重卡輪轂軸承在線振動檢測系統*
2021-10-11 01:49:04范零峰雷良育王建航童成鵬馬宇飛
裝備機械 2021年3期
□ 范零峰 □ 雷良育,2 □ 王建航 □ 童成鵬 □ 馬宇飛
1.浙江農林大學 工程學院 杭州 311300 2.浙江兆豐機電股份有限公司 杭州 311200
1 設計背景
隨著運輸行業的高速發展,重卡的使用量逐年增加。圓錐滾子軸承承載能力強,廣泛應用于重卡。圓錐滾子軸承的質量直接關系到重卡的行駛安全和道路交通安全。振動性能是軸承的重要參數,能夠綜合反映軸承的運行狀態,因此出廠前需要對軸承進行振動檢測。
振動性能不僅能反映軸承的加工精度,而且能對軸承內部的損傷及加工誤差進行表征。振動檢測是軸承出廠前必須進行的關鍵步驟。傳統的檢測方法主要是隨機抽取軸承,利用振動測量儀和聲音放大器,通過聽聲響、讀波形、比數值等方式進行人工檢測。這一方法效率低,誤差較大,主觀性較強,不適用于生產線上的大規模檢測。
筆者設計的重卡輪轂軸承在線振動檢測系統基于可編程序控制器控制和LabVIEW數據處理技術,能夠實現檢測、顯示、報警、排出等一系列動作,真正實現軸承檢測的自動化和高效率,滿足軸承出廠前需逐一檢測的要求。
2 重卡輪轂軸承結構
