一種數控車床熱后加工用精車夾具
2021-09-29 00:49:12王鵬
汽車工藝師 2021年9期
王鵬
陜西法士特集團公司 陜西寶雞 722409
當前國內外變速器齒輪的趨勢是:為了保證盤類齒輪熱處理后的軸向圓跳動、徑向圓跳動、內孔尺寸以及軸向尺寸,熱處理完需要精加工內孔及端面。但是目前熱后數控車床無法實現定位基準與設計基準的統一,導致加工出來的零件軸向尺寸不穩定甚至超出圖樣要求的公差,以及軸向圓跳動超差影響磨齒定位從而導致齒向超差。所以需要設計一種新型熱后精車車床夾具來解決熱后車削無法用工件小端面定位加工的問題,使定位基準與設計基準統一,以保證熱后齒輪精度要求。
問題描述及分析
1)問題一:圖1所示是公司加工的一種零件——中間軸齒輪,熱處理后需要精加工內孔及端面,以保證零件的軸向圓跳動、徑向圓跳動、內孔尺寸以及軸向尺寸。熱后數控車床用傳統三爪裝夾時,由于工件小端面為凹面,或小端面為凸面且大端面和小端面外圓尺寸相差較大,因定位面長度不夠,導致此類工件無法在數控車床上用小端面定位,故而造成定位基準和設計基準不重合致使軸向尺寸產生偏差。若改用磨床加工,生產成本較高,效率也比數控車床低。
2)問題二:數控車床的傳統三爪上一般有兩個或三個沉孔,精加工時,必須調整好三爪精鏜,以保證工件的徑向圓跳動。公司齒輪類品種繁多,車床調整頻繁,每次換品種后需要重新調整并精鏜三爪,待沉孔精鏜透后無法繼續使用,導致三爪使用壽命較短。如果能利用一種工裝來克服數控車床無法用工件小端面定位問題,那么由磨床改為車床上加工便可實現,加工效率提升的同時,三爪使用壽命也能大大提高。
零件結構分析及定位、裝夾分析
1.零件結構分析
如圖1所示,零件的小端面為凹面或凸面時,使用傳統三爪無法使用小端面定位,必須根據零件結構特點設計定位機構。
