以降低輥耗為目標的熱軋平整機工作輥輥型設計
2021-09-28 23:36:56呂小虎王立學令狐克志王鐘萱
山西冶金 2021年4期
呂小虎,王立學,令狐克志,馬 愷,張 冉,王鐘萱
(唐山鋼鐵集團有限責任公司,河北 唐山 063016)
隨著現代工業的不斷發展,對熱軋帶鋼板形質量的要求也在不斷提高,單獨依靠熱軋機組對產品進行板形控制已經不能滿足下游工序的需求[1-2]。熱軋平整機通過對帶鋼施加較小的變形(≤5%),可以實現消除帶鋼殘余應力、改善帶鋼板形的目的[3-4]。
平整是改善熱軋帶鋼板形、消除殘余應力的主要手段之一,隨著下游工序對帶鋼板形質量的要求不斷提高,平整工序在熱軋帶鋼生產中扮演的角色愈發重要。平整機組的工作輥直接與帶鋼接觸,是帶鋼質量控制的關鍵因素,不合適的輥型曲線極易造成軋輥的非均勻磨損與板形缺陷,增加輥耗的同時不利于板形質量控制。為了提升平整機組的板形控制能力,學者和工程師們針對工作輥輥型做了大量的研究工作。Li[5]等使用凸度為20μm的工作輥配合VCR支撐輥,提升了工作輥對板形的調控范圍,改善了產品板形質量與軋制穩定性。馬兵智[6]認為,平輥工作輥與VCL支撐輥配合使用,板形控制效果最佳。為了匹配帶鋼的原始凸度,趙麗萍[7]將負凸度的工作輥應用于熱軋平整生產,取得了較好的效果。Wang[8]等基于四輥熱軋平整機組設計了一種正凸度的工作輥用于補償軋輥的磨損,以提升其使用壽命。綜上,熱軋平整機的工作輥使用正凸度、平輥還是負凸度更加有利于板形控制和緩解軋輥磨損,仍然存在不同的意見。并且,在兼顧板形控制與軋輥磨損控制的平整機工作輥輥型優化上,仍然缺乏系統的研究。
河鋼唐鋼2 050 mm熱軋帶鋼平整機組于2020年12月底建成投產,機組的支撐輥和工作輥的原始輥型均為平輥,由于平整機組的來料凸度和板形變化范圍較大,原始輥型并不能滿足生產需求。主要存在的問題有:在平整過程中,輥間接觸壓力峰值較大且分布不均勻,極易引起局部板形缺陷、軋輥局部磨損,增加工作輥輥耗;平輥軋制引起的有害接觸區增加了軋輥的有害彎矩,極大地限制了工作輥彎輥對帶鋼板形的調節范圍。機組工作輥的實際磨損情況如圖1所示,由圖1-1可知,軋輥邊部發生了嚴重的局部磨損,出現了輕微掉肉的情況。圖1-2中白色虛線為工作輥實際磨損曲線,可以明顯的看出在軋輥邊部的局部磨損量很大,與圖1-1的實物相對應。

圖1 2050熱軋平整機組工作輥實際磨損情況
因此,設計合理的平整機工作輥輥型,可以有效地降低輥間接觸壓力峰值和輥間接觸壓力差,增加彎輥力對板形的調控范圍并兼顧軋輥磨損控制,對降低軋輥輥耗以及改善帶鋼板形具有重要的現實意義。本文基于河鋼唐鋼2 050 mm熱軋平整機組的實際工況,在Abaqus環境下建立平整機組三維有限元模型,利用該模型計算工作輥凸度與輥間接觸壓力以及帶鋼輪廓的關系,并根據計算結果確定最優的工作輥輥型,確保在降低輥耗的同時改善帶鋼的板形質量。
1 模型建立
平整軋制是一個動態過程,因此基于以時間差分格式計算的顯式動態彈塑性有限元建立平整機模型。
1.1 質量矩陣
為了簡化模型,假設單個單元的質量集中在節點上,且節點的加速度不影響其他節點的初始力[9]。由于質量矩陣對單個單元的影響呈對角狀,即非對角的矩陣單元是0,總質量矩陣[M]也呈對角狀,因此,質量矩陣可表示為:
式中:Mij為質量矩陣[M]的單元;i、j分別為質量矩陣[M]的行、列坐標,Mij=0(i≠j),Mii>0。
假設固體元素的密度是同質的,則:

