變化,圖4為異丙醇擦拭和激光表面處理后材料與達因液浸潤示意圖,其中圖4a為達因值55的達因筆在異丙醇擦拭后鋁合金板上劃線示意圖,達因液為凝珠現象,表明鋁板與達因液的浸潤性不太好,接觸角<90°;圖4b為達因值55的達因筆在鋁合金板上劃線示意圖,激光表面處理后材料與達因液浸潤,達因液在鋁板表面完全擴散開,接觸角變為0°。從圖4中可以看出,激光表面處理后,達因液在鋁板表面完全擴散開,結構膠和材料的表面浸潤性大大增強,有利于粘接接頭強度提升。
圖4提供了潤濕現象。下面我們將強調宏觀潤濕理論的發展,同時注意預測潤濕行為的微觀模型。描述固體/液體/蒸汽界面相互作用的基本理論是由1805年的楊氏方程給出的:
其中:θ為接觸角,γSL為固液界面自由能,γSV為固汽界面自由能,γLV為液汽界面自由能。接觸角是一個宏觀的熱力學量,因為它獨立于分子間力,分子間力的作用距離比潤濕界面的尺寸小得多。表觀活化能可通過多種技術觀察到[16],是計算表面自由能的幾種模型的基礎[17-19]。固體通常有一個較高的γSL通常表現出較低的接觸角(< 90°),而低的γSL界面自由能顯示出高接觸角 (> 90°)。控制固體表面自由能,進而控制潤濕性能是材料研究者的目標。
Wenzel觀察并發表了一篇關于理解表面微觀形貌對接觸角影響的重要論文[20]。他1936年的論文描述了表面粗糙度如何增強疏水表面的疏水性和親水性表面的親水性。他對楊氏方程的修正為:
其中:θApp為粗糙表面接觸角,r是粗糙度系數,定義為實際表面積與平坦表面積之比,θ 0為理想表面的固有接觸角,它代替了楊氏接觸角,理想的表面是光滑的、均勻的、堅硬的、不溶的和不與接觸液體反應的。因為r總是大于1,增加粗糙度只會增加方程(Wenzel)的分子,從而使表觀接觸角遠遠小于90°[20],Wenzel模型成功地預測了粗糙、光滑表面的表觀接觸角。從以上理論模型可以很好的解釋文章中圖3現象與實驗結果的關聯,經過激光處理的鋁合金表面的接觸角由<90°變為完全擴散為0°,cosθApp由<1增大為1,則γSL固液界面自由能減小,液體浸潤性更好,膠粘劑和鋁合金粘合力增大。經過激光處理的鋁合金表面的粗糙度增大,r增大,故γSL固液界面自由能減小,液體浸潤性越好,同樣可以使膠粘劑和鋁合金粘合力增大。
2.4 粘接接頭性能表征
2.4.1 鋁合金與環氧樹脂結構膠的粘接
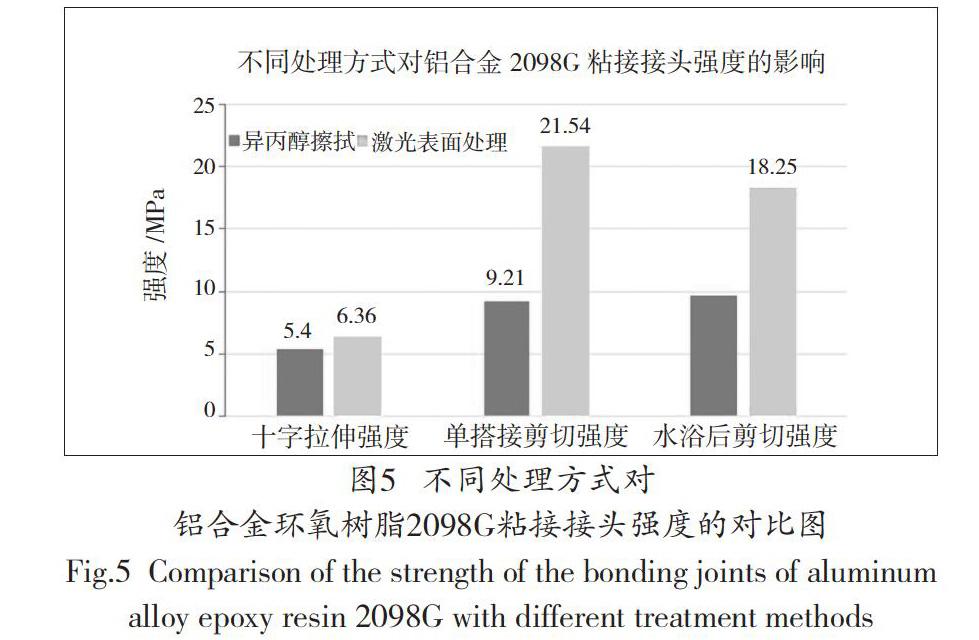