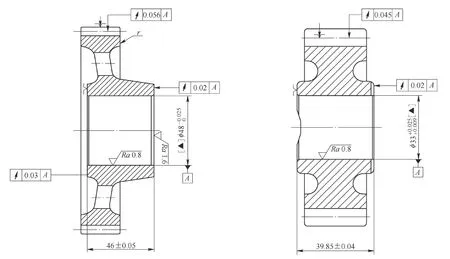
圖1 零件機加工工序簡圖
2.定位、裝夾分析
首先,精車夾具用齒輪小端面定位加工,以實現定位基準與設計基準重合,從而保證軸向尺寸以及軸向圓跳動要求,這是保證工件加工精度的重要前提條件;其次,要求以齒輪外圓夾緊,用以精車內孔保證內孔尺寸及徑向圓跳動;最后,可實現快速換產。
夾具設計
針對以上的現場要求,設計一種盤類齒輪熱后精車夾具,如圖2所示,包括定位花盤、定位支撐、M6螺釘、三爪、M8螺釘及M16螺釘。首先,針對工件要用小端面定位加工,設計了定位花盤,如圖3所示。定位花盤1有3個均布的U形槽,U形槽長87mm、寬50mm,為使其不影響三爪在卡盤上的裝夾位置,有3組均布的M6螺紋孔,每組有7個M6螺紋孔,深10mm,用于固定定位支撐。通過螺釘將定位支撐連接固定在定位花盤上,定位支撐的位置可根據工件定位面直徑的大小進行調整,可實現任意直徑的工件用小端面定位。
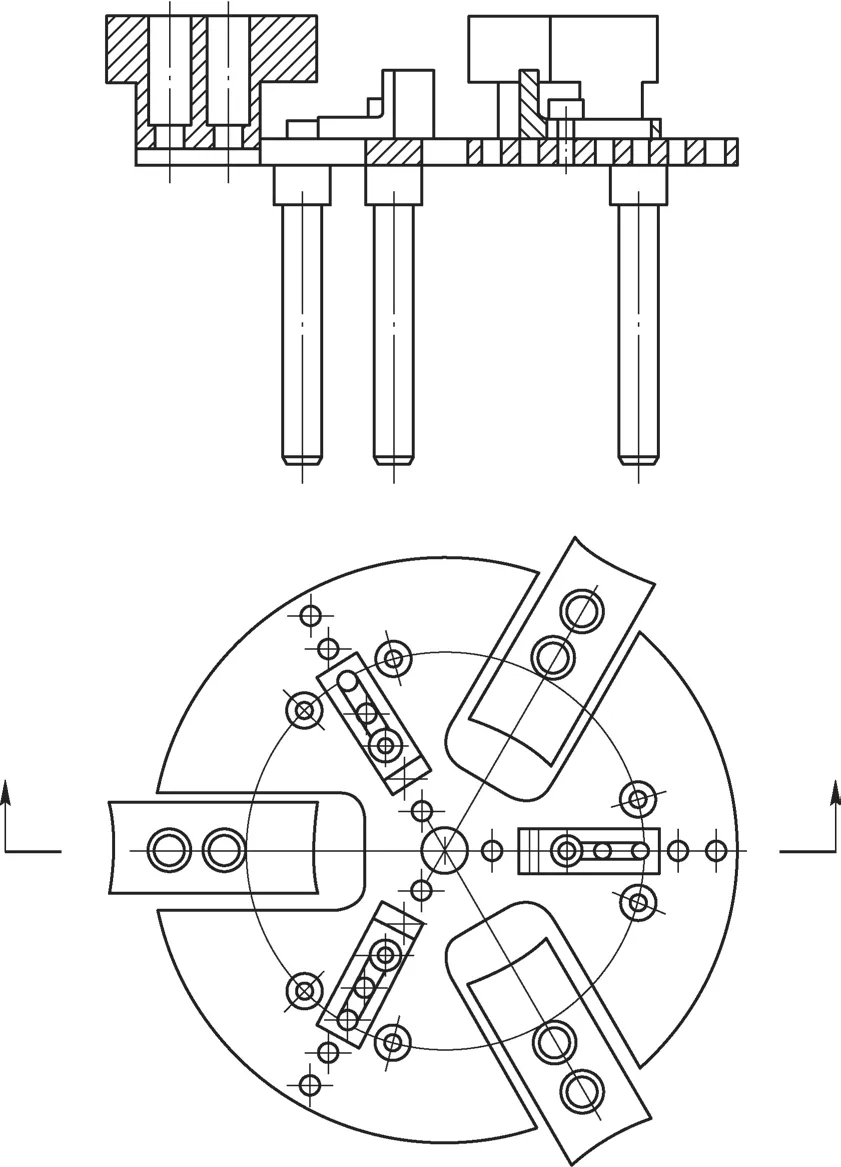
圖2 熱后車削夾具
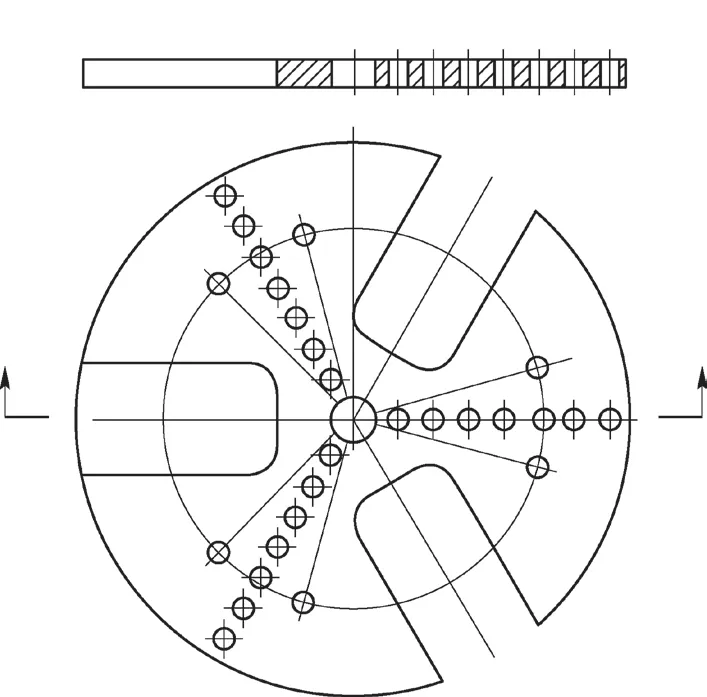
圖3 定位花盤
設計定位支撐時,摒棄傳統三爪定位和夾緊為一體的設計,而采用夾緊和定位分開的設計思路,將三個可自由調節位置的支撐柱作為定位面,如圖4所示,通過螺釘將其連接、固定在定位花盤上,采用三個定位支撐作為定位面的定位方式,可有效避免工件端面翻毛刺對定位的影響(比如齒部倒棱翻毛刺,倒圓角翻毛刺),從而不僅可以保證工件的軸向圓跳動,避免了軸向圓跳動超差對磨齒定位的影響,也可以保證工件的軸向尺寸。對于外圓大小相近的工件,只需調節定位支撐即可,實現快速換產,減少了許多輔助工時,在批量生產中突顯經濟效益。三爪設計時便可不用考慮設計定位面的問題,大大提高了三爪使用壽命,如圖5所示。
