柴油機剖分式軸承孔接合面錯位變形分析*
2021-09-28 01:33:20孟昭航張振宇
組合機床與自動化加工技術 2021年9期
孟昭航,周 平,張振宇,馬 偉,丁 澤
(1.大連理工大學機械工程學院,遼寧 大連 116024;2. 濰柴動力股份有限公司,山東 濰坊 261061)
0 引言
柴油機主軸承孔是柴油機組裝和工作時的主要基準要素之一[1],其加工精度對曲軸工作性能有著很大的影響[2]。主軸承孔的加工通常采用螺栓預緊后組合加工的方式,在曲軸箱蓋螺栓拆除并再次裝配后,存在主軸承孔變形、曲軸箱與氣缸體接合面錯位的問題,進而會導致軸承孔與軸瓦接觸處產生應力集中,容易出現軸瓦接觸疲勞失效問題[3]。此外,曲軸在工作過程中高速旋轉,在周期性變化載荷的作用下,易出現拉伸、彎曲、扭轉等復雜變形情況[4],軸瓦和軸承孔接觸不均會增大因扭轉振動和彎曲振動而產生附加應力。因此,抑制軸承孔變形可提高軸承孔加工精度,改善軸瓦壽命。
在螺栓預緊力的作用下,柴油機會出現軸承孔變形[5]、接合面錯位[6]的現象。為了研究軸承孔變形規律,抑制軸承孔變形,國內外開展了一系列相關研究。文獻[7]針對軸承表面穩態特性對薄壁軸承套圈變形的特點進行了分析。文獻[8]運用有限元技術對螺栓預緊工況下柴油機主軸承孔和軸瓦的變形進行了研究,采用徑向圓跳動對軸承孔變形進行評判。文獻[9]采用相對滑移幅值來表征機體與主軸承蓋結合面的微動程度。文獻[10]通過建立有限元模型計算了相對滑移量,分析了軸承座和軸承蓋的接觸磨損情況。文獻[11]建立了接觸面滑移模型,對主軸承壁疲勞狀態下的相對滑移進行了研究。
以往的研究未能深入分析剖分式軸承孔接合面接觸條件對滑移錯位量的影響,缺少對軸承孔錯位變形規律的定量計算。因此,本文建立了預緊狀態下柴油機軸承孔有限元分析模型,對軸承孔變形、接合面錯位的變形特性進行分析,通過實驗驗證了建模過程的正確性和仿真結果的有效性。提出了評判軸承孔錯位變形的新方法,分析了銑削表面形貌對摩擦系數的影響,并對不同工藝參數的軸承孔錯位變形量進行了定量計算。
