合金鋼轍叉剩磁消除工藝研究與應(yīng)用
2021-10-13 05:29:18云衛(wèi)濤
山西建筑 2021年20期
云衛(wèi)濤
(中鐵寶橋集團有限公司,陜西 寶雞 721000)
1 概述
隨著鐵路及城市軌道交通的迅速發(fā)展,合金化產(chǎn)品扮演的角色愈發(fā)重要,合金鋼轍叉作為鐵路道岔的關(guān)鍵部件,良好產(chǎn)品的質(zhì)量是列車安全運行的重要前提[1-3],作為轍叉的核心部件心軌在加工過程中工藝較為復(fù)雜,使用到的吊、夾具較多,目前車間廣泛使用的具有強磁性吊、夾具主要有:磁力吊、電磁吸盤和電控永磁吸盤三種。磁力吊又名永磁起重器,主要用于吊裝操作過程中移動導(dǎo)磁材料的工件[4];電磁吸盤是一種電磁夾具,它通過電磁線圈通電后吸盤體產(chǎn)生的吸力來固定被加工工件;電控永磁吸盤是結(jié)合電磁、永磁特性而開發(fā)的新型夾具[5]。上述三種輔助生產(chǎn)所用的設(shè)備在磁力吸持具有鐵磁性工件后,工件均會產(chǎn)生有不同程度剩磁。若剩磁消除不徹底,會對鐵路精密監(jiān)測儀器產(chǎn)生不同程度干擾,影響列車行車安全。
2 傳統(tǒng)退磁工藝
2.1 剩磁產(chǎn)生原因
鐵磁性材料被外部磁場磁化后,去掉外磁場后所保留的表面磁感應(yīng)強度,稱為剩磁特性,其可以通過施加適當(dāng)?shù)姆聪虼艌觥⒏邷鼗蛘駝佣鴾p弱或者消失[6-7]。通過對同行業(yè)調(diào)查及文獻分析研究,目前采取的退磁方案均為施加反向磁場,從而實現(xiàn)退磁工藝需要。
2.2 測量設(shè)備
特斯拉計也叫高斯計,擁有最重要的霍爾元件探頭,可以永久對磁性材料的表面磁場進行測量,顯示的數(shù)值即為該點的磁感應(yīng)強度,測量范圍0 mT~200 mT。
2.3 測量點選取
現(xiàn)對鐵路線路上使用最廣泛的60 kg/m鋼軌9號單開道岔合金鋼轍叉(如圖1所示),心軌加工過程中使用三種吊、夾具后,剩磁大小進行跟蹤分析,為了更好地研究工件不同點剩磁特點,對工件選取了不同的測量點,分布范圍如圖2所示,測量點與接觸吊、夾具磁性說明如表1所示。
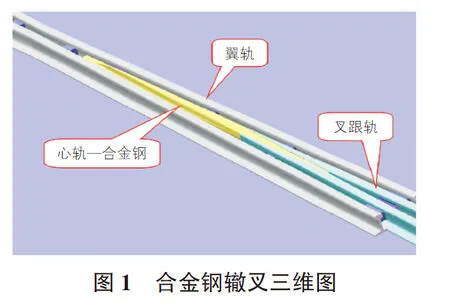
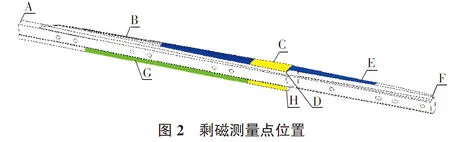

表1 剩磁測量點位置與剩磁來源
2.4 剩磁分布
