汽車零部件自動上料方式研究與應用
2021-09-29 00:49:08石飛飛王良濤李錦濤楊斌
汽車工藝師 2021年9期
關鍵詞:設備
石飛飛 王良濤 李錦濤 楊斌
聯合汽車電子有限公司西安廠 陜西西安 710117
工業革命是以機器取代人力,以大規模工廠化生產取代個體手工生產的一場生產與科技革命。三次工業革命分別經歷了機械化、電氣化和自動化,如今正朝著第四次工業革命邁進,即智能化。要全面邁進智能化時代,對于制造型企業而言,就需要完成高度自動化的設備導入,零部件裝配線自動上料為生產線的自動化率貢獻了關鍵作用,它使得一條生產線可以使用更少的人力投入,可以完成高效的設備自動化上料。
汽車工業在近10年內有了飛速的發展,零部件工廠正在轉型升級,生產線朝著無人化、數字化以及智能化發展。無人化工廠的前提條件是自動化的實施,一系列的自動方式替代手工勞動,降低企業人力成本。生產線高度自動化的先決條件是子零件自動上料的實施。針對零件不同的形態與材質,結合企業實際情況需要設計選用合適的自動上料結構,確保上料的效率與質量,減少設備停機與客戶投訴。
研究背景
UAES(聯合汽車電子有限公司)2020年度獲取電子節氣門踏板APM6 某國際項目,該項目要求其產生電信號的關鍵零部件轉軸磁鐵需要四極充磁,以滿足客戶要求的抗電磁干擾等性能。然而,實際生產線現有批產的項目全部為兩極充磁,要在現有產線兼容四極和兩極充磁,綜合考慮了現有產線空間、換型的便捷性及設備投資,工廠決定在線外建立一個充磁工藝中心以滿足DVE/APM6/GPA不同磁鐵的充磁。
基于此,決定APM6轉軸四極充磁線外實施,即工藝路線為“工藝中心四極充磁→充完磁的轉軸運輸回生產線→在現有設備自動上料裝配”。現有生產線的轉軸工藝路線是“未充磁的轉軸在振動盤自動上料→抓取→充磁→抓取→裝配”。然而,四極轉軸的材質是高磁性材料釹鐵硼,充完磁后具有很強的磁性,在現有振動盤自動上料,會存在兩個已經充完磁轉軸由于很強的磁力互相吸合在一起,造成振動盤無法靠振動分料,因此,研究設計一種針對已充磁零件的自動上料方式勢在必行。
充磁轉軸的自動上料分析與應用
1.充磁轉軸自動上料的關鍵技術要求分析