1 軸承孔變形特性的有限元分析
1.1 有限元模型
以濰柴動力WP-13柴油發動機預緊狀態下的氣缸體、曲軸箱組合結構為例,對機體軸承孔結構進行有限元建模。使用Hypermesh進行幾何清理、網格劃分等有限元仿真前處理操作,圖1為柴油機軸承孔結構的有限元網格模型,對軸承孔區域進行網格細化,有限元模型節點總數為203 703,單元總數為861 280。
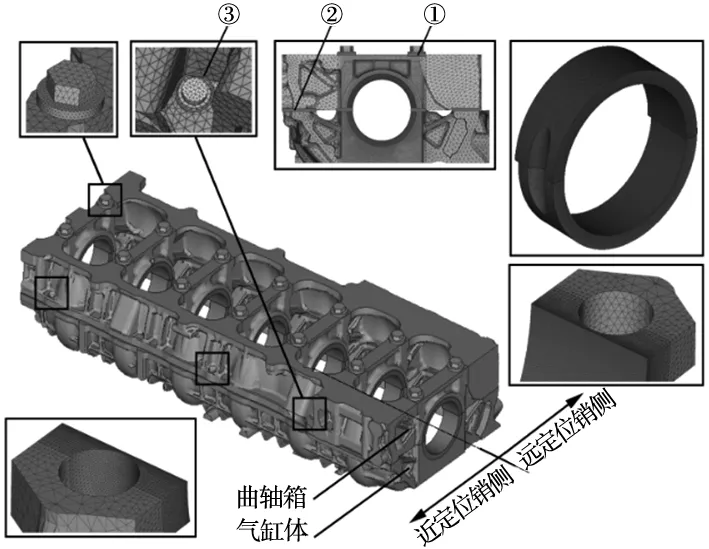
圖1 有限元模型
氣缸體截斷面剛性較大,且遠離螺栓預緊位置,因此對模型底面位移設置全約束。在有限元模型主要的三個接觸面(①螺栓頭與曲軸箱之間、②氣缸體與曲軸箱之間、③定位銷與曲軸箱之間)設置面接觸對,如圖1所示。在螺栓預緊截面處施加預緊力,采用單元節點耦合的方式模擬內外螺紋嚙合。有限元模型材料屬性如表1所示。
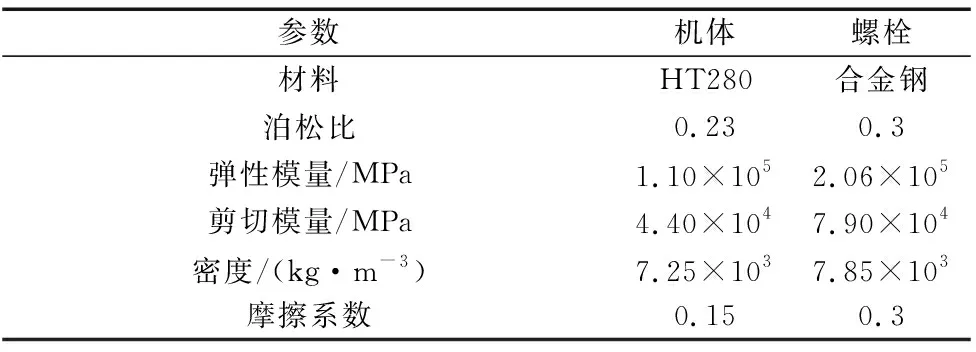
表1 有限元模型材料屬性
有限元模型的螺栓預緊力計算公式如下:
(1)
式中,T為擰緊力矩,d為螺栓公稱直徑,φ為螺紋升角,ρv為當量摩擦角,d2為螺紋中徑,μ為當量摩擦系數,Dw為螺帽環面的直徑,d0為缸蓋螺栓通孔直徑。曲軸箱螺栓規格為M18,強度為10.8級。曲軸箱螺栓共14個,每個螺栓的預緊力矩為140 N·m,計算得到螺栓預緊力約為51 850 N。
1.2 有限元分析結果
在ANSYS中進行有限元模型后處理計算,繪制組合結構位移云圖,如圖2a所示。以前端面軸承孔作為分析對象,單獨提取軸承孔處網格位移量繪制云圖,如圖2b所示。由于曲軸箱和氣缸體剛度不同,軸承孔在曲軸箱側和氣缸體側變形量有很大差異,導致軸承孔失圓,發生錯位變形。