重卡輪轂軸承單元由雙列圓錐滾子軸承嵌套在輪轂球殼內,每個軸承由內圈、外圈、保持架、滾動體組成,滾動體為28顆圓錐滾子。重卡輪轂軸承結構如圖1所示。
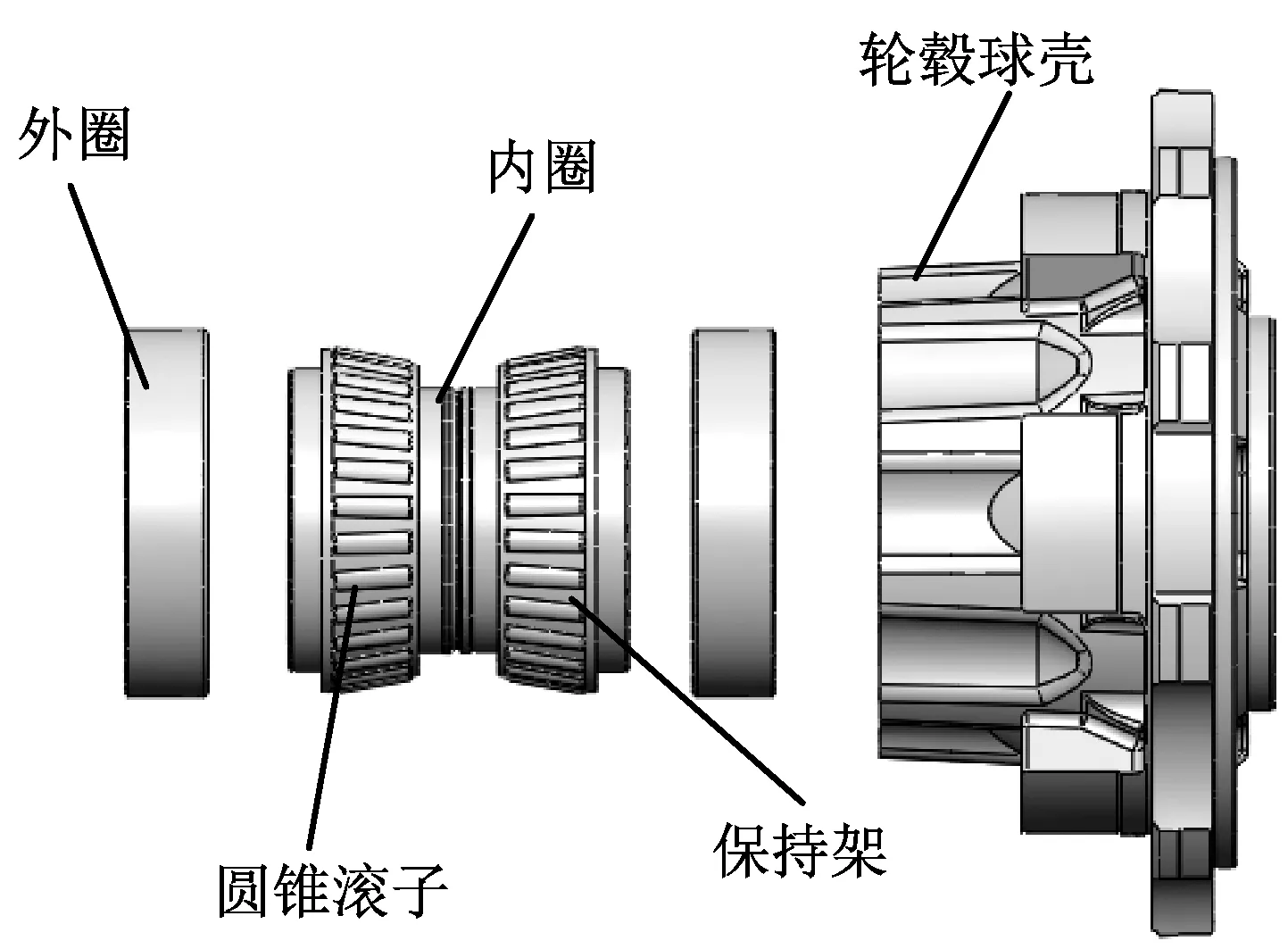
圖1 重卡輪轂軸承結構
3 振動檢測原理
在軸承出廠檢測中,需要檢測軸承是否存在未超精加工或者其它微故障。在軸承生產制造中,軸承的故障通常是由裝配誤差、異物侵入、潤滑不良等原因引起的微故障。由于出廠前對軸承的要求是完好無損,因此檢測軸承時只需要確定哪個部件發生了故障,對故障部件進行淘汰更換即可,不需要判斷軸承的故障類型。
根據國家標準GB/T 24610—2019《滾動軸承》對軸承進行振動檢測。軸承內圈隨主軸旋轉,對外圈施加軸向載荷使其靜止不動。加速度傳感器安裝在軸承外圈外圓柱面寬度方向的中心位置,測量方向沿軸承徑向且垂直于軸承的幾何中心線,得到軸承的徑向振動信號。上位機對振動信號進行分析處理,獲取對應波形和參數值。時域波形能夠直觀準確反映振動信號的變化,根據時域波形的幅值變化,即可初步判斷軸承是否存在異常。頻域分析能夠對故障的發生位置進行相對準確的判斷。對低頻段測得的振動信號經濾波后進行傅里葉變換,得到頻譜圖。在頻譜圖中,將最大波峰所對應的頻率與故障頻率相比較,即可判斷故障發生的位置。超精加工能夠降低軸承的粗糙度、波紋度,使軸承表面更加光滑。軸承的各部件分別對應不同的頻率范圍,觀察在對應頻率范圍內是否存在波峰過大現象,可以判斷軸承是否超過精度要求。