以心軌加工工藝及車間流轉(zhuǎn)過程為依據(jù),通過對30組心軌毛坯到成品的剩磁跟蹤測量,分時段及采用不同裝夾方式加工后進行測量,經(jīng)多次磁力吊吊夾、電磁吸盤及電控永磁吸盤吸持后,剩磁分布情況如圖3所示。
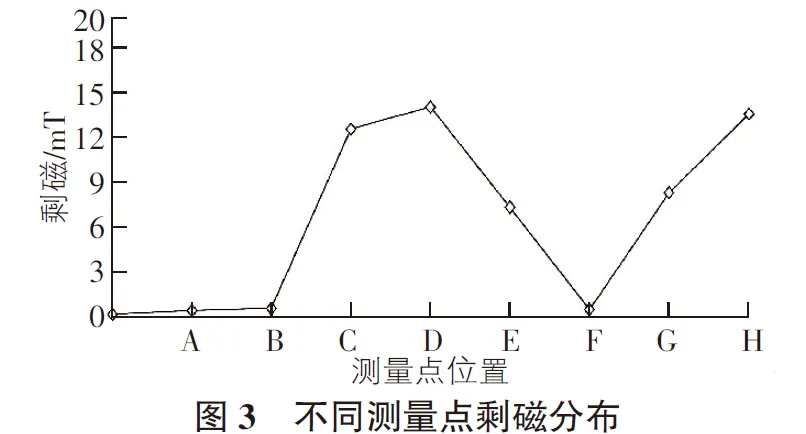
從圖3剩磁分布情況我們不難發(fā)現(xiàn),工件經(jīng)過磁力吊、磁力吊與電磁吸盤、磁力吊與電控永磁共同作用后,各測量點剩磁平均值均在10 mT~15 mT范圍內(nèi),而只經(jīng)過電磁吸盤或電控永磁吸持后,剩磁集中在6 mT~9 mT范圍內(nèi),同樣,心軌趾端、工作邊以及跟端不接觸這三種吊、夾具,測量點剩磁集中在0 mT~1 mT范圍內(nèi)。可見,使用不同吊、夾具對心軌剩磁參數(shù)影響巨大。
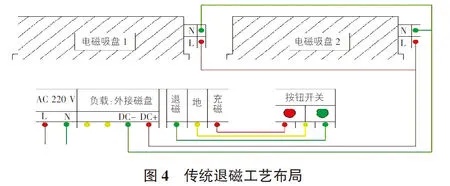
2.5 傳統(tǒng)退磁工藝
傳統(tǒng)消除剩磁工藝布局如圖4所示,消除剩磁主要根據(jù)工件的長度,選擇并聯(lián)的電磁吸盤數(shù)量,通過外接磁盤與電磁吸盤連接,依靠按鈕開關(guān),控制電磁吸盤的充磁與退磁,從而打亂工件的表面磁場度,實現(xiàn)退磁工藝。目前每次退磁周期設(shè)定時間是19 s,退去心軌工件一個面的剩磁需至少執(zhí)行2次~3次退磁循環(huán),待一個面采用按鈕退磁次數(shù)達(dá)到后,采用無磁吊具將工件從電磁吸盤上吊起來,用高斯計測量,若表面磁性小于理想值,則翻轉(zhuǎn)工件退下一個面,若磁性還是大于理想值,則繼續(xù)循環(huán)退磁過程,直至該面剩磁達(dá)到理想值。若碰到臺階時,還需要采用墊加墊鐵的方式,才可以去除該臺階面的剩磁。
3 新工藝及設(shè)備開發(fā)
3.1 退磁設(shè)備設(shè)計參數(shù)
根據(jù)車間布局與產(chǎn)品工藝要求,并考慮后期可能出現(xiàn)的其余合金化產(chǎn)品如翼軌、叉跟軌鑲嵌塊等工件,設(shè)計退磁設(shè)備的相關(guān)參數(shù)要求見表2。
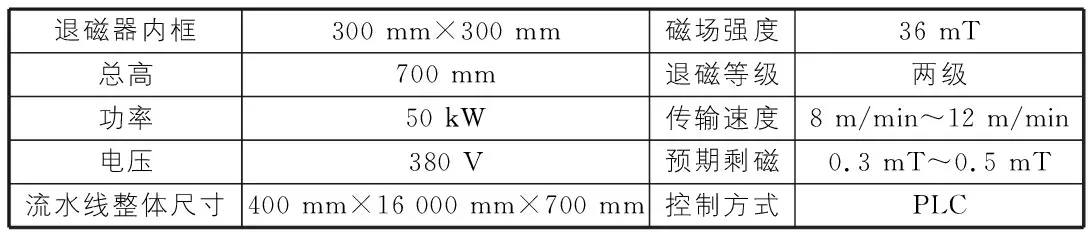
表2 退磁設(shè)備參數(shù)
3.2 設(shè)備布局
為了生產(chǎn)的連續(xù)性,該退磁設(shè)備布局在心軌最后加工工序結(jié)束機床旁,采用鋼架與地面連接,分為遙控器與設(shè)備機身按鈕控制,工作人員在電氣箱側(cè)操作按鈕,上下料在設(shè)備的另一側(cè),從而實現(xiàn)工件的退磁過程,設(shè)備布局圖如圖5所示。