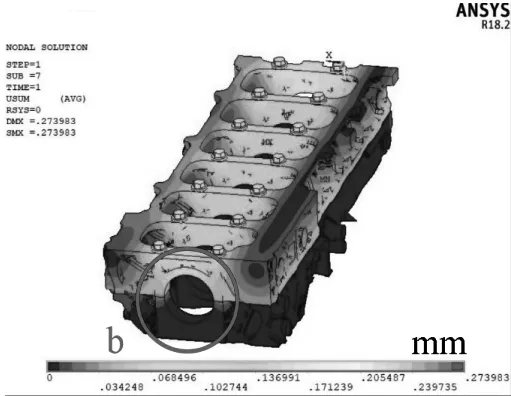
(a)整機位移云圖
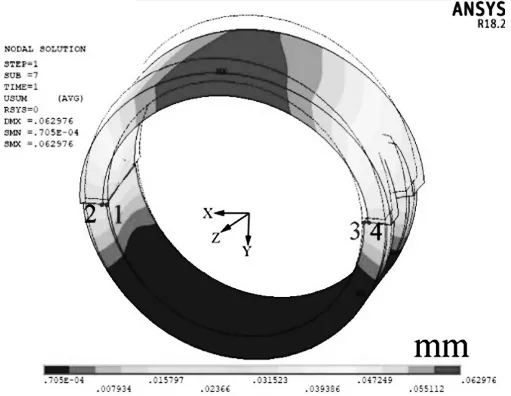
(b)軸承孔位移云圖 圖2 有限元模型位移云圖
軸承孔圓周節點位移量如圖3所示。由于曲軸箱變形量大于氣缸體,因此接合面節點1和2間(X軸正向)、節點3和4間(X軸負向)會產生位移差,進而導致接合面處發生錯位變形。其中,節點1為近定位銷側氣缸體頂點,節點2為近定位銷側曲軸箱頂點,節點3為遠定位銷側氣缸體頂點,節點4為遠定位銷側曲軸箱頂點。計算節點1與節點2位移量的差值、節點3與節點4位移量的差值,作為軸承孔兩側接合面錯位變形評判標準。
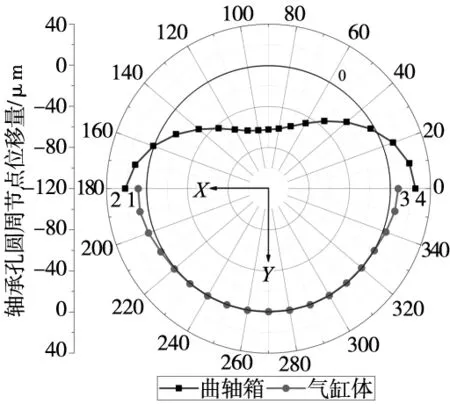
圖3 軸承孔圓周節點位移量
1.3 有限元模型的實驗驗證
螺栓把緊采用阿特拉斯擰緊機,設備型號SKX54-5-203,如圖4所示。實驗過程中對曲軸箱的14根螺栓同時把緊,通過編程控制螺栓把緊力矩。
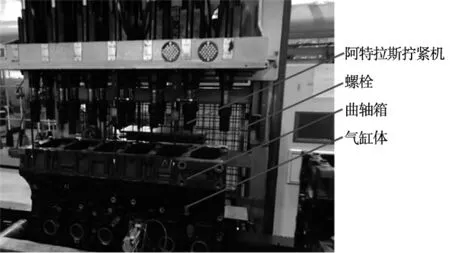
圖4 阿特拉斯擰緊機
測試采用GLOBAL ADVANTAGE 12.22.10三坐標測量儀,如圖5所示。對測量截面、測點數量、安裝位置進行設置,通過編程控制激光探頭運動路徑。

圖5 三坐標測量儀
以曲軸箱和機體的接合面處作為0°方向,每10°進行一次測量,編程控制測量探頭對軸承孔內36個測量點進行三坐標測量。分別測量螺栓預緊前后測量點的三坐標值,計算預緊前后測量點三坐標變化量,獲得軸承孔每10°方向的軸承孔變形量。實驗結果與有限元仿真結果的對比如圖6所示。
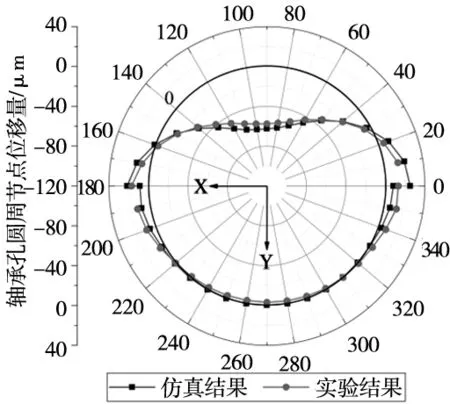
圖6 實驗結果與仿真結果對比