4 機械系統設計
根據振動檢測原理和實際生產需求,研發出一套用于生產線的重卡輪轂軸承在線振動檢測系統。這一系統的機械部分主要由進出料裝置、檢測裝置、分選裝置組成。
進出料裝置由爪座、薄型氣缸、滑動導軌、立桿組成。薄型氣缸驅動爪座在滑動導軌上滑動,爪座的圓弧恰好貼合軸承外圈,輸送一個軸承至指定檢測位置的同時,右側邊緣擋板將檢測好的軸承推出檢測工位。進出料裝置結構如圖2所示。
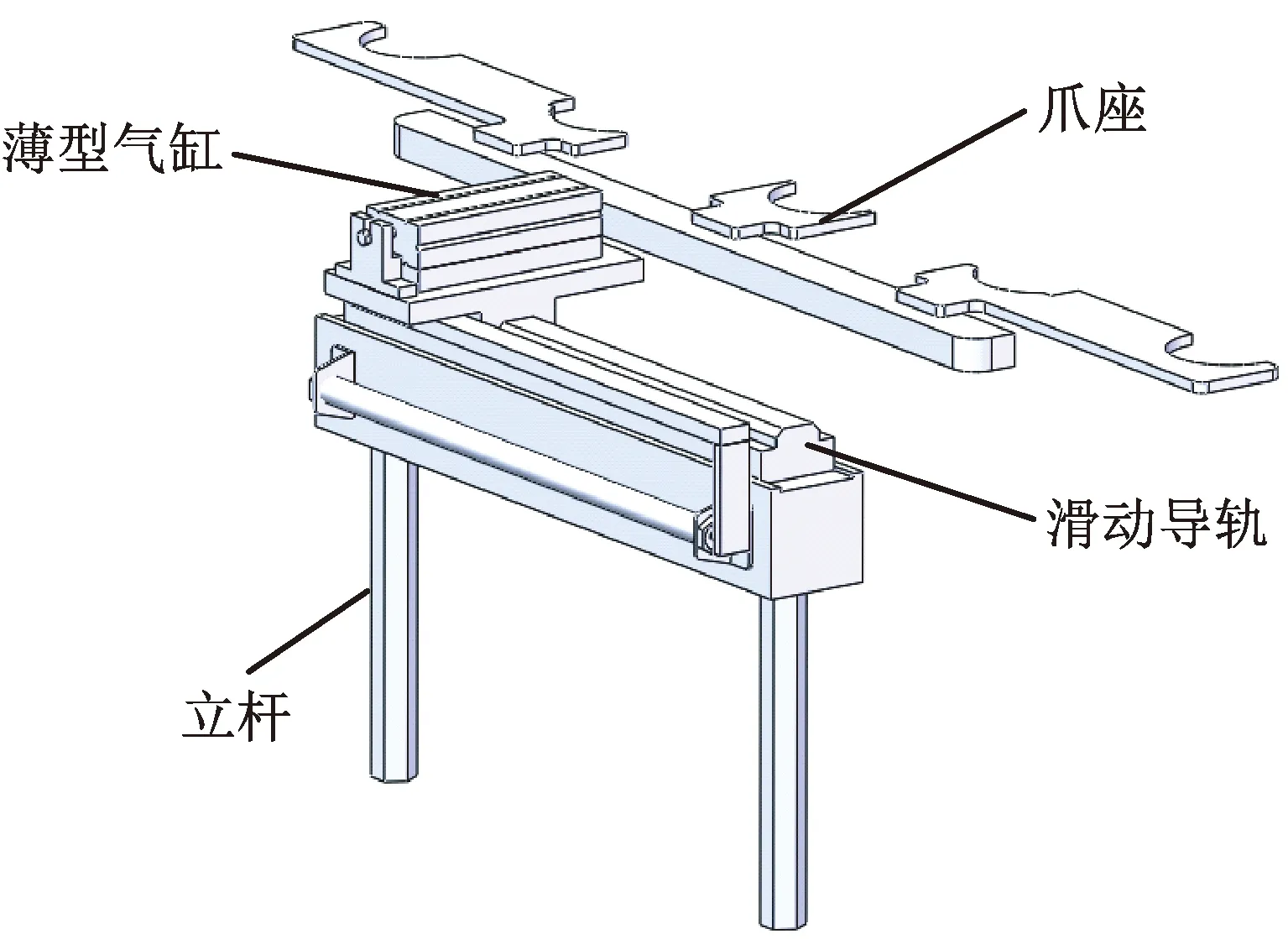
圖2 進出料裝置結構
檢測裝置主要由加速度傳感器、電機、氣缸、加載盤、芯軸、固定托臺構成,結構如圖3所示。
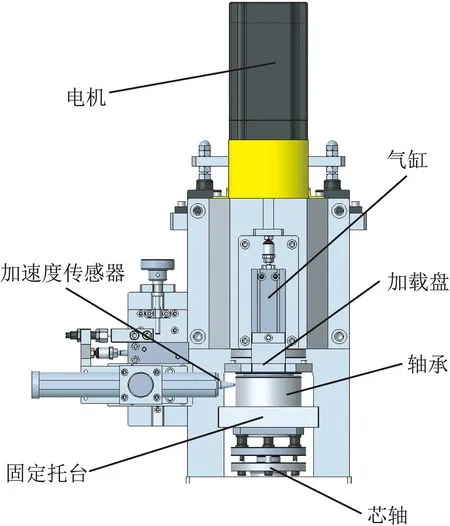
圖3 檢測裝置結構
檢測裝置的工作過程分為初始過程、加載過程、退出過程。
(1) 初始過程。加載盤和固定托臺間有一定距離,軸承經上一道工序到達爪座工作的指定位置后,爪座卡住軸承外圈向前推送,將軸承推送至固定托臺處,并將已經檢測好的軸承推出。固定托臺上的芯軸與內圈配合,內圈大擋邊與芯軸的軸肩接觸。