帶有磁性材料的轉軸,是一個將磁鐵注塑其中的圓柱體(見圖1),根據裝配要求,充完磁的轉軸磁鐵面朝上,且在自動傳輸過程當中要求卡滯率極低(約0.1%),自動傳輸過程當中要求轉軸無磕傷.同時對于自動化生產線而言,自動上料機構需滿足一次性上料要確保30min可用,否則頻繁的上料會影響生產效率。生產線節拍為16s,OEE為90%,滿足0.5h生產可用即上料機構的最少數量為:上料間隔時間/節拍×OEE=(30min×60/16s)×90%=101.25,即上料機構容量至少為102件可滿足30min生產不因上料而中斷。

圖1 帶有磁鐵的注塑轉軸圖示
2.轉軸零件特點分析
轉軸為圓柱體,磁鐵嵌入塑料件中,且帶有強磁,放在振動盤當中通過振動加仿形篩選,經過實驗驗證,強磁導致兩個零件會吸附在一起,振動盤無法通過振動將轉軸拆分,且已充完磁的轉軸會在振動盤內吸附金屬碎屑給產品質量帶來較大的隱患。因此,轉軸自由無序狀態下,混在一起采用一種機構或者原理來實現篩選上料依然不可行。
3.現有設備布局分析
設備空間已被兩極轉軸充磁上料機構及充磁機占用,采用較大的上料機構會占用更大的廠房面積,會使得現有設備布局重新布置,且會導致現有設備沒有足夠的維修空間(IE要求通道至少有500mm),對于現有生產是一種嚴重的干擾。因此,在現有的狹小空間內布置一個能夠滿足已經充完磁轉軸的機構是一個必要條件。
4.上料機械結構要求分析
結合上料的技術分析,上料機構的容量計算、零件特點以及現有場地布局,轉軸只能采用多排堆垛式上料。堆垛起來的兩個相鄰轉軸塑料與磁鐵相接觸,避免了磁鐵之間的吸附,同時一排轉軸放置在一個透明塑料圓筒當中,確保了實時消耗的可視化,多排塑料管道采用機械機構固定。整個機構底部有一個伺服機構,伺服機構安裝一個接料板,接料板端部設計一個沉孔。當伺服運動至某一排轉軸下方,塑料透明管道內部的轉軸因自身重力作用掉落在接料板沉孔內,伺服機構將轉軸運輸至待抓取位置,就完成了一次轉軸的上料。同時由于接料板除沉孔部位外,其他部位與塑料管道內的轉軸貼合不會導致非消耗位置轉軸的卡滯。
上料機構物料消耗完畢后需要換另外一個帶有轉軸的上料機構(見圖2)。對于裝有物料后整體機構的質量IE要求≤8kg,由于轉軸是已經充完磁的材料,因此整個機構與轉軸接觸的部分未非磁性材料,防止上料時的因磁性吸附導致的卡料。
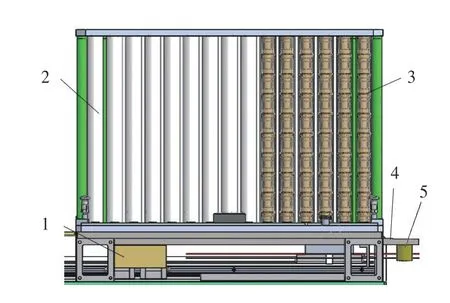
圖2 轉軸自動上料機構示意