通過有限元仿真方法分析得到的軸承孔變形的理論結果,與通過實驗測得螺栓預緊前后軸承孔圓周節點的位移量,二者具有較好的一致性,驗證了建模過程的正確性和仿真結果的有效性。
2 接合面摩擦特性對軸承孔變形特性的影響
柴油機接合面摩擦系數對柴油機曲軸箱和氣缸體間滑移量有顯著影響[12],進而會對軸承孔接合面錯位變形量產生影響。不同摩擦系數下的曲軸箱和機體位移量及接合面錯位變形量如表2所示。隨著摩擦系數增大,兩側錯位變形量均減小。摩擦系數每增大0.025,兩側錯位變形量分別減小6.68%和11.76%。說明接合面的摩擦系數對主軸承孔的橫向變形有較為顯著的影響,并且接合面靠近主軸承孔處于滑動摩擦狀態。
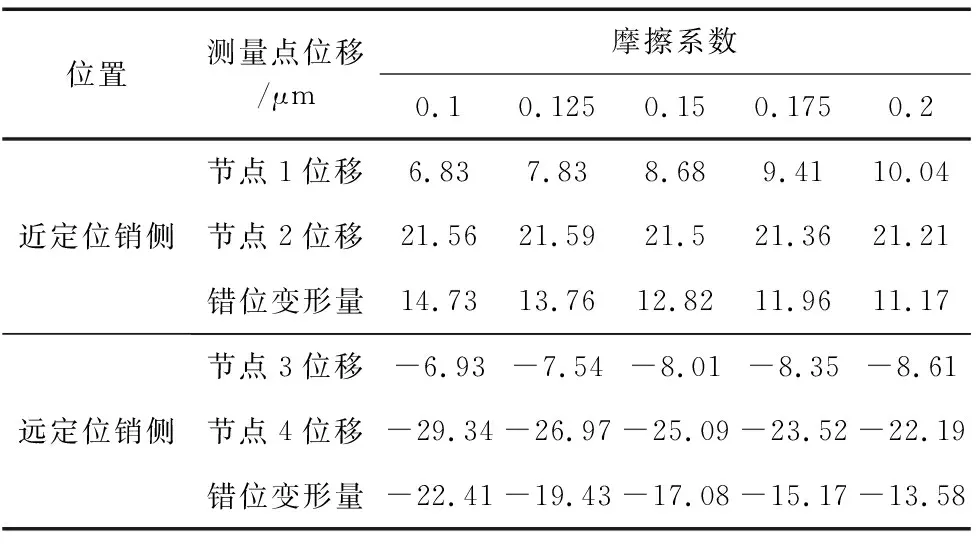
表2 不同摩擦系數的軸承孔節點位移量
圖7a和圖7b分別為軸承孔兩側節點在不同摩擦系數下X向位移量及錯位變形量的變化規律,負值代表節點向X軸負方向發生位移。節點及坐標系定義如圖3所示,隨著接合面摩擦系數增加,節點1的X正向位移量增大,節點2的X正向位移量基本保持不變;節點3的X負向位移量增大,節點4的X負向位移量減小。隨摩擦系數增大,兩側錯位變形量均減小。
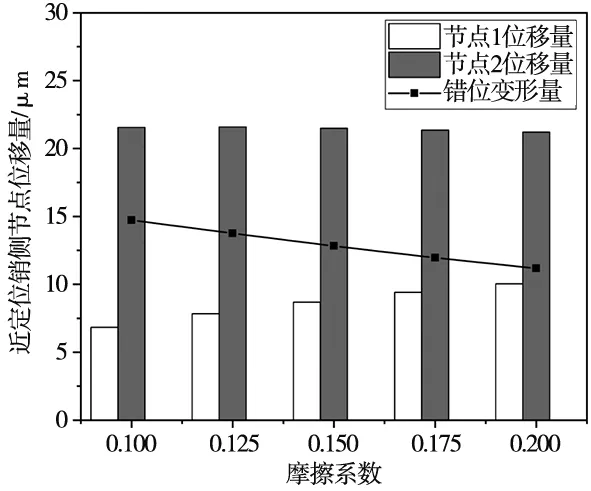
(a) 近定位銷側節點位移量
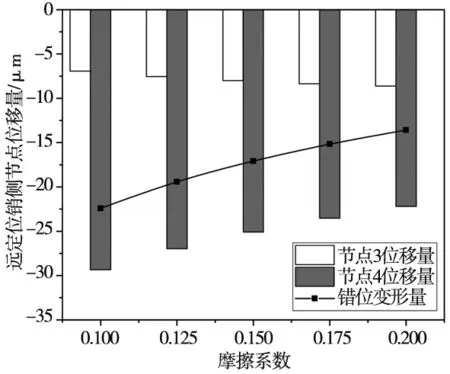
(b) 遠定位銷側節點位移量圖7 不同摩擦系數的軸承孔節點位移量
從以上分析中可以看到增加接合面的摩擦系數可在一定程度上抑制錯位變形,由于材料的選擇受到其它諸如結構強度和成本等因素的限制,從工藝角度來改變表面摩擦學特性是比較便捷的方法,加工表面的微觀起伏可顯著影響其摩擦學特性[13]。曲軸孔接合面可以采用銑削或磨削的方式進行加工,不同的刀具路徑會在加工表面上形成不同的微觀紋理,進而影響加工表面的摩擦系數和耐磨性等。