(2) 加載過程。氣缸推動加載盤緩緩下落,加載盤壓住軸承外圈,施加軸向載荷,使外圈靜止不動。芯軸旋轉帶動軸承旋轉,待勻速轉動后加速度傳感器探頭與外圈接觸,采集產生的信號。加載時間為2 s,采集時間為0.5 s。
(3) 退出過程。當檢測結束后,加速度傳感器退回初始位置,探頭與外圈脫離,芯軸緩緩停止旋轉。加載盤提升至初始位置,脫離軸承,提升氣缸,將固定托臺舉起。爪座將軸承推至下一個位置,合格品進入下一道工序,不合格品由推桿自動推出至不合格品區。同時將新的待測軸承推至指定位置,重復之前的過程。
5 測控系統設計
5.1 硬件
重卡輪轂軸承在線振動檢測系統中,測控硬件部分主要由加速度傳感器、電荷放大器、數據采集卡、上位機、可編程序控制器、電磁閥、接觸器等組成。筆者采用壓電式加速度傳感器,受力后表面產生電荷,經電荷放大器放大后輸出電壓信號,再轉換為數字信號,輸入至上位機。上位機進行數據的處理、存儲、顯示。上位機根據處理結果對可編程序控制器輸出相應的控制命令,可編程序控制器驅動接觸器和電磁閥。接觸器和電磁閥分別控制電機、氣缸動作,根據上位機命令,完成主軸旋轉和氣缸推進、退后等動作。如遇到不合格品,則上位機報警,可編程序控制器控制氣缸將不合格品推出。測控硬件電路接線如圖4所示。
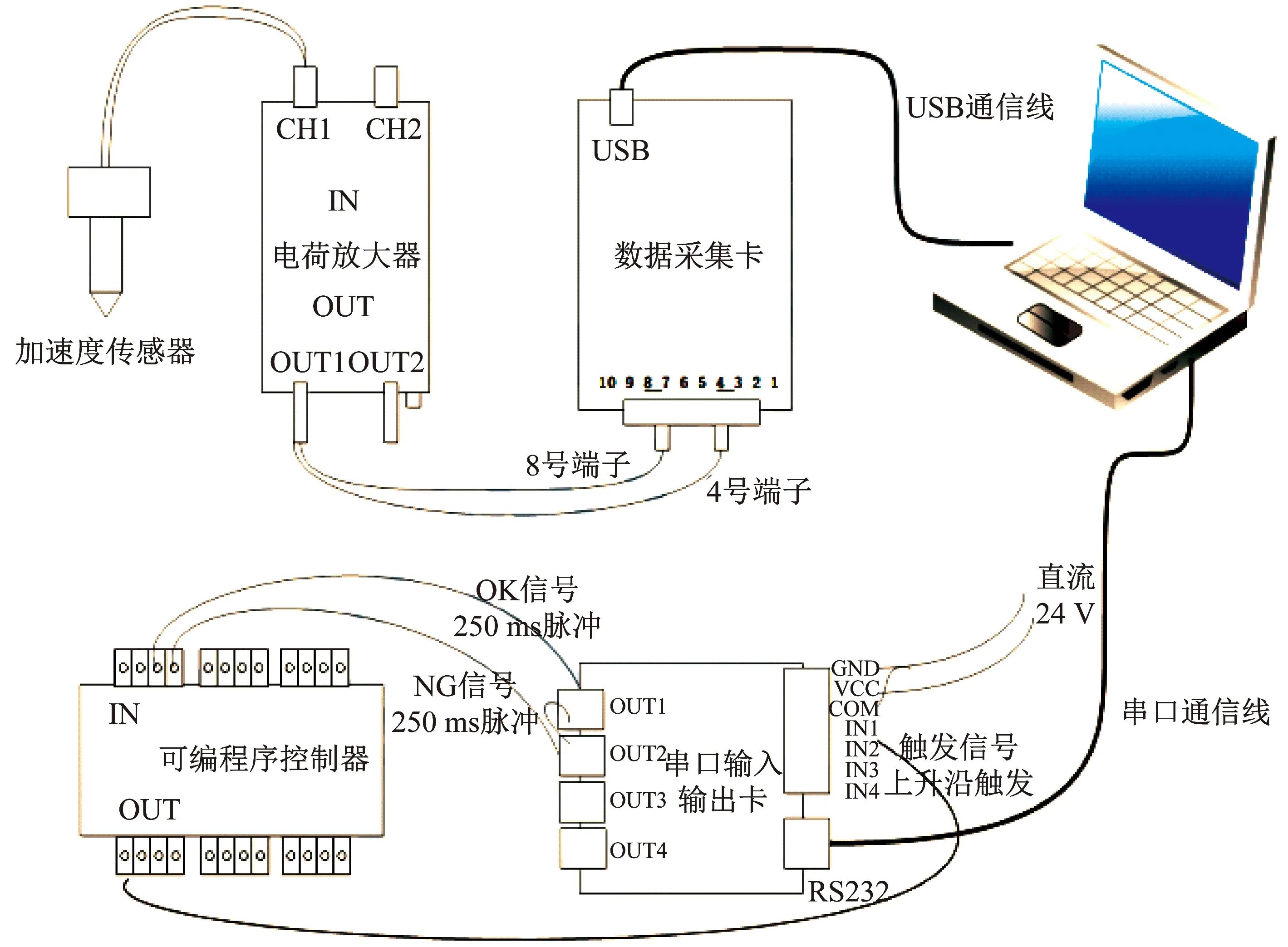
