自沖鉚接中底模對壓鑄件裂紋影響的試驗分析*
2021-10-12 12:11:02劉付曙安肇勇廖仲杰胡錫雄
機械制造 2021年9期
關鍵詞:裂紋
□ 劉付曙 □ 閆 鋒 □ 朱 宇 □ 安肇勇 □ 廖仲杰 □ 徐 義 □ 胡錫雄 □ 李 睿
1.廣東鴻圖科技股份有限公司 廣東肇慶 526108 2.廣汽埃安新能源汽車有限公司 廣州 511434 3.廣汽荻原模具沖壓有限公司 廣州 511434
1 分析背景
隨著時代的發展,汽車進入千家萬戶。為了適應大批量生產和節能減排的需求,輕量化成為汽車制造中的迫切需求。汽車輕量化一般包括三個方面:① 車身設計輕量化,在輕量化的同時保證剛度、強度、舒適性、安全性;② 材料應用輕量化,采用鋁鎂合金板材和型材、鋁合金鑄件、高強度鋼板、炭纖維、工程塑料等;③ 連接工藝輕量化,采用特種焊接、拉鉚、粘結、鎖鉚工藝[1-3]。
自沖鉚接作為一種鎖鉚工藝,被廣泛應用于汽車制造業不同材料的連接中,如四門兩蓋、天窗、安全氣囊、座椅、車架、儀表板、汽車電器組件等[4-6]。自沖鉚接流程如圖1所示。
自沖鉚接連接壓鑄件時,有時自沖鉚接底部會出現裂紋,這類裂紋對車身強度有一定削弱作用,需要在生產中加以控制。筆者為了分析自沖鉚接產生裂紋的規律,采用易引起裂紋的鉚接板材、相同的鉚釘、不同的底模進行自沖鉚接試驗,總結、優化自沖鉚接的參數和模具,為汽車輕量化生產提供參考。

▲圖1 自沖鉚接流程
2 試驗內容
為降低制造成本,免熱處理壓鑄結構件越來越受到關注[7]。由于壓鑄件在自沖鉚接時容易在鉚點底部出現裂紋,影響產品的使用性能,而底模是造成鉚點裂紋的重要因素[8-9],因此筆者就不同底模對壓鑄件造成裂紋的影響進行試驗。
筆者采用Epress電動伺服鉚接系統進行自沖鉚接試驗,配置C形框架、電動伺服控制設備、鉚接互鎖值測量用二次元工具顯微鏡。自沖鉚接設備如圖2所示,二次元工具顯微鏡如圖3所示。

▲圖2 自沖鉚接設備
為模擬汽車裝配企業的實際裝配工藝,試驗使用的材料為鑄態高真空壓鑄鋁合金板材AlSi9Mg,材料機械性能見表1。材料厚度為3 mm,兩塊組合疊加,總厚度為6 mm。試驗搭接區域涂結構膠。采用C-SKR5.3×8.0鉚釘,以及G115130底模、G092095底模、K240115球形底模。鉚接速度為35 mm/s,鉚接壓力為60 kN。

表1 材料機械性能
采用自沖鉚接設備對板材進行鉚接,同時更換不同的底模,在五倍放大鏡下觀察鉚點底部的裂紋情況,以無裂紋出現為合格。對合格的鉚點進行切面,在二次元工具顯微鏡下測量鉚接互鎖值,平均值大于0.3 mm為合格[10]。