為了量化分析接合面銑削加工表面形貌對摩擦性能的影響,首先測試了銑削接合面的微觀形貌特征。對曲軸箱接合面部分進行切割,使用泰勒三維形貌儀對接合面表面形貌高度進行測量。分別對垂直于銑削刀軌方向(方向①)和沿銑削刀軌方向(方向②)進行形貌高度測量。垂直于銑削刀軌方向(方向①)的接合面形貌高度如圖8c所示。
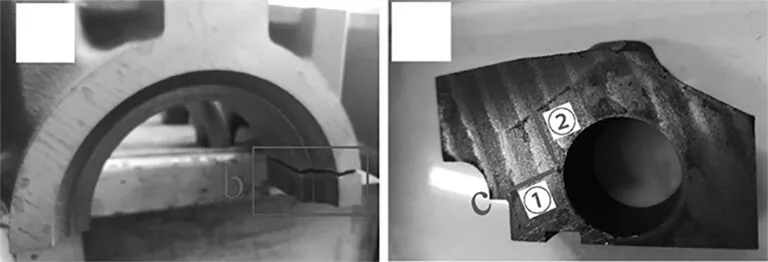
(a) 曲軸箱切割位置 (b) 曲軸箱接合面
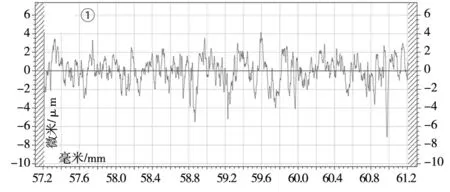
(c) 垂直于銑削刀軌方向的接合面輪廓曲線圖8 泰勒三維形貌儀測量接合面粗糙度
在粗糙面的波峰處,接合面處于滑動摩擦狀態。根據Weierstrass-Mandelbrot(W-M)分形輪廓函數[14],表面輪廓可表示為:
(2)

(3)
粗糙度Ra與分形參數D,G的關系為:
Ra∝L2-DGD-1
(4)
已知表面輪廓特征尺度系數G<1,則粗糙度Ra隨分形維數D增大而減小,隨表面輪廓特征尺度系數G的增大而增大。加工表面的分形維數D代表了表面復雜結構的多少和結構的微細程度,分形維數D越大,銑削表面結構越精細。特征尺度系數G代表了銑削表面的輪廓高度的幅值,特征尺度系數G越大,銑削表面輪廓形貌在同一位置的起伏幅值越大,表面越粗糙。
使用結構函數法計算表面輪廓曲線的分形參數,不同數據間隔τ的表面輪廓曲線的結構函數值S(τ)滿足:

(5)
式中:τ為數據間隔的選擇值。選擇若干數據間隔τ并計算相應的結構函數值S(τ),繪制lgS-lgτ雙對數曲線圖,通過最小二乘法擬合出直線段,計算直線的斜率k和截距b,即有:
(6)
(7)
通過控制特征尺度系數G增大輪廓幅值,對接合面重新建模并計算接合面宏觀摩擦系數μ:
(8)