表4為2098G膠水異丙醇擦拭和激光表面處理后鋁合金粘接接頭的常溫十字拉伸強度、常溫單搭接剪切強度和水浴后單搭接剪切強度。從數據可以看出異丙醇擦拭后粘接接頭的十字拉伸強度的平均值為5.40MPa,激光處理后粘接接頭的十字拉伸強度的平均值為6.36MPa,激光處理后比溶劑擦拭提高了17.8%。異丙醇擦拭后粘接接頭的常溫單搭接剪切強度的平均值為9.21MPa,激光處理后粘接接頭的常溫單搭接剪切強度的平均值為21.54MPa,激光處理后比溶劑擦拭提高了133.8%。對單搭接粘接樣件進行40℃下240h的水浴處理,進行粘接接頭的耐水性能測試。從數據可以看出異丙醇擦拭后單搭接接頭水浴的剪切強度的平均值為9.70MPa,激光處理后單搭接接頭水浴的剪切強度的平均值為18.25MPa,激光處理后比溶劑擦拭提高了88.1%。
圖5所示為不同處理方式對鋁合金粘接接頭強度的柱狀對比圖。可見激光處理比常規的溶劑擦拭對粘接接頭的拉伸性能、剪切性能以及水浴后剪切性能都有顯著提升。
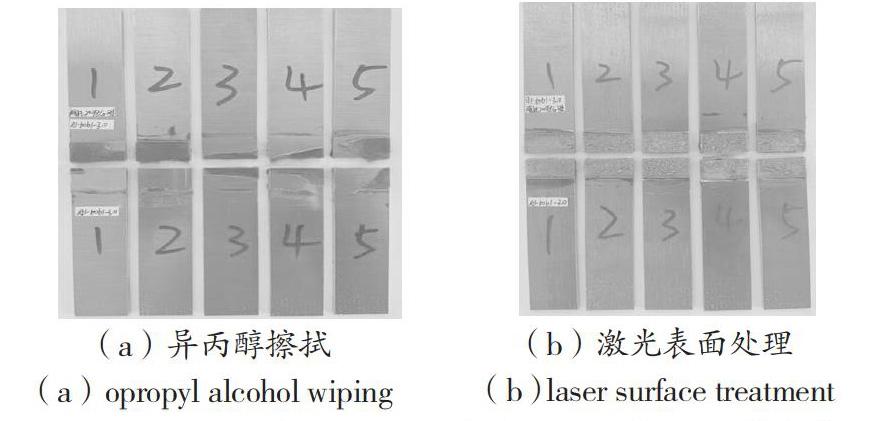
圖6a、b為異丙醇擦拭和激光表面處理后2098G結構膠常溫單搭接樣件拉伸剪切后膠接接頭破壞形式示意圖,圖6a顯示了異丙醇擦拭后常溫單搭接樣件拉伸剪切后膠接接頭示意圖,很顯然剪切接頭破壞方式為粘附破壞;圖6b顯示了激光表面處理后常溫單搭接樣件拉伸剪切后膠接接頭示意圖,很顯然剪切接頭破壞方式為內聚破壞;破壞方式的轉變證明了激光表面處理對接頭強度提升的決定性影響。圖6c、d為異丙醇擦拭和激光表面處理后常溫單搭接樣件拉伸剪切的力-時間曲線圖,從圖6c可以看出,拉伸最大力均比較小,而且離散型很大,意味著數據不穩定。從圖6d可以看出,激光處理后拉伸最大力均是異丙醇擦拭的2倍,而且數據離散型很小,意味著數據比較穩定。
2.4.2 鋁合金與聚氨酯結構膠的粘接
表5為TS6015結構膠異丙醇擦拭和激光表面處理后鋁合金粘接接頭的常溫十字拉伸強度、單搭接剪切強度及水浴剪切強度的對比數據,從數據可以看出溶劑擦拭后粘接接頭的十字拉伸強度的平均值為0.77MPa,激光處理后粘接接頭的十字拉伸強度的平均值為6.15MPa,激光處理后比溶劑擦拭提高了698%。從數據可以看出溶劑擦拭后粘接接頭的剪切強度的平均值為5.15MPa,激光處理后粘接接頭的剪切強度的平均值為16.78MPa,激光處理后比溶劑擦拭提高了225%。從數據可以看出異丙醇擦拭后單搭接接頭水浴的剪切強度的平均值為4.68MPa,激光處理后單搭接接頭水浴的剪切強度的平均值為15.13MPa,激光處理后比溶劑擦拭提高了223%。
