關于ZYJ7型電液轉轍機質量控制方法的思考
2021-10-04 00:49:44徐光順
鐵路通信信號工程技術 2021年9期
徐光順
(中鐵物總技術有限公司,北京 100036)
1 概述
隨著國內高鐵事業(yè)的發(fā)展,特別是鐵路大提速以來,對行車安全設備的質量要求也被提升到了一個新的高度,作為道岔工、電結合部的道岔和道岔轉換設備的質量好壞直接關乎高鐵運行的舒適、平穩(wěn)、安全、可靠[1]。因此為了規(guī)范客運專線道岔轉換設備的制造、組裝質量控制,確保列車行車安全,原鐵道部運輸局在2011 年開始要求對客運專線道岔轉換設備生產廠的生產過程和成品實施駐廠監(jiān)造,為客運專線道岔轉換設備的質量控制再添一道屏障。
ZYJ7 型電液轉轍機作為客運專線道岔轉換設備(還包括ZDJ9 型電動轉轍機、S700K-C 型電動轉轍機、密貼檢查器、配套外鎖閉裝置和安裝裝置)的一種[2],目前占國內客運專線道岔轉換設備用量的近70%,是客運專線道岔轉換設備的主打產品之一[3]。所以,提升對ZYJ7 型電液轉轍機的生產過程和成品的質量控制水平,對于保障中國高鐵運營的可靠性具有重要意義。
2 ZYJ7型電液轉轍機質量控制
作為我國自主研制且具有優(yōu)良性能的ZYJ7 型電液轉轍機[4],零部件種類繁多且數量龐大,要經過多道工序才能最終組裝成一臺整機。而如何在節(jié)省人力成本且符合生產實際的同時,又能確保滿足質量控制工作有效且高質量的要求,是目前ZYJ7型電液轉轍機質量控制工作面臨的一項難題。
結合近幾年相關各方的質量控制工作實踐,特將ZYJ7 型電液轉轍機的質量控制工作分為零部件源頭質量控制,整機組裝關鍵過程質量控制和整機性能質量檢驗控制3 個部分。依據生產廠的技術文件和鐵標等進行指導,同時按單組雙崗的原則將質量控制人員分成不同班組,分別對進廠零部件源頭質量、整機組裝關鍵過程和整機性能檢驗3 個主體部分進行控制,而監(jiān)造方對廠方的生產和質量控制過程進行監(jiān)督,形成了質量控制的雙保險,從而實現了對ZYJ7 型電液轉轍機生產過程和成品的有效、精細化質量控制。
2.1 零部件源頭質量控制
零部件是產品的基礎,是質量合格的源頭,零部件質量控制是控制整機產品質量的第一關。ZYJ7型電液轉轍機零部件種類、數量尤其龐大,涉及機械件、化學處理件、液壓件、標準件、高精密件及廠內自加工件等。控制零部件源頭質量是控制整機質量的關鍵一環(huán),主要從以下3 個方面入手。
2.1.1 重要零件的關鍵外形尺寸控制