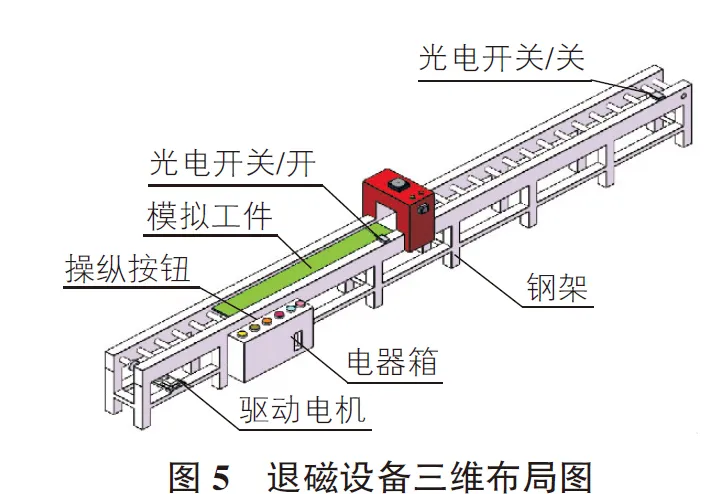
3.3 工作原理
該退磁設(shè)備程序通過PLC寫入,接通電源,指示燈亮起,將工件通過輸送線送至框口中,退磁指示燈亮起,停留3 s~5 s后,按下輸送按鈕,從工件進入到內(nèi)框退磁工序開始,將心軌勻速從框口中輸出,按下停止按鈕,延時3 s~5 s后,退磁自動停止完成,退磁器指示燈熄滅,再用無磁性吊具將工件從輸送線上取下。
4 結(jié)果分析
通過對不少于30件工件跟蹤測量,對原有工藝與設(shè)備和新開發(fā)的工藝與設(shè)備對比,首先從較為直觀的計量時間來分析,原退磁工序完成,工件剩磁降到1 mT范圍以下,該數(shù)值參考同行業(yè)產(chǎn)品剩磁數(shù)據(jù),需要兩個人協(xié)同工作,一個人負(fù)責(zé)起吊與翻轉(zhuǎn)工件,一個人進行測量,順利完成需要10 min,甚至30 min,而現(xiàn)有剩磁消除工藝,只需要單人即可操作完成,從起吊工件至剩磁工藝完成只需要3 min~5 min,兩者剩磁消除工藝完成以后,剩磁對比效果如圖6所示。
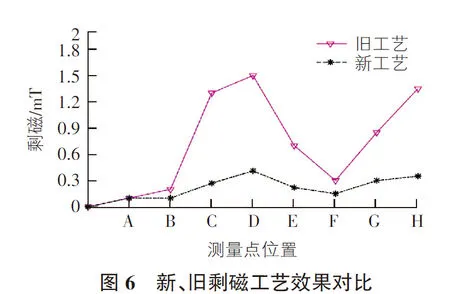
從圖6可以看出,執(zhí)行舊工藝,工件使用三種吊、夾具的位置剩磁分布在0.7 mT~1.5 mT附近,并且測量過程中,由于個別工件C點、D點及H點剩磁超出了設(shè)定值,且剩磁消除較為困難,并對該點剩磁測量平均值影響較大,而執(zhí)行新工藝后,工件分布剩磁在原有基礎(chǔ)上降低了80%,且剩磁分布集中在0.5 mT以下,波動較小,退磁效果明顯。
5 結(jié)語
合金鋼轍叉心軌剩磁消除工藝及設(shè)備的開發(fā),從根本上解決了吊、卡具使用過程中,工件產(chǎn)生的剩磁,對剩磁進行了最大化的降低,減少了人工的勞動強度及退磁過程耗費的時間,消除了合金鋼轍叉在使用時對鐵路狀態(tài)信號檢測設(shè)備的干擾,確保了列車過岔運行時的安全穩(wěn)定性,確保產(chǎn)品質(zhì)量的同時,提高效率,節(jié)約時間成本。該工藝與設(shè)備成功的開發(fā)不僅可以適用于合金鋼轍叉心軌件,還可適用于鐵路未來可能出現(xiàn)的各種合金化鋼軌件,如尖軌、翼軌等具有合金材質(zhì)的工件。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