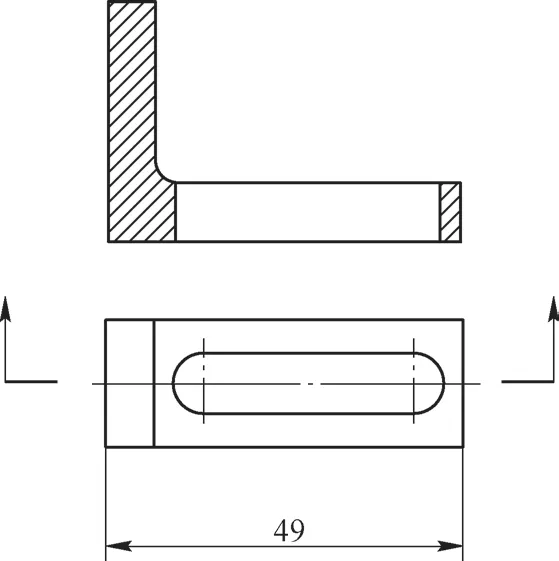
圖4 定位支撐

圖5 新三爪圖樣
為了使定位花盤能夠固定在數控車床液壓卡盤上,設計了一種新型螺釘,如圖6所示,新型螺釘中內六方中設計有M8螺紋孔。新型螺釘作用:一是用來將液壓卡盤固定數控車床法蘭上;二是用來將定位花盤連接固定在卡盤上。裝夾時,先將原液壓卡盤中6個M16螺釘換成新型螺釘,再將定位花盤用螺釘,通過新型螺釘中的M8螺紋孔連接固定在卡盤上。
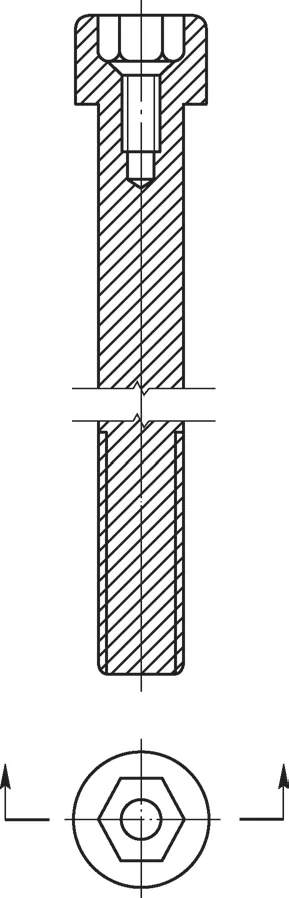
圖6 新型螺釘
夾具的應用及推廣
此夾具已經在公司熱處理后數控車床上使用,用于精車熱后盤類齒輪的內孔及端面,如圖7所示。后續可推廣至熱前精車使用,部分片齒輪零件熱前精車可不用設計專用精車夾具,降低生產成本,同時避免了專用精車夾具不利于換產調整的問題。
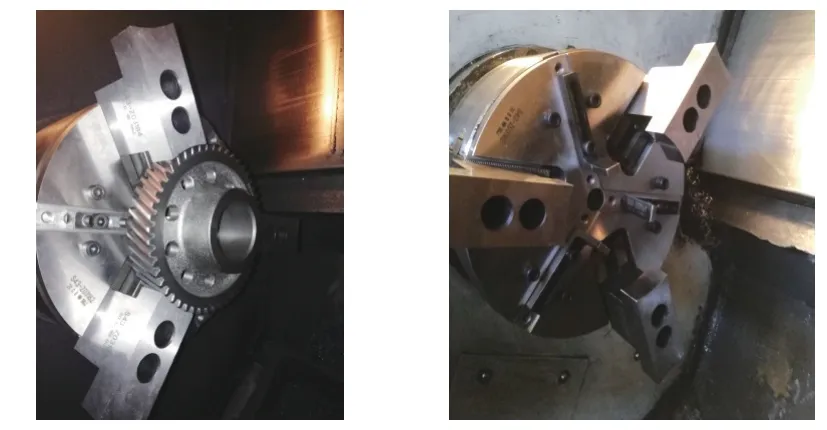
圖7 安裝使用圖
結語
通過試驗對比,使用此精車夾具加工工件軸向尺寸穩定,可對任意大小的工件使用小端面定位,解決了此類工件只能在磨床上加工的局限性,車床的加工費用比磨床的的加工費相對便宜,同時又提高了生產效率,班產將原來單臺設備產量提高50%以上,為企業創造了經濟效益。新三爪設計無需考慮定位面,大大提高了使用壽命,節約了零件加工成本。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
制造技術與機床(2017年4期)2017-06-22 11:18:05
Coco薇(2017年5期)2017-06-05 08:53:16
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