圖7為不同處理方式對鋁合金聚氨酯TS6015粘接接頭強度的柱狀對比圖。可見激光處理比常規的溶劑擦拭對粘接接頭的十字拉伸性能、剪切性能以及水浴后剪切性能都有顯著提升。
圖8a、b為異丙醇擦拭和激光表面處理后TS6015結構膠常溫單搭接樣件拉伸剪切后膠接接頭破壞形式示意圖,圖8a顯示了異丙醇擦拭后常溫單搭接樣件拉伸剪切后膠接接頭示意圖,很顯然剪切接頭破壞方式為粘附破壞;圖8b顯示了激光表面處理后常溫單搭接樣件拉伸剪切后膠接接頭示意圖,很顯然剪切接頭破壞方式為內聚破壞;破壞方式由粘附破壞向內聚破壞的轉變證明了激光表面處理對接頭強度提升的決定性影響。圖8c、d為異丙醇擦拭和激光表面處理后常溫單搭接樣件拉伸剪切的力-時間曲線圖,從圖8c可以看出,拉伸最大力均比較小,而且離散型很大,意味著數據不穩定。從圖8d可以看出,激光處理后拉伸最大力均是異丙醇擦拭的3倍,而且數據離散型很小,意味著數據比較穩定。
3 結論
(1)經過激光處理的鋁合金表面的接觸角由<90°變為0°,cosθApp由<1增大為1,則γSL固液界面自由能減小,液體浸潤性更好,膠粘劑和鋁合金粘合力增大;經過激光處理的鋁合金表面的粗糙度增大,r增大,故γSL固液界面自由能減小,液體浸潤性更好,同樣可以使膠粘劑和鋁合金粘合力增大。
(2)通過激光處理,所有接頭的破壞形式由粘附破壞轉為內聚破壞。
(3)對鋁合金環氧結構膠2098G膠接接頭而言,十字拉伸強度、剪切強度和水浴剪切強度,激光處理后比溶劑擦拭分別提高了17.8%,133.8%,88.1%。
(4)對鋁合金聚氨酯結構膠TS6015膠接接頭而言,十字拉伸強度、剪切強度和水浴剪切強度,激光處理后比溶劑擦拭分別提高了698%,225%,223%。
(5)激光處理后,粘接接頭拉伸強度和剪切強度的數據穩定性比溶劑擦拭更好。
總之,激光表面處理可顯著提升鋁合金膠接接頭的性能,激光表面處理高速有效的清潔材料表面附著物,改變材料表面微觀結構使材料表面粗糙度提升,改變材料表面自由能使基材與膠的浸潤性大大提高。從而提高粘接接頭十字拉伸強度、單搭接拉伸剪切強度和接頭耐水性能。對工業應用有很大的實踐意義。
參考文獻
[1]李波,袁挺,方基永.車用鋁合金結構膠應用研究[J].中國膠粘劑,2020(11):52-55.