圖4 測控硬件電路接線
5.2 軟件
檢測軟件主要基于LabVIEW軟件設計,包含的功能有數據傳輸、參數設置、數據分析、顯示報警、數據存儲等。檢測軟件主要功能模塊如圖5所示。

圖5 檢測軟件主要功能模塊
根據不同的缺陷,檢測軟件提供多種分析方法,綜合判斷軸承缺陷,并且自動識別軸承合格與不合格。不合格品顯示為NG,合格品顯示為OK。筆者設計了友好的人機交互界面,允許工作人員進行參數設置、數據存儲、型號維護等工作,滿足不同型號軸承的檢測需求。檢測軟件主界面主要包括的模塊有開始生產、頻譜分析、超精分析、數據統計、檢測標準、型號維護、系統設置等。檢測軟件主界面如圖6所示。
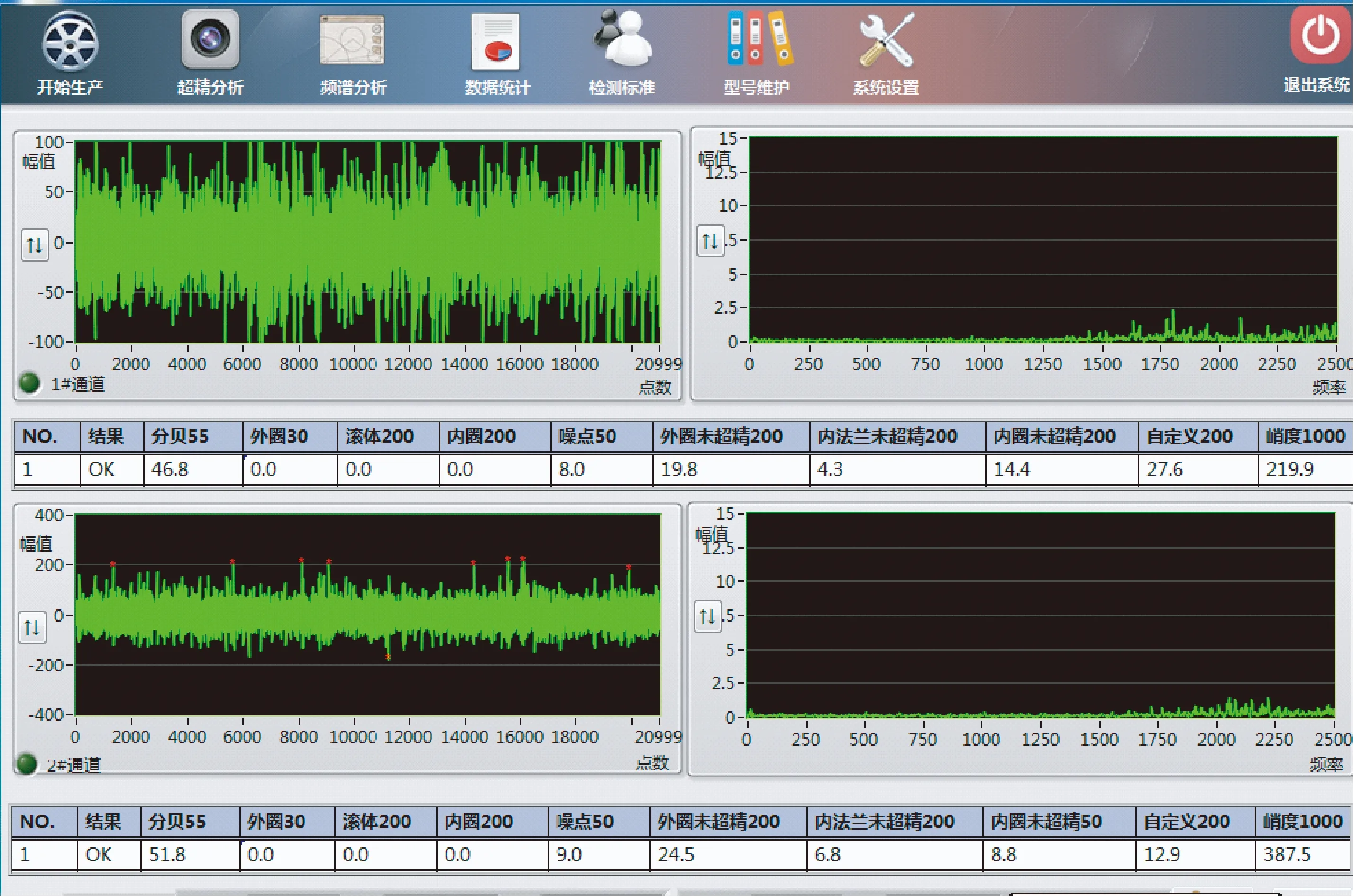
圖6 檢測軟件主界面
6 樣機研制
根據設計方案研制的重卡輪轂軸承在線振動檢測系統樣機如圖7所示。這一樣機能夠實現單套軸承短于8 s的檢測速度。樣機與生產線上的其它部分相配合,能夠將合格品自動推送至下一工序,將不合格品自動排出至不合格品區,實現完全自動化及高效率,符合設計要求。
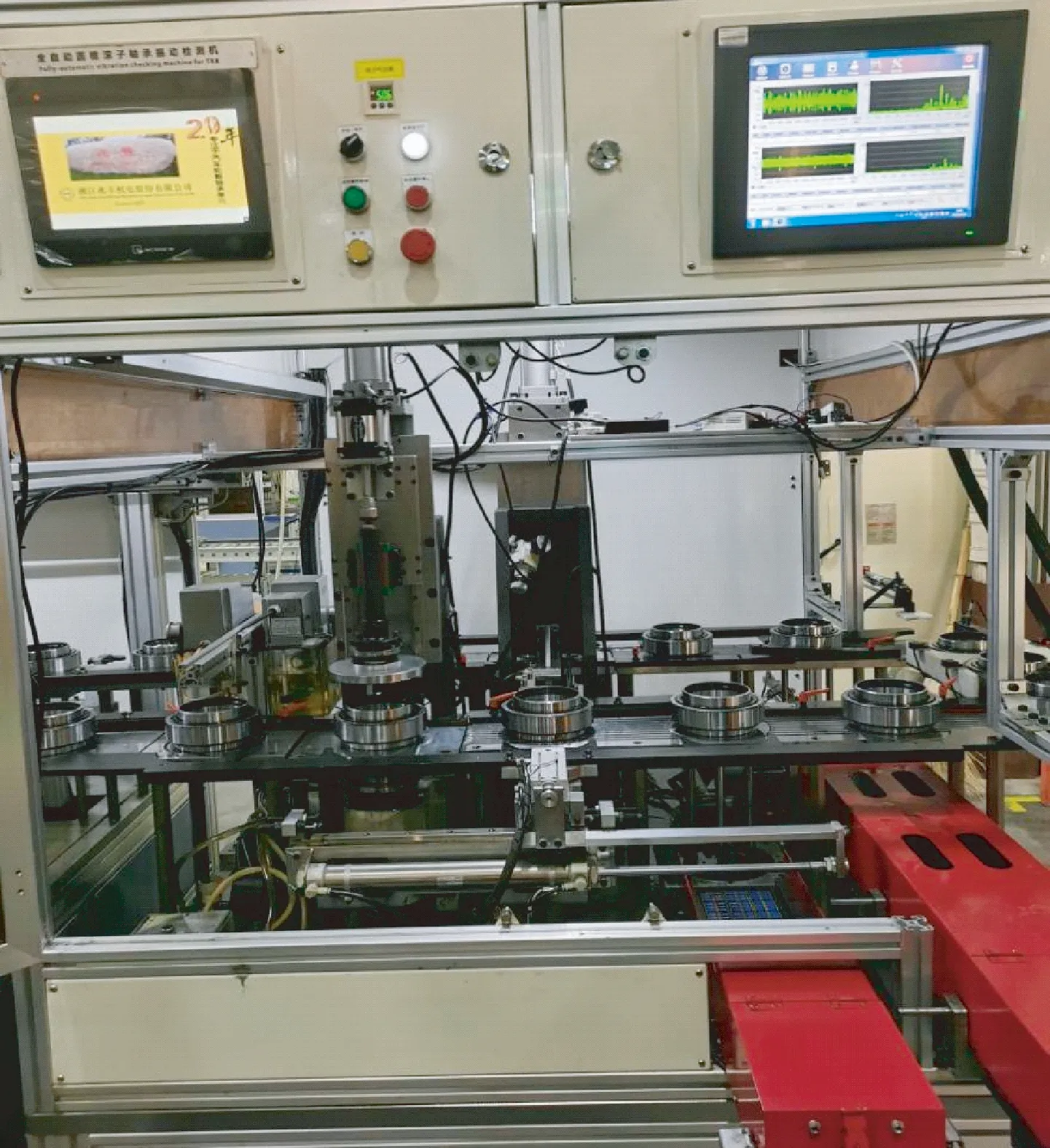
圖7 重卡輪轂軸承在線振動檢測系統樣機
7 試驗分析
