淺談拉延模雙動(dòng)改單動(dòng)頂桿布置方法
2021-09-26 07:50:06田媛江鈴汽車股份有限公司
鍛造與沖壓 2021年18期
文/田媛·江鈴汽車股份有限公司
目前國(guó)內(nèi)的一些汽車主機(jī)廠,由于歷史年代久遠(yuǎn),設(shè)備更新?lián)Q代較慢,抑或是車型開發(fā)零件借用的需要等,導(dǎo)致一些模具還處于雙動(dòng)生產(chǎn)方式的階段。隨著汽車企業(yè)的發(fā)展,雙動(dòng)生產(chǎn)模式的效率已嚴(yán)重落后,雙動(dòng)設(shè)備也逐漸被單動(dòng)設(shè)備替代,原先適用于雙動(dòng)設(shè)備的模具必須通過(guò)改造,才能適用于單動(dòng)設(shè)備的生產(chǎn)要求。
雙動(dòng)壓力機(jī)有內(nèi)、外兩個(gè)滑塊,單動(dòng)壓力機(jī)只有一個(gè)滑塊,如圖1 所示。雙動(dòng)壓力機(jī)能通過(guò)單獨(dú)的機(jī)構(gòu)提供壓邊力,而單動(dòng)壓力機(jī)是通過(guò)凹模下行時(shí)作用在壓邊圈上的反作用力提供。模具外觀上最大的區(qū)別在于:?jiǎn)蝿?dòng)壓力機(jī)的凹模在上面,壓邊圈和凸模在下面。雙動(dòng)壓力機(jī)的凸模在上面,運(yùn)動(dòng)的時(shí)候壓邊圈先動(dòng),壓邊之后凸模再動(dòng)。

圖1 單動(dòng)和雙動(dòng)拉延模示意圖
在雙動(dòng)改單動(dòng)的模具改造中,經(jīng)常會(huì)遇到頂桿該怎么布置,布置多少的問(wèn)題,下面就雙改單中頂桿如何布置、校核頂桿數(shù)量的方法以及改造過(guò)程中的注意事項(xiàng),和各位做一個(gè)分享。
頂桿位置的確定
圖2 為頂蓋外板,零件原材料為DC04,料厚為0.7mm,產(chǎn)品長(zhǎng)寬尺寸為1400mm×1310mm。
產(chǎn)品拉延工藝數(shù)模和設(shè)計(jì)的頂桿位置如圖3 所示,首先對(duì)頂桿位置進(jìn)行校核,由圖可知:
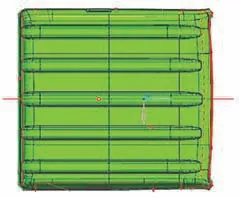
圖 2 頂蓋外板
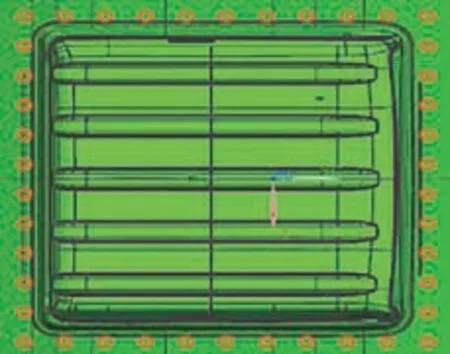
圖3 工藝模面和頂桿位置圖
⑴不管是X 向還是Y 向都是6 排頂桿,非常均勻并且對(duì)稱,在產(chǎn)品成形過(guò)程中模具受力平穩(wěn),沒(méi)有過(guò)大的側(cè)向力。
⑵頂桿靠近分模線附近可以很好的把力傳導(dǎo)到壓料面。
⑶重力中心和DL 中心點(diǎn)基本在同一位置,方便研合調(diào)試。
由此可知頂桿位置沒(méi)有問(wèn)題。說(shuō)明對(duì)于中大型產(chǎn)品,合模要求高的,重力中心選取DL 中心點(diǎn)的第一優(yōu)先原則。DL/機(jī)床中心如果不按重心選取,對(duì)于大型板件,比如翼子板等會(huì)造成壓邊面接觸壓力不均衡,模具合模困難等問(wèn)題。
如圖4 所示,A、B 兩側(cè)頂桿是按4 排對(duì)4 排分布的,但是,其拉延板件沿機(jī)床中心上下的面積分布是很不均衡的。A 側(cè)板件面積大,B 側(cè)板件面積小,現(xiàn)場(chǎng)壓件時(shí),A 側(cè)接觸壓力小,導(dǎo)致壓邊面起皺(圖5),B 側(cè)接觸壓力大,則壓邊面很平整。

