賽絡集聚紡粘膠特細號紗的開發
2021-10-15 05:17:20郭占軍張瑞云陳玉峰劉顯煜
棉紡織技術 2021年10期
關鍵詞:工藝
陳 文 郭占軍 張瑞云 陳玉峰 劉顯煜
(1.福建新華源紡織集團有限公司,福建福州,350212;2.中國棉紡織行業協會,北京,100020;3.東華大學,上海,201620;4.光山白鯊針布有限公司,河南信陽,465450)
在紡紗技術進步和紡織產品輕薄化發展趨勢引領下,近年來特細號紗市場需求不斷增長,開發生產特細號紗已成為我國紡紗行業共同關注的熱點,而紡制高品質特細號紗線也成為衡量企業甚至行業技術水平的重要標志之一[1]。粘膠纖維由于強度相對較低,紡制高品質特細號紗存在較多工藝技術難點。賽絡集聚紡結合了賽絡紡和集聚紡的優點,紗線條干CV值、毛羽、常發性紗疵等指標均優于普通環錠紡紗線;同時其成紗結構緊密、耐磨性好,單紗強力高,適合紡制特細號紗[2]。
本研究在企業長期生產粘膠紗的基礎上,對影響紗線質量的幾個主要因素進行了分析,通過原料、工藝和專用器件的選配和優化,成功開發出R 5.4 tex 賽絡集聚紗。
1 原料的選配
原料是紗線的基礎,生產賽絡集聚紡粘膠特細號紗,首先必須選擇適合的粘膠纖維原料。特細號紗橫截面內纖維根數少,紗線條干不勻增加,加上普通粘膠纖維的強力偏低,導致細紗很容易斷頭。基于以上原因,為克服紡制粘膠特細號紗過程中的困難,通過與上游纖維生產企業合作,共同開發了Sadaer 粘膠纖維(以下簡稱粘膠纖維)用于特細號紗生產,且分別采用1.00 dtex、1.11 dtex、1.33 dtex 粘膠 纖維紡制R 5.4 tex 紗。由紡紗結果發現,當采用1.33 dtex 粘膠纖維時,成紗質量明顯下降,尤其棉結、條干、毛羽等指標較差,已無法滿足產品使用要求。1.00 dtex 粘膠纖維的成紗質量除毛羽指標略差之外,其他指標均好于1.11 dtex 和1.33 dtex 粘膠纖維紗線,其成紗質量具有明顯的優勢。與同規格的常規粘膠纖維相比,本研究選用1.00 dtex 粘膠纖維的超長纖維率、倍長纖維、干/濕態斷裂強度等指標均更佳,為后續特細號紗的生產提供了良好的原料基礎。
2 各工序主要技術措施
本研究生產粘膠特細號紗采用賽絡集聚紡工藝。具體工藝流程:FB1011 型往復式抓棉機→FB125C 型重物落雜器→FB1029B 型多倉混棉機→FB1115‐160 型精開棉機→FB1171 型棉箱→FB1233 型梳棉機→TMFD81S 型并條機→TMFD81L 型并條機→HY492C 型粗紗機→TH518J 型細紗機→SAVIO POLAR‐M 型自動絡筒機。
2.1 清梳聯工序
工藝上要求做到“薄喂,柔和開松,多梳,少打,少落”,即少傷纖維,梳理轉移適度,打手速度偏低掌握,減輕打擊力度,控制好系統各處工藝風壓、風量,保證氣流穩定,管道棉流暢通。梳棉工序主要工藝參數:生條干定量18.6 g/5 m,出條速度110 m/min,錫林速度330 r/min,刺輥速度715 r/min,適當減小棉網張力牽伸。
本研究紡制的特細號紗所用粘膠纖維細度小,強力值低,在梳理過程中容易損傷形成短絨,造成成紗紗疵和棉結多,布面質量差。為減少梳理對纖維的損傷、降低短絨率和棉結增長率,選用了經表面強化處理的梳理針布。采用普通針布與表面強化針布的紗線質量對比如下。
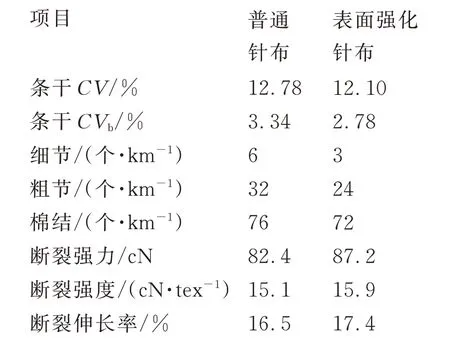
從以上數據可以看出,采用表面強化針布能夠有效降低紗線條干不勻率、粗細節等關鍵質量指標,同時提高了成紗強度。其原因是針布經表面強化處理,針布齒尖硬度提高、表面粗糙度下降,可有效解決傳統針布第二點不耐磨的問題,降低了纖維與針齒間的梳理摩擦作用力,從而達到減少纖維損傷、降低短絨和棉結的目的[3]。
2.2 并條工序
采用兩道并條,并條干定量頭并13.0 g/5 m,二并10.8 g/5 m;車速頭并250 m/min,二并250 m/min;后區牽伸頭并1.76 倍,二并1.50 倍。該工序重點解決并條工序機械波問題:通過將TMFD81L 型并條機的差速箱傳動部分套筒由單排軸承改造為雙排軸承,使得差速箱傳動平穩,且套筒基本無損壞,消除了末道并條在5 cm、8 cm、18 cm、54 cm 處的機械波,確保了產品質量。
2.3 粗紗工序