筆者選用某軸承生產商生產的HZF1630BR-2T型軸承進行試驗。根據行業相關標準,對該軸承施加軸向載荷1 200 N,主軸轉速為900±20 r/min,檢測時間為2 s,振動信號采集時間為0.5 s。該軸承的具體參數見表1。
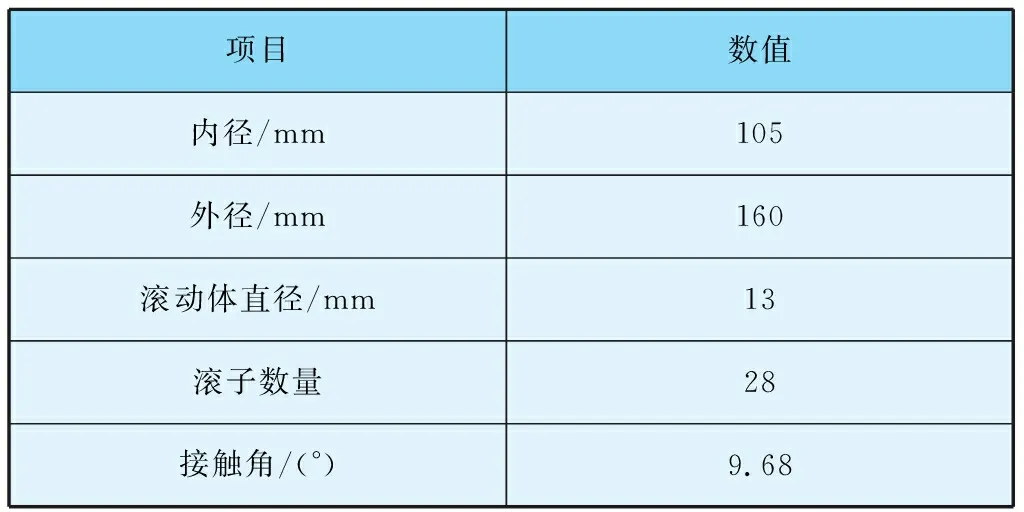
表1 HZF1630BR-2T型軸承參數
輪轂軸承單元振動加速度級可以作為軸承振動水平的評價,用分貝表示。根據國家標準和計算,將該軸承的分貝上限值設置為55 dB,外圈的故障頻率為191 Hz,內圈的故障頻率為228 Hz,滾動體的故障頻率為80 Hz,上下波動幅度為3 Hz。為了驗證樣機的可靠性,選取100套軸承,分別設定為正常軸承與不同故障的軸承,進行試驗。最終檢測識別率為98%,符合設計要求。檢測結果統計見表2。

表2 檢測結果統計
經過反復驗證,確定樣機能夠準確識別出未超精加工、點蝕、劃痕、剝落、潤滑不良等一系列早期故障類型,滿足出廠檢測排查的各項要求。
由于圖片信息、數據較多,不便全部展示,因此筆者選取外圈滾道剝落故障進行介紹。外圈滾道剝落故障軸承實物如圖8所示,將其時域波形圖與正常軸承進行對比,時域波形圖比較如圖9所示。
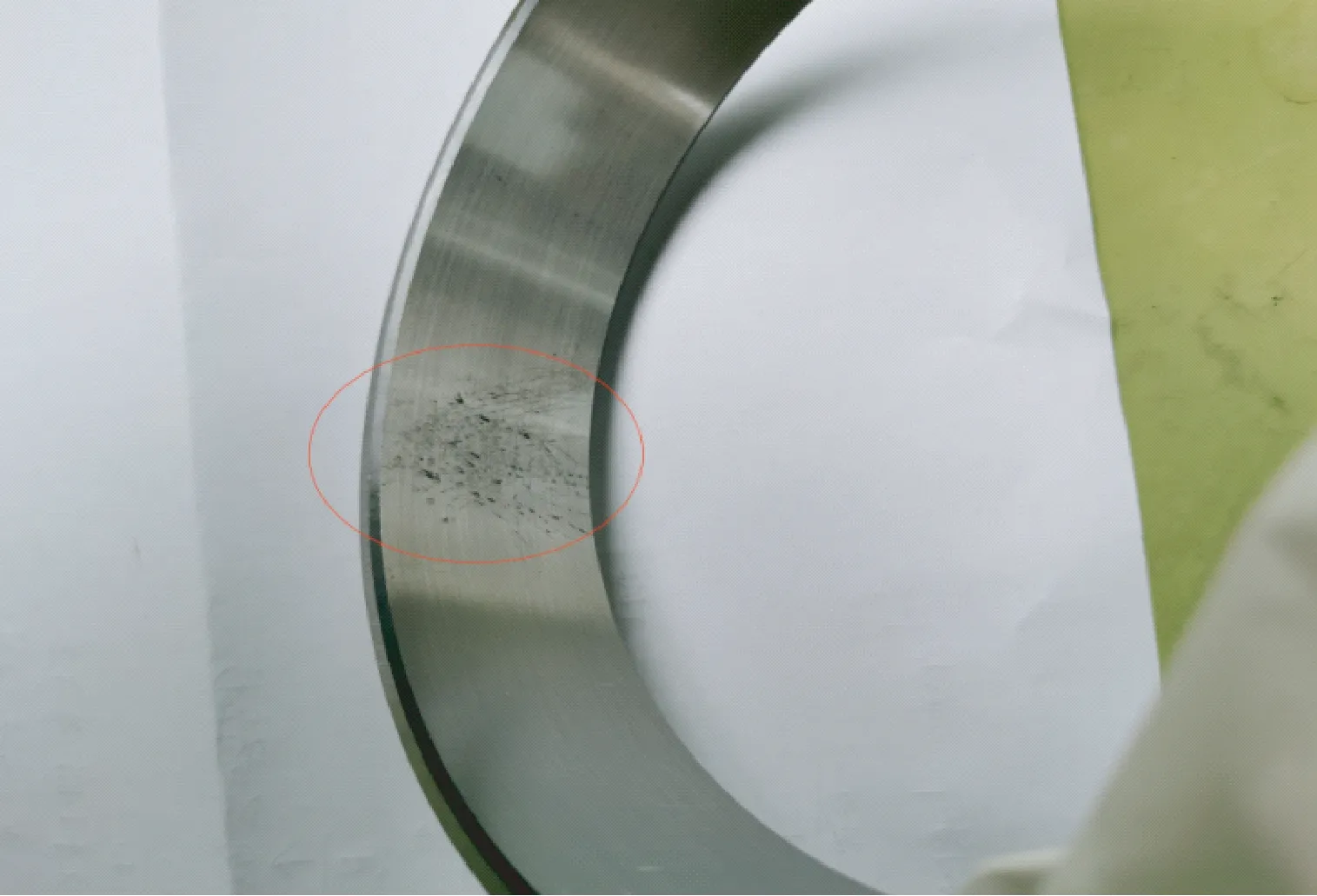
圖8 外圈滾道剝落故障軸承實物