▲圖3 二次元工具顯微鏡
3 試驗結果分析
采用G115130底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖4所示。
▲圖4 G115130底模自沖鉚接后鉚點底部圖樣
采用G092095底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖5所示。
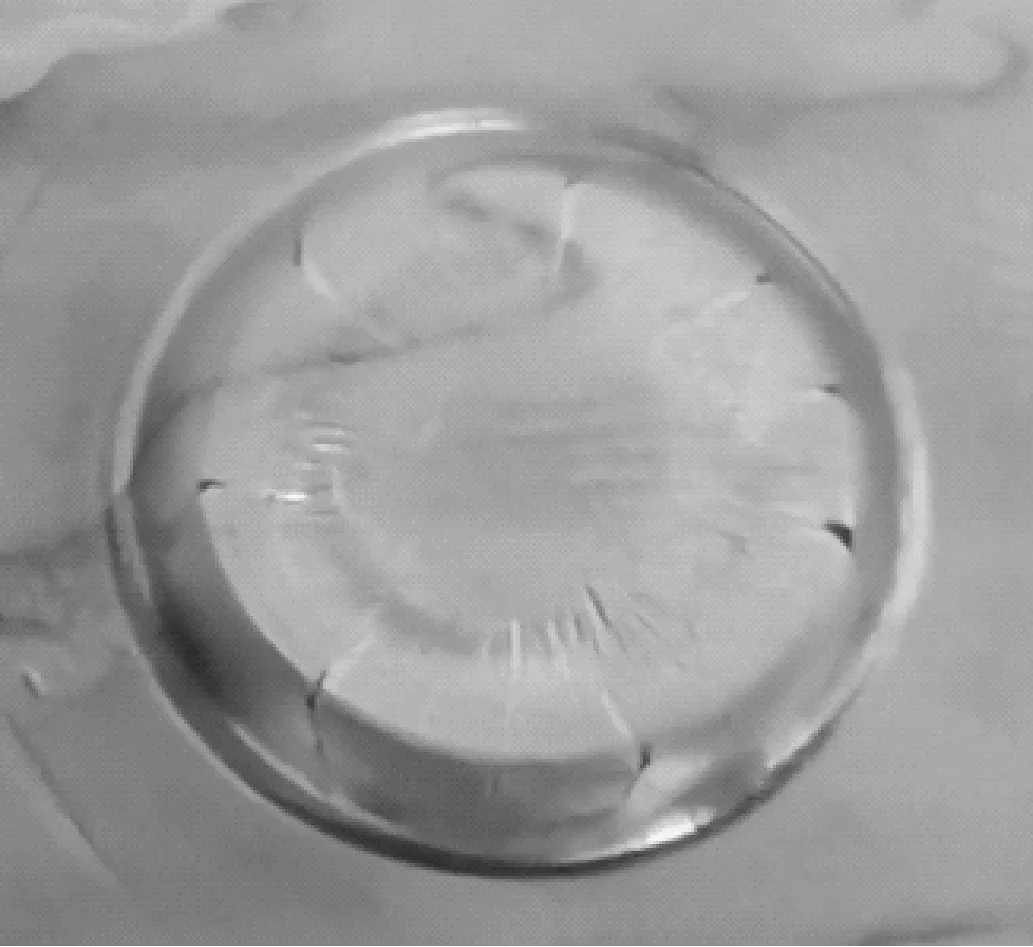
采用K240115球形底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖6所示。

▲圖5 G092095底模自沖鉚接后鉚點底部圖樣
對不同組合自沖鉚接鉚點底部狀態進行對比,從鉚點底部外觀看,圖4、圖5兩個鉚點底部有裂紋,圖6鉚點底部完好,沒有裂紋。