式中:fc為接合面單元節點切向摩擦力,Fy為接合面單元節點法向壓力,N為節點數量。提取粗糙接合面上所有滑動摩擦狀態節點的切向摩擦力和法向壓力,計算接合面的宏觀摩擦系數。多次計算模型并取均值,不同起伏幅值的宏觀摩擦系數μ如表3所示。
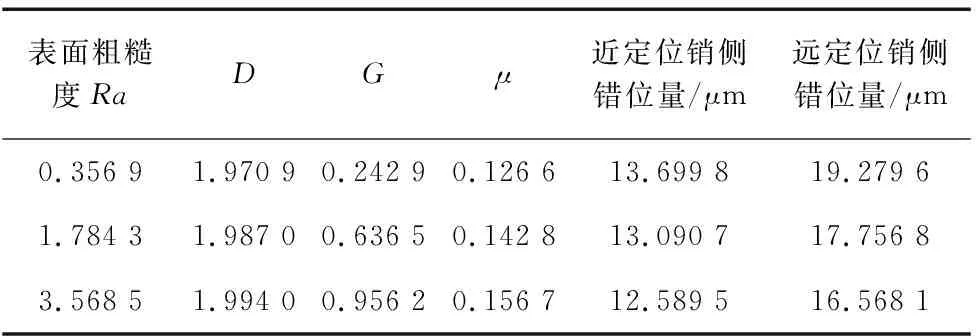
表3 微觀起伏幅值對摩擦系數和錯位變形量的影響
隨著特征尺度系數G增大,表面起伏幅值增大,接合面宏觀摩擦系數增大,可以在一定程度上減小柴油機剖分式主軸承孔在預緊過程中接合面的相對滑動問題,從而減小兩側錯位變形量。表面粗糙度增加10倍,摩擦系數增加0.030 1,兩側錯位量減小約8.82%和16.37%。實際加工過程中,利用磨削代替銑削會增加錯位變形量。在整體面形精度保持不變的情況下,可通過選用不同的刀具和工藝參數,如改變切深和進給速度等方式改變銑削表面紋理,增大接合面微觀起伏幅值,進而增大接合面摩擦系數,減小軸承孔錯位變形。
3 預緊力矩對軸承孔變形特性的影響
改變有限元模型中的螺栓預緊力矩并重新計算不同預緊力矩下,曲軸箱和機體位移量及接合面錯位變形量如表4所示。預緊力矩每增大20 N·m,近定位銷側錯位變形量增大約1.79 μm,遠定位銷側錯位變形量增大約2.44 μm。
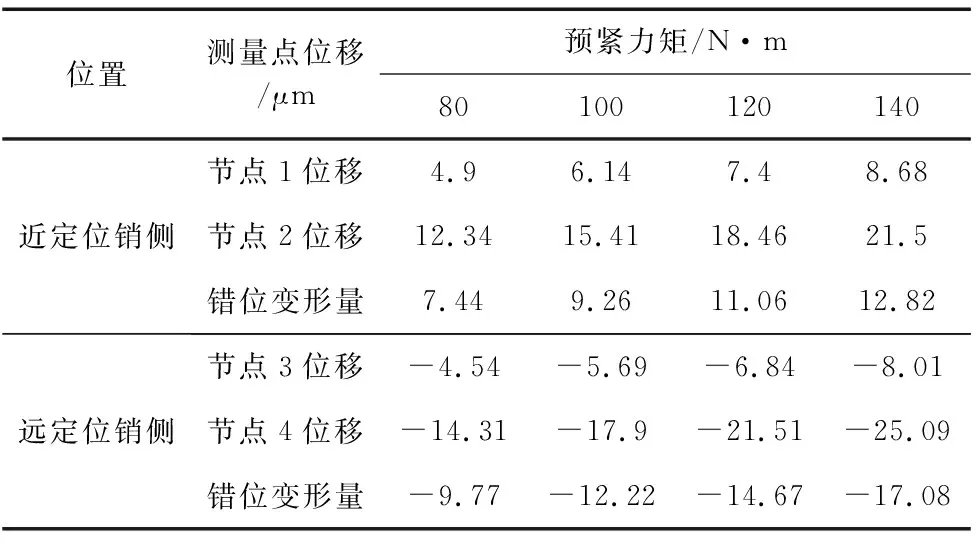
表4 不同預緊力矩的軸承孔節點位移量
圖9a和圖9b分別為軸承孔兩側節點在不同預緊力矩下X向位移量及錯位變形量的變化規律,負值代表向X軸負方向發生位移。節點及坐標系定義如圖2所示,隨著預緊力矩增加,節點1和節點2的X軸正向位移量增大;節點3和節點4的X軸負向位移量增大。預緊力矩與接合面錯位變形量成正相關線性關系,預緊力矩增大將導致曲軸箱和氣缸體橫向位移量增大。
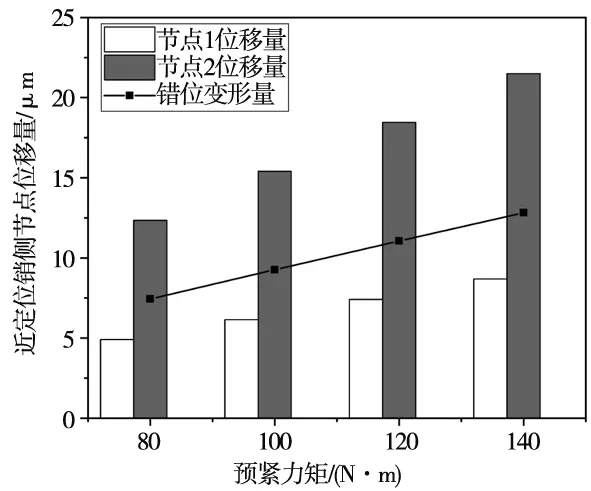