式中:me,α為節點α在單元e中的質量;Ve為單元的體積;Ne為節點數量;ρα為節點α的密度;V為節點α的體積;Me為單元e的總質量。
1.2 阻尼矩陣
假設阻尼力與速度成正比,方向與速度方向相反,阻尼系數γ等于單位速度下單位體積的阻尼力。模型的阻尼矩陣[C]可表示為:

式中:[N]為單元的形狀函數矩陣。
由于阻尼系數與材料特性和振動頻率有關,模型中的阻尼矩陣由質量矩陣[M]的實驗確定,而不是由單元阻尼矩陣確定。因此模型的阻尼矩陣可重寫為:

式中:α和β均為常量;[K]為模型的剛度矩陣。
一般來說,熱平整機可以看作一個低頻動態系統,即β=0。則式(4)可寫為:

α可根據臨界振動條件確定:

式中:αii是α關于自由度i的分量;ωi為系統的固有頻率。
1.3 步長時間
為了使仿真運行穩定,將步長時間△t設置為比關鍵步驟時間少△tcr。在塑性變形的模擬過程中,△t可以寫成如下形式:

式中:η為一個小于1的常量。在本文中,基于Du[10]的工作,將η設為0.7。
在三維有限元模擬中,臨界步長時間△tcr由單元尺寸確定:

式中:Le為最小特征單元的長度;E為彈性模量;ρ為材料密度。
1.4 應力應變關系
將法向應力σx、σy、σz,剪切應力τxy、τyz、τzx,正應變εx、εy、εz,剪切應變γxy、γyz、γzx寫成向量形式為:

應力與應變的關系可描述為{σ}=[D]{ε},[D]為模型的彈性矩陣,如式(11)所示:

式中:μ為泊松比。
1.5 熱軋平整機的三維模型
為了提升模型精度同時減少計算時間,使用不同的單元劃分策略對工作輥和支撐輥進行單元劃分。如圖2所示,模型共劃分為591 060個單元(其中,工作輥29 874個單元,支撐輥21 186個單元,帶鋼540 000個單元)。軋輥和帶鋼分別被設定為彈性體和彈塑性體。

圖2 熱軋平整機有限元模型示意圖
2 工作輥凸度對輥間壓力及帶鋼輪廓的影響
2.1 模擬計算條件
模擬計算基于河鋼唐鋼2 050 mm熱軋平整機組的實際設備參數進行,工作輥輥身長度和直徑分別為2 100 mm和525 mm,支撐輥輥身長度和直徑分別為2 050 mm和1 150 mm。機組最大軋制力為1 800 t,彎輥力的調節范圍為-700~700 kN。

式中:P為工作輥輥徑差,mm;Cw為工作輥凸度,mm;x為距工作輥邊部距離,mm;L為工作輥輥身長度的1/2,mm。計算材料采用4 mm×1 500 mm的Q235鋼,軋制力設為300 t,彎輥力分別設為-700 kN、0 kN和700 kN,計算得到不同工況下的輥間接觸壓力和帶鋼厚度相對變化量。
2.2 工作輥凸度與輥間壓力的關系
圖3為工作輥凸度與輥間壓力的關系。由圖3-1所示,在負彎狀態下,輥間壓力隨工作輥凸度的變化不明顯,隨著工作輥凸度由-100μm增加至100μm,輥間壓力峰值由145 MPa增加至180 MPa,峰值均出現在中心。在無彎輥力的狀態下,工作輥凸度的增加可以顯著降低軋輥接觸區邊部的輥間壓力,使中部輥間壓力升高(圖3-2),且隨著工作輥凸度由-100μm增加至100μm,邊部輥間壓力由121 MPa降低至33 MPa,中部輥間壓力由97 MPa升高至134 MPa。施加正彎輥力使輥間壓力的峰值出現在接觸區兩側(圖3-3),且隨著工作輥凸度的增加,兩側輥間壓力逐漸降低,但仍高于中心。