▲圖6 K240115球形底模自沖鉚接后鉚點底部圖樣
三種底模圖紙如圖7所示,三種底模各部位尺寸見表2。
由表2可以判斷,轉角圓弧半徑大小和模腔深度對鉚點底部裂紋有影響。轉角圓弧半徑越大,鉚點底部越不容易于出現裂紋,即K240115球形底模出現裂紋的概率較低。模腔深度越小,鉚點底部出現裂紋的概率越低。對合格的鉚點進行切面測量,K240115球形底模鉚點的鉚接互鎖值合格,平均值為0.5 mm。K240115球形底模鉚點切面如圖8所示。
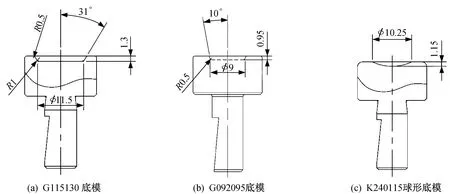
▲圖7 底模圖紙
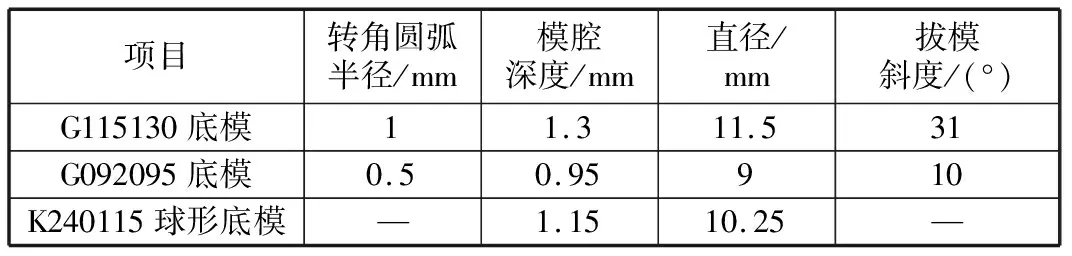
表2 底模各部位尺寸
進一步對轉角圓弧半徑和模腔深度進行優化驗證,優化后底模圖紙如圖9所示。底模各部位尺寸見表3。
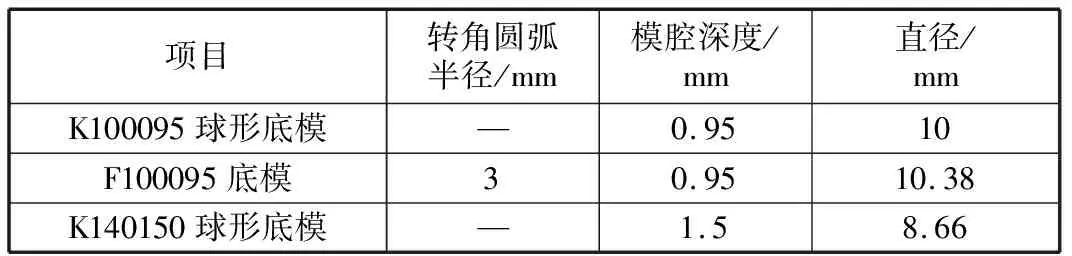
表3 優化后底模各部位尺寸
采用K100095球形底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖10所示。
采用F100095底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖11所示。
采用K140150球形底模、鉚釘、壓鑄鋁合金板材,自沖鉚接后鉚點的底部圖樣如圖12所示。

▲圖8 K240115球形底模鉚點切面
對優化后不同組合自沖鉚接鉚點底部狀態進行對比,可以看到K100095球形底模鉚點底部沒有裂紋,F100095底模鉚點底部外觀上有白色線條,在白色線條上有淺裂紋,K140150球形底模鉚點上有斷續短裂紋。由此可見,底模型腔直徑對是否出現裂紋影響不大。對AlSi9Mg材料壓鑄件進行自沖鉚接,采用球形底模和模腔深度不大于1 mm的底模,可以有效避免鉚點底面出現裂紋。

▲圖9 優化后底模圖紙
▲圖10 K100095球形底模自沖鉚接后鉚點底部圖樣

▲圖11 F100095底模自沖鉚接后鉚點底部圖樣
4 結束語
筆者對AlSi9Mg材料壓鑄件進行自沖鉚接試驗,分析發現鉚點底部裂紋與模腔深度有關,模腔深度小的底模,出現裂紋的可能性較低。筆者通過自沖鉚接試驗,建議底模模腔深度小于1 mm。鉚點底部裂紋與底模的轉角圓弧半徑有關,轉角圓弧半徑越大,出現裂紋的概率越低。筆者通過自沖鉚接試驗,證明采用球形底模可以有效避免鉚點底部出現裂紋。

▲圖12 K140150球形底模自沖鉚接后鉚點底部圖樣
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