粗紗工序采用“重定量,中檔加壓,較小的后區牽伸,低速度”的工藝原則。粗紗干定量為2.8 g/10 m。由于賽絡集聚紡細紗退繞時引紗距離比普通環錠紡引紗距離長,張力較大,粗紗退繞時容易產生斷頭,為保證粗紗正常退繞,在細紗不出“硬頭”的前提下,適當增大粗紗捻系數,以減少粗紗退繞時意外伸長,增加細紗前區須條的緊密度,從而減少成紗細節及毛羽,提高成紗強力。為確保粗紗品質,適當降低錠翼速度,小紗時750 r/min,中紗時900 r/min,大紗時750 r/min,以減少斷頭率、降低伸長率,保證粗紗生產正常運行。
2.4 細紗工序
由于賽絡集聚紡無導紗動程,膠輥易磨損,使用壽命明顯縮短,生產時選用邵爾A65 度鋁襯套膠輥,表面經無色涂料微處理,既保證了抗繞性能,又降低了出“硬頭”幾率,減少了斷頭,使成紗質量穩定。
采用“重定量,大牽伸,小后區牽伸”的工藝原則。由于大牽伸,須條對羅拉的作用力可能會大于羅拉的緊固力,導致羅拉接頭松脫并產生偏移,使紗線牽伸倍數變化,從而導致所紡紗線出現定量偏差。通過安裝細紗機羅拉位移檢測裝置就可有效解決此問題[4]。
選用雙碳絲網格圈規格2 600 目/cm2、131 mm×23.5 mm,其具有防靜電性能好、黏花少、運行穩定的特點,可保證紗線毛羽指標優良,并避免黏附纖維、灰塵、蠟質而堵塞網眼等問題。
鋼絲圈、鋼領是環錠細紗機的關鍵器材,通過選配,最終選用HD(黑氮)PG1/2 3854 型鋼領與TPJM1/2ES 型(黃晶)鋼絲圈配套。HD(黑氮)鋼領采用優質軸承鋼,通過特殊滲透處理,表面采用特殊化學熱處理,具有良好的耐磨性、耐疲勞性能、抗腐蝕性能,走熟期短,使用壽命2 年~5 年。TPJM1/2ES 型(黃晶)鋼絲圈走熟期短,直接達到理想速度時也不會飛鋼絲圈,紡制賽絡集聚紡粘膠特細號紗時,明顯改善了紗線斷頭率和毛羽指標,且鋼絲圈使用壽命能夠達到15 天以上,在保證紡紗質量的同時能夠降低器材成本。
生產R 5.4 tex 賽絡集聚紗時,細紗工序采用“重定量,大牽伸,小后區牽伸,粗紗大捻系數”的工藝原則,主要工藝參數:粗紗捻系數115,總牽伸110.45 倍,后區牽伸1.11 倍,細紗捻系數395,羅拉中心距44.5 mm×70 mm,錠速12 687 r/min,雙錠搖架壓力190 N×150 N×140 N,負壓2 500 Pa 左右。雙喇叭口間距8.0 mm,鉗口隔距2.0 mm。
2.5 絡筒工序
根據粘膠特細號紗強力低、受到摩擦后易產生棉結的特性,絡筒工序速度不宜過高,設定為800 m/min。根據紗線質量要求,清紗器工藝參數以重點控制小棉結、長粗節、長細節為主,合理配置捻接工藝,保證紗線通道光潔。結合洛菲清紗工藝中錯號、捻接、疵點等設定,根據紗疵分布以及紗線用途,優選后的主要清紗參數:棉結4.30 倍;短 粗 節2.00 倍,長 度1.3 cm;長 粗 節1.25 倍,長度20 cm;長細節-16%,長度16 cm。
2.6 加強溫濕度管理
因粘膠纖維回潮率高,吸放濕能力較棉纖維快,要嚴格控制各工序的溫濕度,以適應和滿足粘膠纖維在加工過程中對溫濕度的特殊敏感性,保證生產工藝過程的正常進行,提高產品質量和設備生產效率。各工序對環境溫濕度控制要求:前紡工序溫度28 ℃~32 ℃,相對濕度55%~65%;細紗工序溫度28 ℃~35 ℃,相對濕度50%~60%;絡筒工序溫度25 ℃~32 ℃,相對濕度60%~65%。
2.7 成紗質量
綜合以上技術措施,優選1.00 dtex 粘膠纖維紡制R 5.4 tex 賽絡集聚紗的成紗質量滿足了下游產品的質量要求。主要質量指標:單紗斷裂強度15.9 cN/tex,斷裂伸長率9.0%,條干CV12.3%,細節7個/km,粗節41個/km,棉結69個/km,捻度168.3捻/10 cm,筒紗3 mm毛羽數1.37根/m。
3 結語
綜上所述,通過優選原料,清梳聯做到“薄喂,柔和開松,多梳,少打,少落”,并優選梳理針布;并條工序改造并條差速箱傳動套筒;粗紗工序以“重定量,中檔加壓,較小的后區牽伸,低速度”為原則;細紗工序采用賽絡集聚紡技術,且遵循“重定量,大牽伸,小后區牽伸”的工藝原則;絡筒工序優化清紗參數等措施,最終成功開發出R 5.4 tex賽絡集聚紗。與常規粘膠紗產品相比,該紗線制成的面料具有染色均勻,色彩鮮艷,成品布面光潔,印花效果好;外觀方面兼具莫代爾和萊賽爾的垂感;洗滌方面,抗起球,縮水率小;產品適用于針織、梭織、經編以及各種混紡織物,在高檔面料開發中具有廣闊的應用前景。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