重要零件的關鍵外形尺寸關乎轉轍機的順利組裝和調試,對關鍵尺寸的控制,主要做以下幾點:1)廠方檢驗人員充分依據《計數抽樣檢驗程序第1 部分》(GB/T 2828.1-2012):按接收質量限(AQL)檢索的逐批檢驗抽樣計劃》對外協、外購件及自加工件進行抽檢,監(jiān)造方應通過見證檢驗、獨立抽檢等方式現場落實廠方對每批次來料的質量情況進行監(jiān)督,確保抽檢數量合乎標準要求、不合格判定符合相應批次Ac、Re 數要求、對關鍵外形尺寸的抽檢符合圖紙要求等,雙方均如實記錄抽檢產品和抽檢內容;2)ZYJ7 型電液轉轍機制造廠通過對外協廠家的不定期回訪,控制上游零件外協廠家的工藝變更、產品生產等,監(jiān)造方人員應對反饋信息進行記錄備案;3)重要零件關鍵尺寸測量工裝的發(fā)明和改進,通過自研或合作開發(fā),逐步推進零件抽檢工作的自動化和機械化,如用于測量動接點打入靜接點深度大于4 mm,二者間隙不應小于0.5 mm 要求的轉轍機動靜接點深度及間隙測量工具的研發(fā)、自動化探傷設備的研發(fā)等。
2.1.2 特殊生產、加工工藝制作的零件質量控制
ZYJ7 型電液轉轍機性能優(yōu)異,與經過特殊處理或加工后具有優(yōu)良使用性能的重要零件密不可分,鑄造、鍛造、焊接、熱處理、表面處理等特殊工藝過程涉及人為主、客觀因素比較多,這會出現諸多的質量隱患,如鑄造內在缺陷、鍛造外部缺陷、晶粒度差、熱處理組織缺陷、組織異常以及表面處理的結合強度差等,廠方檢驗人員通過嚴格內控、同時監(jiān)造方應現場見證廠方對這些零件的常規(guī)檢測過程和抽檢結果,如鍍覆層厚度的測量、熱處理件硬度的抽檢等,如實反饋不合格質量問題。雙方對存在質量異議的零件質量問題,如零件的抗拉強度Rm 不達標、化學成分百分比有差異及組織結構異常等,應委托更為專業(yè)且經過資質認證的第三方相關性能檢驗機構對其再次進行鑒定[5],做到對關乎產品質量的重要零件的特殊工藝監(jiān)控的權威性和公正性。
2.1.3 關鍵部件的進廠性能指標質量控制
ZYJ7 型電液轉轍機的組成除了需要數量眾多的零件外,部分關鍵的部件目前采取外購的方式,如ZYJ7 型電液轉轍機的油泵、電機等關鍵部件。廠方檢驗人員對能夠影響轉轍機產品質量的關鍵部件的性能指標進行檢驗,監(jiān)造方應對此過程進行見證,同時對部件檢測設備的狀態(tài)進行跟蹤。對存在異議的部件質量問題,如直流電機不能滿足1.5 倍額定電流歷時60 s 的要求、油泵不能滿足20 MPa 壓力下不產生內泄和密封合格的要求等,應委托更為專業(yè)且經過資質認證的第三方相關性能檢驗機構對其部件質量或性能進行再次鑒定,以保證質量控制工作的可信性和準確性。
2.2 整機組裝關鍵過程控制