[2]Junying Min,Hailang Wan,Blair E.Carlson,et al.Application of laser ablation in adhesive bonding of metallic materials: A review[J].Optics and Laser Technology, 2020,128.
[3]朱傳敏,呂珊珊,梅雨,等.激光燒蝕鋁合金表面對其膠接接頭耐腐蝕性能的影響[J].中國機械工程,2017,28(23):2893-2897.
[4]H.L.Wan,J.Y.Min,J.Zhang,et al.Effect of adherend deflection on lap-shear tensile strength of laser-treated adhesive-bonded joints[J].International Journal of Adhesion and Adhesives,2019.
[5] K.L. Mittal and T. Bahners (Eds.), Laser Surface Modification and Adhesion, Wiley-Scrivener, Beverly, MA (2015).
[6] K.L. Mittal (Ed.), Polymer Surface Modification: Relevance to Adhesion, CRC Press, Boca Raton, FL (1997).
[7] L.L. J. Lawrence, Wettabiltity characteristics of carbon steel modified with CO2 Nd:YAG, excimer and high power diode lasers. Appl. Surf. Sci. 154-155, 664-669 (2000).
[8]J.Lawrence,L. Li,J.T.Spencer.The effects of high-power diode laser radiation on the wettability, adhesion and bonding characteristics of an alumina/silica-based oxide and vitreous enamel[J].Surface and Coatings Technology, 1999,115(2): 273-281.
[9]L.Hao,J.Lawrence,L.Li.The wettability modification of bio-grade stain-less steel in contact with simulated physiological liquids by the means of laser irradiation[J].Applied Surface Science, 2005,247(1):453-457.
[10]Erol C.Harvey,Phil T. Rumsby,Malcolm C. Gower.Microstructuring by excimer laser[C].Photonics West-Micro and Nano Fabricated Electromechanical and Optical Components,1995,2639:266-277.
[11]Paltauf Günther,Dyer Peter E.Photomechanical processes and effects in ablation[J]. Chemical reviews, 2003,103(2):487-518.
[12] B. Steverding, Thermomechanical damage by pulsed lasers. J. Phys. D 4, 787-792 (1971).
[13] B.C. Stuart, M.D. Feit, S. Herman, A.M. Rubenchik, B.W. Shore and M.D.Perry, Optical ablation by high-power short-pulse lasers. J. Opt. Soc. Am. B 13, 459-468 (1996).
[14]B. N. Chichkov,C. Momma,S. Nolte,et al. Femtosecond, picosecond, and nanosecond laser ablation of solids[J].Applied Physics A,1996,63(2):109-115.
[15] L.V. Zhigilei, Z. Lin and D.S. Ivanov, Atomistic modeling of short pulse laser ablation of metal: Connections between melting, spallation, and phase explosion. J. Phys. Chem. C 113, 11892-11906 (2009).
[16] Y. Yuan and T.R. Lee, Contact angle and wetting properties, in: Surface Science Techniques, G. Bracco and B. Holst (Eds.), pp. 3-34, Springer-Verlag, Berlin (2013).
[17] F.M. Etzler, Characterization of surface free energies and surface chemistry of solids, in: Contact Angle, Wettability, and Adhesion, Vol. 3, K. L. Mittal (Ed.), pp. 219-264, CRC Press, Boca Raton, FL (2003).
[18] F.M. Etzler, Surface free energy of solids: A comparison of models, in: Contact Angle, Wettability and Adhesion, K.L. Mittal (Ed.), Volume 4, pp.215-236, CRC Press, Boca Raton, FL (2006).
[19] F.M. Etzler, Determination of the surface free energy of solids: A criticalreview. Rev. Adhesion Adhesives 1, 3-45 (2013).
[20]R.N. Wenzel.Resistance of solid surfaces to wetting by water[J].American Chemical Society,1936,28:988-994.