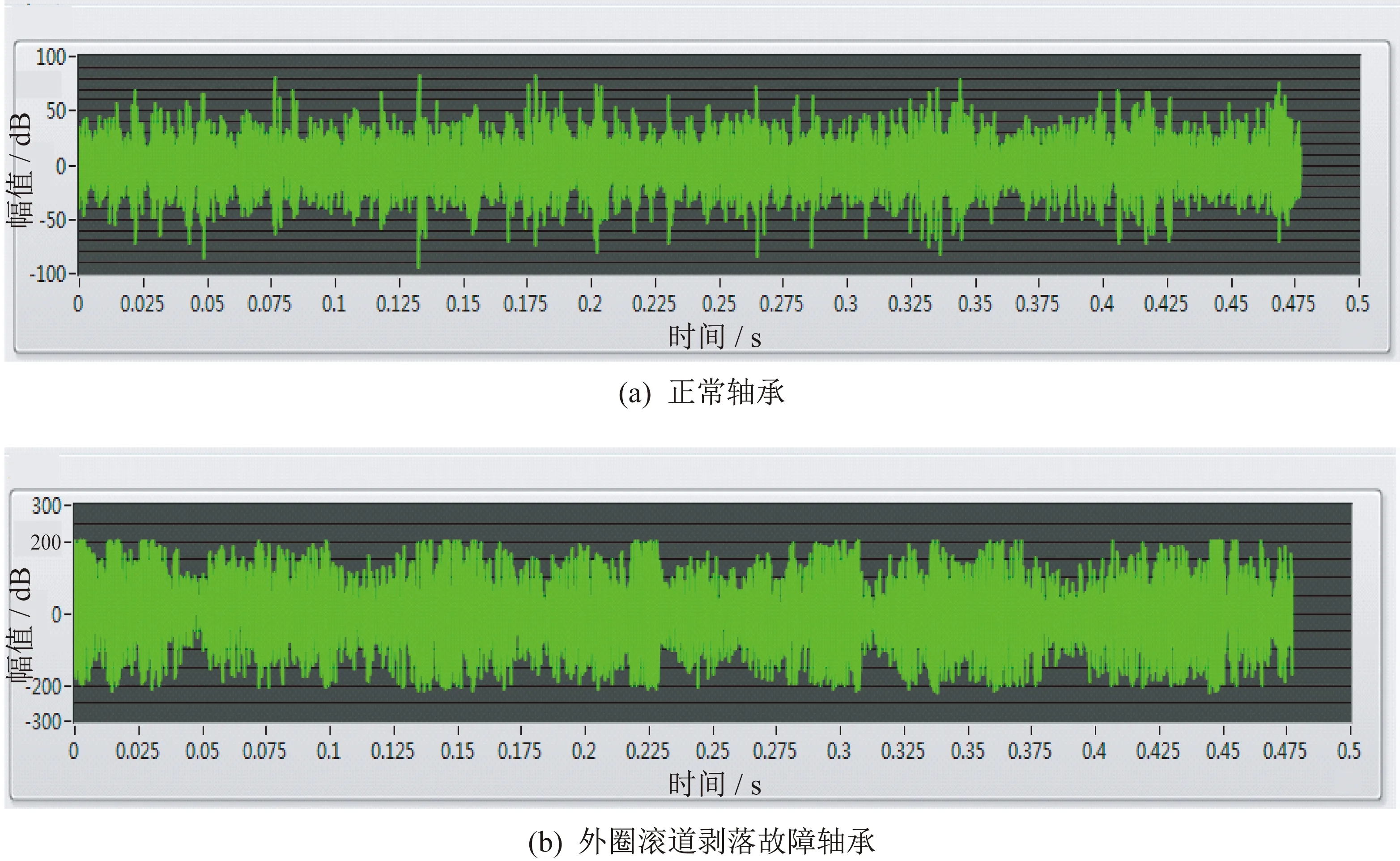
圖9 時域波形圖比較
正常軸承時域波形圖中,幅值變化范圍基本為-50~50 dB,波形變化較為均勻,沒有過高的峰值。軸承存在外圈滾道故障剝落時,幅值在-200~200 dB之間,幅值波動范圍大約是正常軸承的四倍,波形不均勻。由此可以初步判斷軸承存在故障,但是不能明確故障位置。
將外圈滾道剝落故障軸承的頻域波形圖與正常軸承進行對比,如圖10所示。
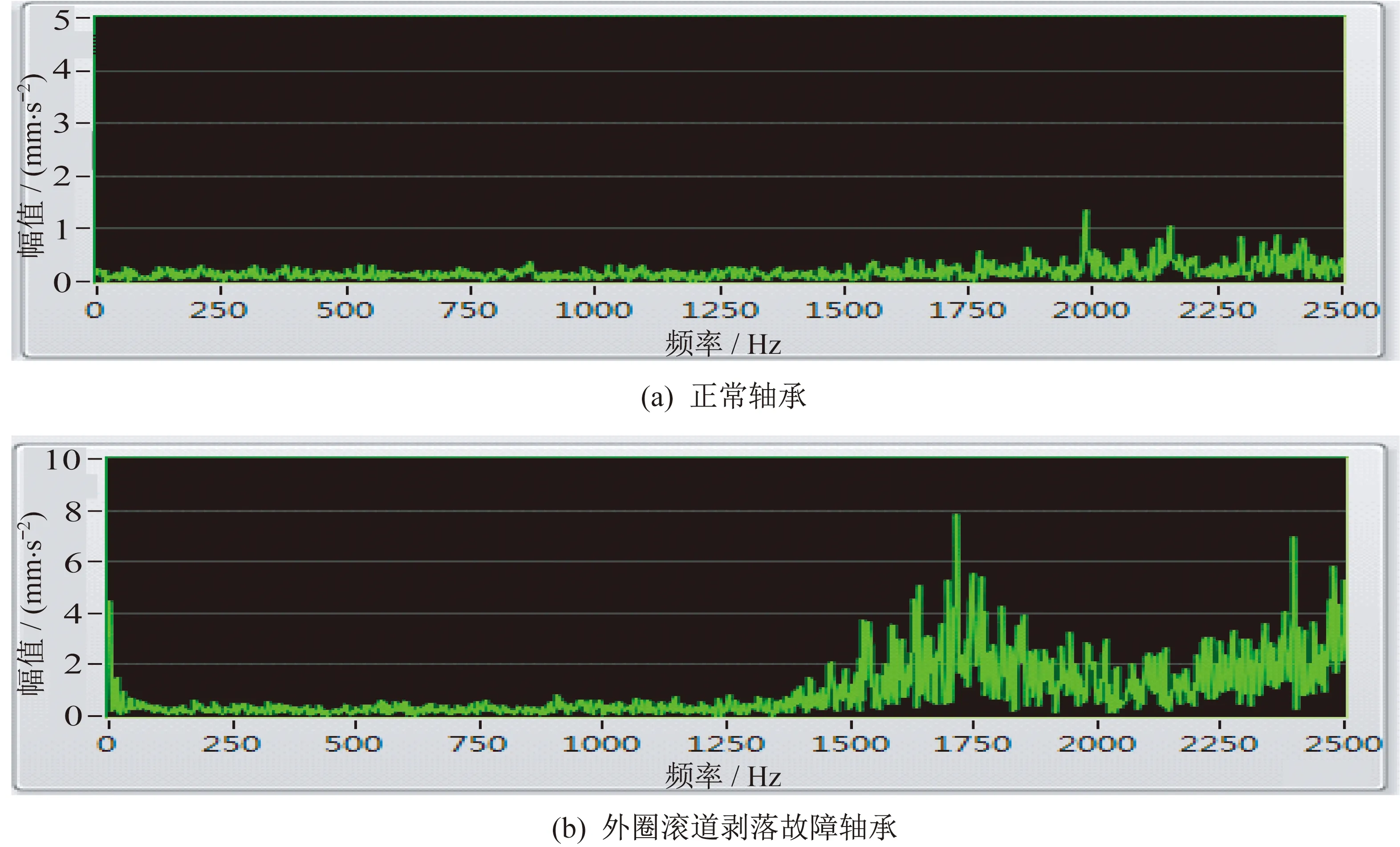
圖10 頻域波形圖比較
正常軸承頻域波形圖中,幅值變化范圍十分有限,基本在1 mm/s2以下,未出現明顯的波峰。軸承存在外圈滾道剝落故障時,在中頻段1 500~2 500 Hz之間存在多個波峰,平均值大于4 mm/s2,遠大于正常軸承的幅值1 mm/s2;在1 700 Hz附近出現峰值,最大幅值為8 mm/s2。根據《JB/T 10237—2001滾動軸承 圓錐滾子軸承 振動(加速度)技術條件》可知,中頻段振動幅值較大,可能受外圈表面不規則缺陷、滾道加工中磨床振動形成的波級度的影響。由此可以判斷軸承外圈存在故障,故障類型很可能是劃痕、剝落微故障。