圖4 不合理頂桿布置
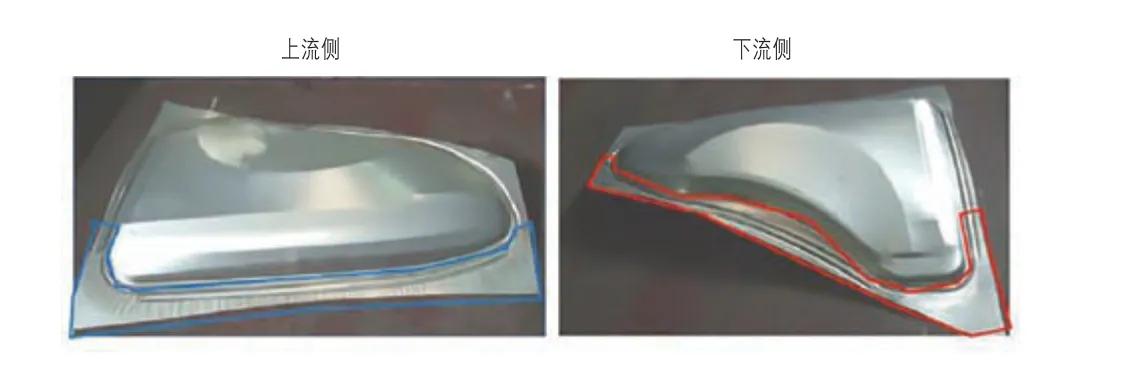
圖5 產(chǎn)品起皺
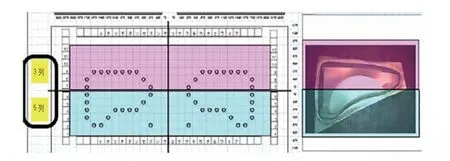
圖6 合理頂桿布置圖
出現(xiàn)這類問(wèn)題的改善對(duì)策:機(jī)床中心上部3 排頂桿,下部5排頂桿,這樣板件沿機(jī)床中心上下部的面積分布基本均衡。壓邊面接觸壓力均衡,壓邊面起皺消除,并且合模更省時(shí)間。
頂桿數(shù)量的校正
一般情況下直徑為38mm 的頂桿所承受的極限壓力為8t,由圖7 所知,頂蓋外板布置頂桿數(shù)量為42 個(gè),由 CAE 或者其他計(jì)算方法可得,頂蓋外板壓邊力為200t,也就是每個(gè)頂蓋所承受的壓力為4.7t 左右,最終CAE 校核200t 壓邊力是比較合適的。

圖7 CAE 校核壓邊力
下面來(lái)看看能不能減少頂桿數(shù)量方便裝模,如果均勻?qū)㈨敆U數(shù)量減少一半,也就是裝22 個(gè)頂桿,壓邊力200t 不變,計(jì)算每個(gè)頂桿所受力為9t,超過(guò)額定壓力8t,頂桿很容易疲勞損壞。如果將頂桿所受力調(diào)成6t左右,模具壓邊力為132t,產(chǎn)品在四個(gè)角容易起皺,所以減少頂桿數(shù)量不可取。故布置頂桿的數(shù)量在雙改單改造中非常重要。
因此,確定頂桿數(shù)量的前提條件是怎么快速準(zhǔn)確地計(jì)算產(chǎn)品成形所要用的氣墊壓力,一般情況可以通過(guò)相似零件的對(duì)標(biāo)、CAE 分析計(jì)算等方法獲得。
頂桿改造注意事項(xiàng)
雙動(dòng)拉延改為單動(dòng)拉延時(shí),原上模壓邊圈改為下模,利用設(shè)備頂桿來(lái)提供壓邊力,設(shè)備頂桿力作用在模具壓邊圈上,根據(jù)前面的布置及數(shù)量原則,確定好最優(yōu)的頂桿布置后,根據(jù)模具壓邊圈的現(xiàn)狀來(lái)制定整改方案。
若原模具壓邊圈在頂桿受力的部位,正好有鑄件支撐,則在壓邊圈鑄件本體上直接安裝頂桿受力墊塊,如圖8 所示。

圖8 壓邊圈鑄件本體安裝墊塊
若原模具壓邊圈在頂桿受力的部位沒(méi)有鑄件支撐,則需要對(duì)壓邊圈進(jìn)行改造,壓邊圈安裝頂桿受力墊板,厚度為45mm,材質(zhì)為45#。同時(shí)為防止墊板長(zhǎng)期受頂桿力出現(xiàn)變形,以及便于頂桿力的傳導(dǎo),在壓邊圈型腔內(nèi),對(duì)應(yīng)頂桿位置加工增加受力支撐柱。

圖9 壓邊圈鑄件本體增加受力墊板及支撐柱
最后說(shuō)明:拉延模雙動(dòng)改單動(dòng)后,原鎖附在設(shè)備內(nèi)滑塊的凸模,需要制作一塊鑄造墊板來(lái)鎖附單動(dòng)凸模,為便于設(shè)備頂桿力的傳遞,在鑄造墊板上還需要設(shè)計(jì)增加二級(jí)傳力頂桿,至此雙改單頂桿部分才算完結(jié),改造后的模具結(jié)構(gòu)如圖10 所示。
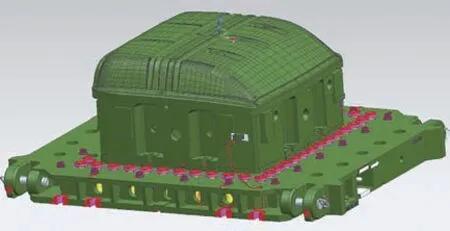
圖10 改造所需的鑄造墊板及二級(jí)頂桿
結(jié)束語(yǔ)
在雙動(dòng)改單動(dòng)的模具改造中,頂桿位置、數(shù)量及力的傳遞至關(guān)重要,前期設(shè)計(jì)工作做得是否到位,直接影響最終模具的調(diào)試周期,甚至影響零件質(zhì)量,本文就實(shí)戰(zhàn)過(guò)程中的一些經(jīng)驗(yàn)總結(jié)和大家分享,望對(duì)同仁能有啟發(fā)幫助。