廠方檢驗人員布點生產全過程、監(jiān)造方對此進行日常監(jiān)督,通過將過程檢驗、監(jiān)督作為重要的質量控制手段,面向產品生產流程,將質量把關前移,并及時對發(fā)現的質量問題進行處理,然后反饋給ZYJ7 型電液轉轍機生產部門,督促其及時進行調整、改進。通過對工序過程的嚴格把控,將產品質量問題控制在生產環(huán)節(jié)內,從而能有效避免批量質量問題的產生。
ZYJ7 型電液轉轍機經過多道工序的組裝、檢驗才能最終成為合格的產品。為節(jié)約人力,考慮成本,根據生產實際和相關文件要求,目前對零部件清洗、油缸組裝、油泵電機組裝、動作桿組裝、表示桿組裝、接點組組裝和配線組裝7 個關鍵崗位進行重點控制,如圖1 所示,同時不放松對次重點過程的監(jiān)控。通過現場巡視,且依據鐵標和生產廠的工藝文件等對每個崗位的成品件質量和組裝過程進行檢驗、監(jiān)督、判定。如零部件清洗時間是否滿足工藝要求,油缸0.5 MPa 壓力下運行300 次的密封情況,油泵電機組雙向電流(A)、壓力(MPa)等是否合格等,且雙方如實記錄質量控制工作內容。
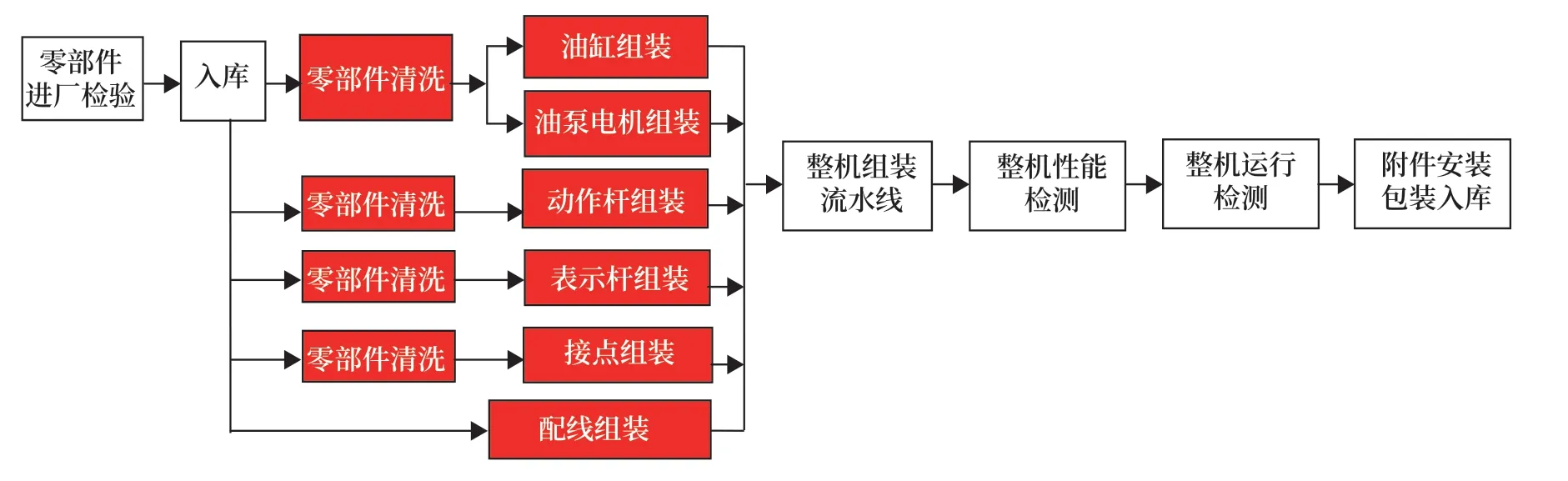
圖1 ZYJ7型電液轉轍機生產流程及關鍵工序(紅色方框)Fig.1 The production process and key procedures of ZYJ7 electro-hydraulic switch machines (red box)
通過廠方檢驗人員的實時管控和監(jiān)造方的定期不限量的巡回監(jiān)控抽檢,將會有效避免ZYJ7 型電液轉轍機生產廠相關人員在生產過程中的操作失誤、職責落實不到位等問題,將質量問題、生產問題控制在廠內,對提高ZYJ7 型電液轉轍機的質量起到巨大的促進作用。
2.3 整機性能檢驗控制
整機出廠檢驗是ZYJ7 型電液轉轍機整個生產流程的最后一道程序,其中包括工作電流(A)、動作時間(s)、動程(mm)、絕緣電阻(Ω)及溢流閥壓力(MPa)等14 項關鍵性能指標的檢測,對于整機性能項點的控制,要以相關規(guī)定為主,廠方檢驗人員對整機性能測試的過程實時跟蹤抽檢、監(jiān)造方采取旁站的方式進行管控,同時對檢測設備運行情況等進行跟蹤。且監(jiān)造方按照生產的實際情況,對當日生產的成品整機進行一定比例的隨機抽檢,將抽檢成品機型、編號、關鍵性能指標數值等記錄到相應質量控制記錄表格中,保證質量可追溯性。
3 實際工作效果
通過對一定時期控制過程中發(fā)現的質量問題進行歸類、總結,將人為操作失誤導致質量問題、設計不足因素導致質量問題和外協、外購件質量缺陷導致質量問題這3 類進行類比,如圖2 所示。