5.上料機構軟件控制關鍵要求分析
轉軸靠自身重力落在接料板沉孔內時,需要有一個傳感器檢測,且傳感器的閾值需要采用數學統計原理±3s來設置,這樣能保證沒有誤檢測。只有轉軸完全落在沉孔后傳感器檢測到,伺服方可運動。考慮到一次上料不可能將整個機構當中的轉軸消耗完畢,可能半盤就要換型,設備重新回原點位,剩余的半盤物料在下次生產四極轉軸時重新上料。設備換型后會從第一排開始自動運輸上料,會嚴重影響設備效率,因此,軟件設計時必須在控制面板上設計留有可視化可重置的轉軸消耗示意圖。如果是半盤物料,在換型或者設備維修重新回零后,將沒有物料位置的標識位“置空”,這樣設備就會從有料的位置開始運輸物料,提高生產效率。標識位置如圖3所示。

圖3 標識位置示意
6.實施后效果
實施后的布局如圖4所示,滿足了四極轉軸的上料,不改變其他工位設備布局,保留了維修空間,節省場地面積2m2,節省設備投資約50萬元。

圖4 實施后效果
不同零件自動上料機構研究與應用
1.任意零件放置姿態的振動盤上料
振動盤適用于較小零件的振動上料,太大的零件會導致振動機構體積較大,占地面積較大,不符合精益生產的理念。其原理是一種自動組裝或自動加工機械的輔助送料設備。它能把各種產品有序地排列出來,配合自動組裝設備將產品各個部位組裝起來成為完整的一個產品,或者配合自動加工機械完成對工件的加工。振動盤料斗下面有個脈沖電磁鐵,可以使料斗作垂直方向振動,由傾斜的彈簧片帶動料斗繞其垂直軸做扭擺振動,料斗內零件由于受到這種振動而沿螺旋軌道上升。在上升的過程中經過一系列軌道的篩選或者姿態變化,零件能夠按照組裝或者加工的要求呈統一狀態自動進入組裝或者加工位置。其工作目的是通過振動將無序工件自動有序定向排列整齊,準確地輸送到下道工序。螺釘類零件、墊片類零件、小滾子類零件以及塑料類、金屬類的零件都可用振動盤上料,如圖5所示。
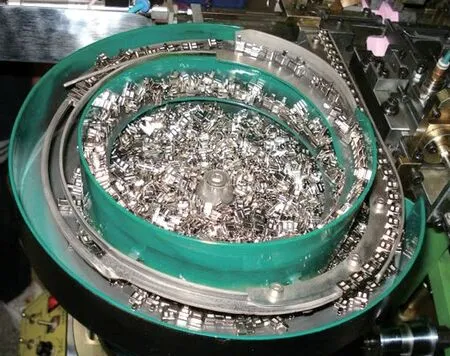
圖5 振動盤上料示意
2.帶有視覺引導無序抓取上料
無序抓取適用于零件較大或柔性要求較高的工位,但是需要實現自動上料的工位,零件可以隨意放置,對零件包裝要求較低,但是必須采用視覺引導加機械手實現零件的抓取。機械手和視覺系統可以回收利用,即使生產線停止生產后,機械手和視覺系統可以安裝在其他新的產線,降低設備的投資。如圖6所示。