圖3 工作輥凸度對輥間壓力的影響
2.3 工作輥凸度與帶鋼輪廓的關系
圖4為工作輥凸度與帶鋼厚度相對變化量(即為帶鋼輪廓)的關系。由圖4可知,當工作輥凸度為-100~0μm時,無論工作輥彎輥力如何變化,帶鋼均為正凸度。當帶鋼凸度較小時,截面形狀呈現出高次形式,此時比較容易表現出肋浪、邊中浪等復雜的板形缺陷。

圖4 工作輥凸度對帶鋼輪廓的影響
2.4 工作輥輥型的確定
為了確定工作輥輥型,計算了不同工作輥凸度下彎輥力對帶鋼凸度的調控范圍,結果如圖5所示。由圖5-1可知,隨著工作輥凸度由-100μm增加至100μm,彎輥力對帶鋼凸度的調控量(負彎極限時帶鋼凸度-正彎極限時帶鋼凸度)由0.243 mm增加至0.261 mm,調控量相差不大。不同工作輥凸度下的帶鋼凸度調控范圍如圖5-2所示,隨著軋輥凸度的增加,彎輥力對帶鋼凸度的調控范圍逐漸向下移動。因此可以看出,由于平整機的軋制力偏小,選擇何種凸度的工作輥對彎輥調節能力的影響不明顯,使用何種凸度的工作輥需要結合熱軋產線的板凸度控制特性確定。
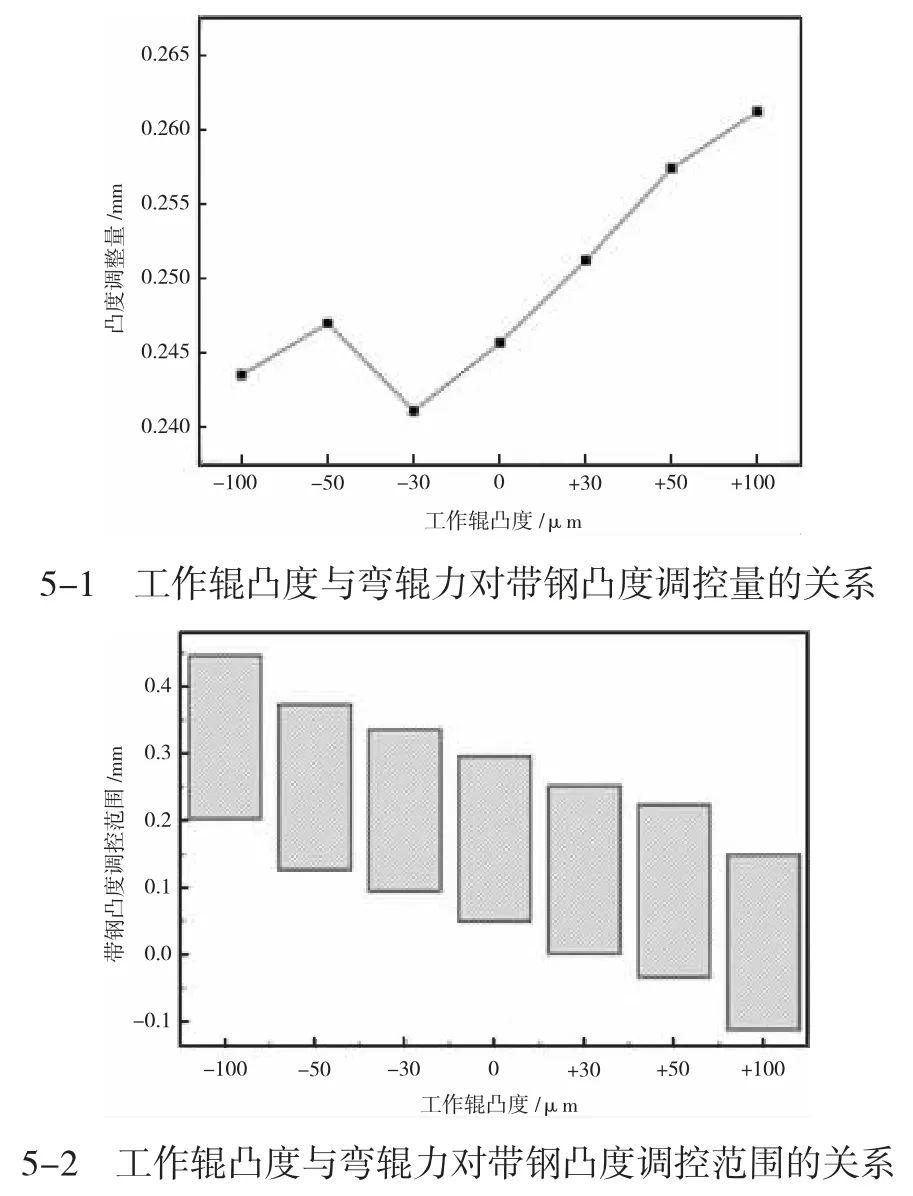
圖5 工作輥凸度與彎輥力對帶鋼凸度調控量及調控范圍的關系
這樣一來,延長工作輥的使用周期以降低輥耗,成為工作輥輥型設計需要考慮的重要因素之一。圖6為熱軋平整機組理想狀態下工作輥自上機至下機的使用情況。由圖6可知,新輥上線時,將工作輥原始輥型磨削為凹輥,并將彎輥力調至上限,此時輥縫形狀應與正凸度帶鋼的斷面形狀相一致,保證板形質量良好;隨著軋輥使用至中期,軋輥邊部逐漸磨損,工作輥凸度由負凸度逐漸變為無凸度,此時降低彎輥力以保證輥縫形狀始終與帶鋼斷面形狀相一致;當軋輥處于末期時,由于邊部磨損的加劇使軋輥凸度趨近于正凸度,此時需要施加負彎輥力以保證輥縫形狀,直至軋輥下線。