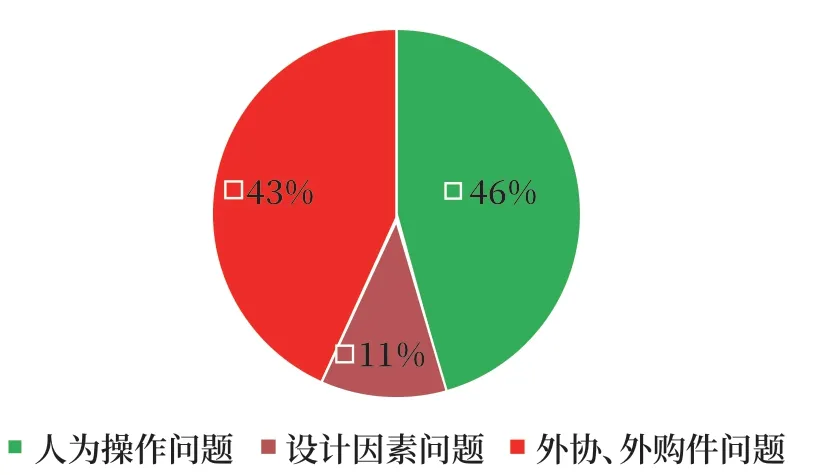
圖2 ZYJ7型電液轉轍機質量問題類比Fig.2 The analogy diagram of quality problems of ZYJ7 electro-hydraulic switch machines
通過此圖可以看出人為操作失誤因素導致的質量問題的比重最大,外協、外購件質量缺陷因素導致的質量問題占比次之,但兩者合計占比竟高達89%,這一結論對以后的質量控制工作具有很強的指導意義。因此在生產過程中預防、控制和減少人為操作失誤因素導致的質量問題,同時高度重視外協、外購件的質量,對提高ZYJ7 型電液轉轍機的產品質量舉足輕重。
4 質量控制工作的不足和建議
第一,對ZYJ7 型電液轉轍機零部件的關鍵生產工藝等尚缺乏有效控制;第二,對采取特殊工藝制作的零件的非常規(guī)質量隱患發(fā)現能力仍然不足;第三,外協、外購件生產廠的人為因素導致的外協、外購件質量問題可控性不足;第四,對ZYJ7 型電液轉轍機的現場使用情況的內容、了解途徑有限。
為了改善不足,首先,建議將質量控制工作延伸到ZYJ7 型電液轉轍機零部件的上游供應企業(yè);其次,允許質量控制人員定期或不定期的上道了解產品的使用情況,對產品使用中的異議情況進行重點關注[6-8];再次,還要研究好零件制造的材料成分、組織、工藝和性能之間的關系,深層次的做好這些項點的質量控制工作;最后,應及時更新有關道岔轉換設備質量控制的文件和技術標準,以更好的適應產品的更新和質量要求。
5 結語
道岔轉換設備的質量關乎鐵路行車的安全,質量控制工作要清晰地認識到其重要性和責任性。通過對ZYJ7 型電液轉轍機的質量控制工作進行介紹,將質量控制工作分為零部件的源頭質量控制、整機組裝關鍵過程質量控制和整機性能檢驗控制3 方面,日常工作中重點關注人為操作失誤因素造成的質量問題和外協、外購件質量缺陷導致的質量問題,把握質量控制的主動權,才能為產品把好質量關,為用戶守好安全門。由點及面,ZYJ7 型電液轉轍機的質量控制經驗完全可以類推到整個道岔轉換設備的生產和質量控制工作中,同時不斷在實踐中進行完善,將道岔轉換設備的質量控制工作水平提升到一個新的高度。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
汽車觀察(2016年3期)2016-02-28 13:16:26
消費者報道(2014年7期)2014-07-31 11:23:57
NBA特刊(2014年7期)2014-04-29 00:44:03