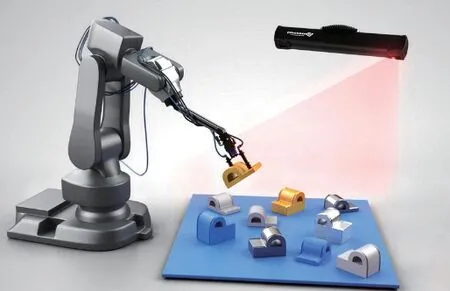
圖6 視覺引導無序抓取示意
3.零件堆垛式自動上料
如圖7所示,針對盤轉類、碟片類小零件可采用堆垛式上料機構,如彈簧卡圈,將卡圈堆垛在一個仿形機構當中,正下方采用一個帶有卡圈外圈仿形的氣缸切料機構。當氣缸運動至擋圈正下方時,擋圈在自身重力作用下掉落至仿形機構中,傳感器檢測到擋圈落到位,氣缸機構將擋圈運輸至待夾取位置。
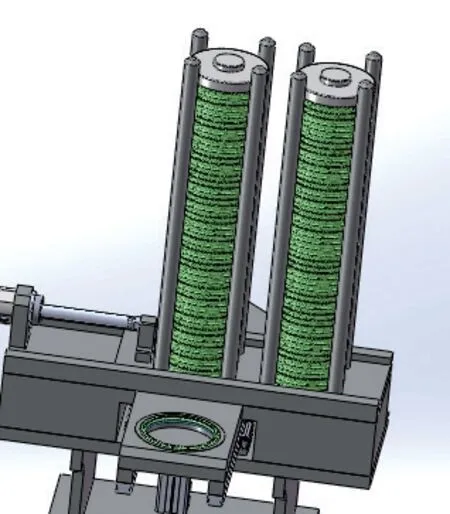
圖7 擋圈自動上料機構示意
4.單層坐標式自動上料
對于小零件且有電氣性能要求的精密零件,顯然其他方式會損傷零件。如帶有電氣元件的PCB(見圖8),要求采用塑料盤包裝物料,采用伺服機構加負壓吸頭逐個吸取PCB,確保零件上料過程當中不會影響質量。
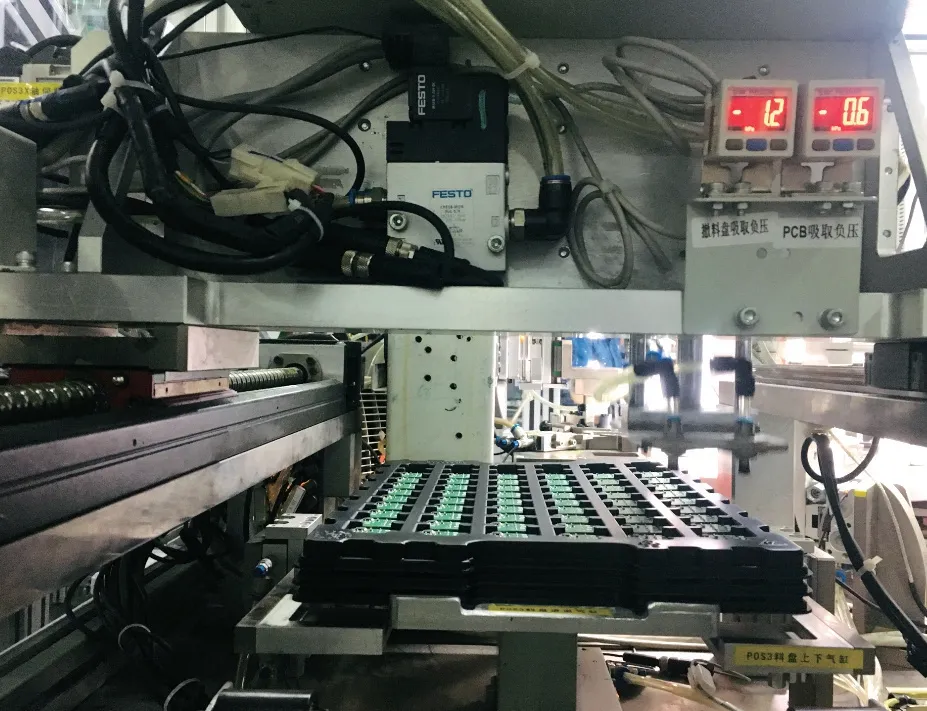
圖8 包裝塑料盤上料機構示意
5.箱柜多層坐標式自動上料
如圖9所示,箱柜式上料一般適用于較大零件的上料,其一般要求各個零件在塑料盤當中定位可靠。將每一個塑料盤放置在一個料架當中,伺服機構根據實際需要移載料架當中的某一層物料,抓取機構在取料位置按照坐標逐一取料,抓取機構可以是龍門式氣缸或伺服機構,也可以是機械手。當塑料盤當中的物料消耗完畢后,伺服機構將塑料盤退回料架當中,操作工按照要求對空料位置進行補料。
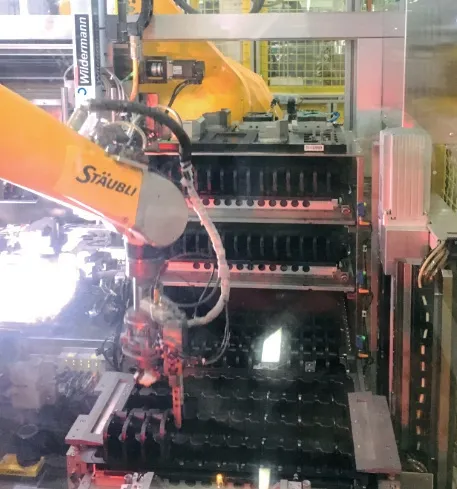
圖9 箱柜式自動上料示意
6.不同自動上料機構的優劣勢對比分析
針對不同的零件形態,結合工藝規劃、投資成本選用合適的上料機構可滿足精益規劃要求。不同類型的上料方式的優劣勢見表1。
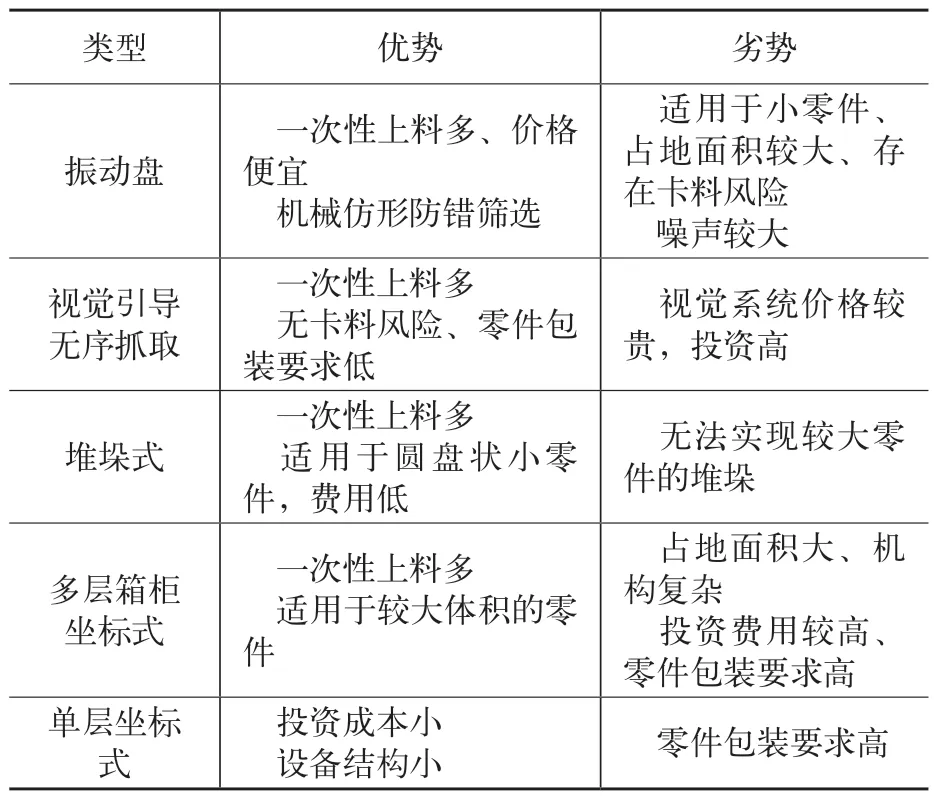
表1 不同上料方式的優劣勢
結語
通過研究分析已充磁轉子的結構形式,結合現有生產線布局,實現了低成本、高自動化、占地面積小等特點的自動上料,滿足了生產效率要求。同時通過案例分析介紹,針對不同類型的零件形式的不同上料方式進行了對比分析,分別列出了其優劣勢,供生產線規劃自動化上料時參考。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