圖6 平整機工作輥使用策略
使用以上平整策略的核心思想是通過用彎輥力補償軋輥磨損來延長軋輥的使用周期,這就要求設計的輥型在正彎極限狀態下的輥縫形狀仍為正凸度,圖7為正彎極限狀態下不同凸度工作輥的輥縫形狀。根據河鋼唐鋼2 050 mm軋線平整產品的凸度特性,結合輥間壓力的計算結果可知,-30μm的工作輥凸度最有利于延長工作輥使用周期與板形控制,且輥間壓力相對較為均勻。

圖7 正彎輥力最大時工作輥凸度與帶鋼輪廓的關系
3 應用效果
綜上所述,將-30μm的工作輥代替平輥輥型上線應用,為了評價使用效果,統計了工作輥輥型優化前后工作輥月平均噸鋼輥耗和由于板形不良引起的重平率,結果如圖8所示。

圖8 工作輥輥型優化前后的噸鋼輥耗和重平率
由圖8-1可知,平整機工作輥平均輥耗由輥型優化前的0.011 7 kg/t降低至0.006 9 kg/t;由圖8-2可知,輥型優化前后因板形不良導致的重平率未發生明顯變化。因此,新輥型的投入在降低了噸鋼輥耗的同時,并未惡化帶鋼的板形質量,降低了生產成本,提升了生產效率。
4 結論
1)基于2 050 mm熱軋平整機組的實際設備參數,在Abaqus環境下建立了熱軋平整過程三維有限元模型,該模型可實現計算輥間壓力和帶鋼輪廓的功能,為輥型優化提供了有力的研究工具。
2)利用建立的三維有限元模型,計算了工作輥凸度對輥間壓力的影響。在負彎狀態下,隨著工作輥凸度由-100μm增加至100μm,輥間壓力峰值由145 MPa增加至180 MPa,峰值均出現在中心。無彎輥力狀態下,隨著工作輥凸度由-100μm增加至100μm,邊部輥間壓力由121 MPa降低至33 MPa,中部輥間壓力由97 MPa升高至134 MPa。施加正彎輥力使輥間壓力的峰值出現在接觸區兩側。
3)利用建立的三維有限元模型,計算了工作輥凸度對帶鋼輪廓的影響。當工作輥凸度為-100~0μm時,無論工作輥彎輥力如何變化,帶鋼均為正凸度。當帶鋼凸度較小時,截面形狀呈現出高次形式,此時比較容易表現出肋浪、邊中浪等復雜的板形缺陷。
4)結合軋線的產品凸度控制特性及模擬計算結果,將工作輥凸度由平輥優化為-30μm,并應用于現場。結果表明,新輥型應用后,工作輥輥耗由0.0117kg/t降低至0.006 9 kg/t,帶鋼板形質量穩定。新輥型的應用降低了生產成本,提升了生產效率,同時保證了產品板形質量。