正常軸承檢測結果見表3,外圈滾道剝落故障軸承檢測結果見表4。由表4可知,外圈故障特征頻率檢測值為189 Hz,滿足外圈故障特征頻率范圍191±3 Hz。因此,可最終判定軸承外圈出現故障,產品不合格。

表3 正常軸承檢測結果

表4 外圈滾道剝落故障軸承檢測結果
由表3可見,正常軸承噪聲檢測結果為50.9 dB,小于55 dB,其外圈、滾體、內圈故障均無對應頻率,各部分未超精加工對應頻率均在正常范圍內,總體結果為合格品。由表4可見,外圈滾道剝落故障軸承噪聲為59.3 dB,超過55 dB,說明軸承存在故障。實測189 Hz頻率處出現最大波峰,接近外圈故障頻率的理論值191 Hz,確定外圈存在故障。部分未超精加工對應頻率不在正常范圍內,說明已經超過精度要求,總體結果為不合格品。
8 結束語
筆者設計的重卡輪轂軸承在線振動檢測系統能夠對重卡輪轂軸承進行自動、準確、高效的檢測。這一系統的主要創新點是能夠準確識別軸承的故障類型及產生的位置,自動剔除不合格品。這一系統能夠實現單套軸承短于8 s的檢測速度,大大提升了生產效率。這一系統目前已經應用于實際生產線,使用效果較為理想。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12
汽車維修與保養(2015年6期)2015-04-17 03:31:50