(a) 近定位銷側節點位移量
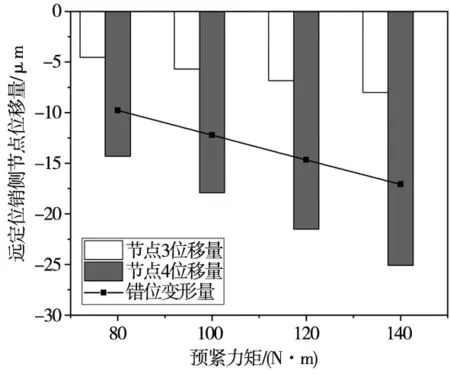
(b) 遠定位銷側節點位移量 圖9 不同預緊力矩的軸承孔節點位移量
剖分式軸承孔把合通常被認為是一個非線性問題,主要涉及材料非線性和邊界非線性。材料非線性主要發生在在曲軸箱接合面處,應變較大導致出現局部的塑性變形。接合面的接觸狀態發生變化導致邊界非線性,但從計算結果來看,預緊力矩和錯位變形仍呈線性關系。其原因是材料屈服發生在曲軸箱螺栓頭附近非常小的區域,而接觸滑移發生在接合面螺栓孔附近非常小的區域。預緊力矩增加時,材料非線性區域和邊界非線性區域并沒有明顯的擴展。
4 結論
(1)預緊狀態下,柴油機主軸承孔內縮變扁,由于曲軸箱和氣缸體的剛度差異,曲軸箱變形量大于氣缸體,主軸承孔變形失圓。在曲軸箱與氣缸體接合面區域,軸承孔橫向變形增大,受接合面摩擦狀態影響,軸承孔接合面發生錯位變形。
(2)接合面錯位變形量與摩擦系數成負相關,接合面摩擦系數每增大0.025,兩側錯位變形量分別減小約6.68%和11.76%。軸承孔節點錯位變形量對接合面摩擦系數較為敏感,因此在裝配過程中需要嚴格控制接合面摩擦狀態。接合面微觀起伏幅值增大會導致接合面粗糙度增大,進而導致宏觀摩擦系數增大。加工過程中可通過增大銑削表面微觀起伏幅值來增大接合面摩擦系數,減小相對滑移。
(3)接合面錯位變形量與預緊力矩成正相關線性關系,隨著螺栓預緊力矩增大,軸承孔接合面區域節點橫向位移量增大,進而接合面錯位變形量增大。預緊力矩每增大20 N·m,兩側錯位變形量分別增大約1.79 μm和2.44 μm。接合面接觸變形導致邊界非線性問題,但預緊力矩和錯位變形量仍為線性關系,裝配過程中應合理控制螺栓預緊力矩。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24