直壁網孔板件的多道次漸進成形研究★
2021-10-15 09:09:40李鵬程張云龍金俊希
機械管理開發 2021年9期
李鵬程,張云龍,金俊希,朱 虎
(沈陽航空航天大學機電工程學院,遼寧 沈陽 110136)
引言
金屬板材數控漸進成形是近幾年發展起來的無模成形技術[1]。該技術將待成形件分解為二維層后,采用成形工具逐點逐層成形加工板料來實現板材件成形。由于該技術不需要傳統沖壓模具,可減小制造成本和時間,因而在原型制造、維修和個性化定制等多品種小批量生產中具有廣泛的應用前景[2]。
金屬網孔板材是帶有按一定規律排列孔的板材,在工業、電子產品、家用電器和醫學等領域具有廣泛的應用[3],但由于網孔板含有孔,因此在成形中其材料流動不規則、應力應變分布不均勻,容易發生拉裂現象,導致其成形難度較大[4-5]。
直壁網孔板件是指帶有直壁曲面的網孔板材件,由于其成形角都比較大,其成形厚度減薄幅度大,板料容易破裂,因而其成形難度比普通網孔板件更大。目前,基于數控漸進成形的網孔板件成形制作研究剛處于起步階段。有關網孔板材件的數控漸進成形研究主要針對網孔板材的變形趨勢、改善材料流動、減小成形力以及通過數值模擬的成形缺陷分析等成形性能展開的,而且都以單道次漸進成形方式為主[6-7],而沒有涉及針對大成形角直壁網孔板件的多道次漸進成形。
本文采用有限元分析軟件Ansys/LS-DYNA對大成形角直壁網孔板件的多道次漸進成形過程進行了數值模擬,分析了大成形角直壁網孔板件的多道次漸進成形的可能性、成形后的網孔板材件厚度分布和厚度減薄情況。
1 直壁網孔板件的多道次漸進成形
本文采用如圖1所示的圓臺型直壁網孔板件模型為研究對象。該模型的最大直徑為100 mm,成形深度為25 mm,成形角為65°(70)°。如圖1和圖2所示分別為網孔板件的二維圖和三維模型。
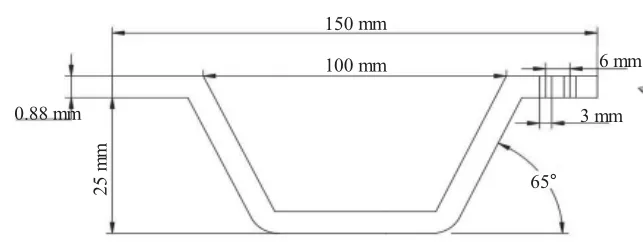
圖1 網孔板件二維圖

圖2 網孔板件三維模型
由于圖1所示模型的成形角較大,而且由于采用網孔板,因此其成形難度較大,成形時會發生板材破裂現象。為此,本文采用三道次成形策略,如圖3所示:第一道次成形角為25°,成形深度是18 mm;第二道次成形角是45°,成形深度是22 mm;第三道次成形角是65°(70)°,成形深度是25 mm。
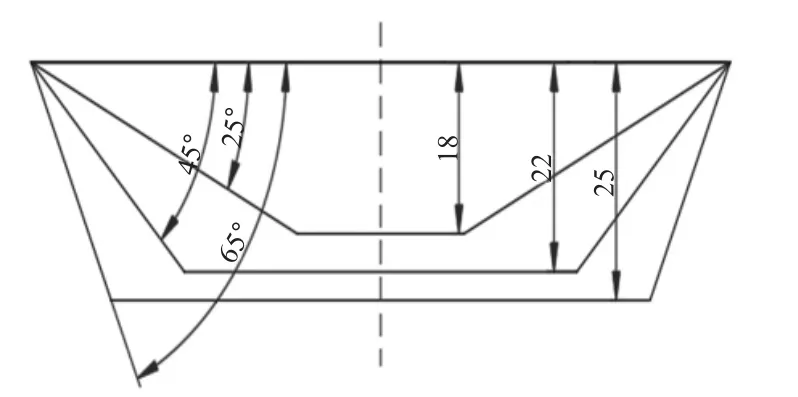
圖3 三道次成形策略
為了能夠按照圖3所示的成形策略進行多道次成形加工,本文利用UG軟件根據圖3所示的成形策略,生成了第一、第二道次成形模型,如下頁圖4所示。第三道次成形則直接以直壁件的內表面為成形加工面。
本文以圖4所示第一、第二成形道次成形模型和圖1所示帶成形模型的內表面,利用UG軟件以深度輪廓銑方式,分別生成了第一道次、第二道次和最終道次成形等高線軌跡,如圖5所示。其中成形工具采用直徑為Φ10的球頭工具,并將進給速度和主軸轉速分別設定為600 mm/s和0,層間距設定為1 mm。
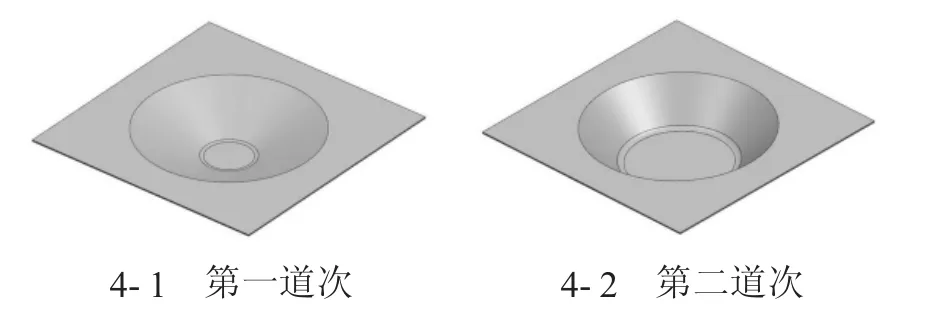
圖4 成形模型
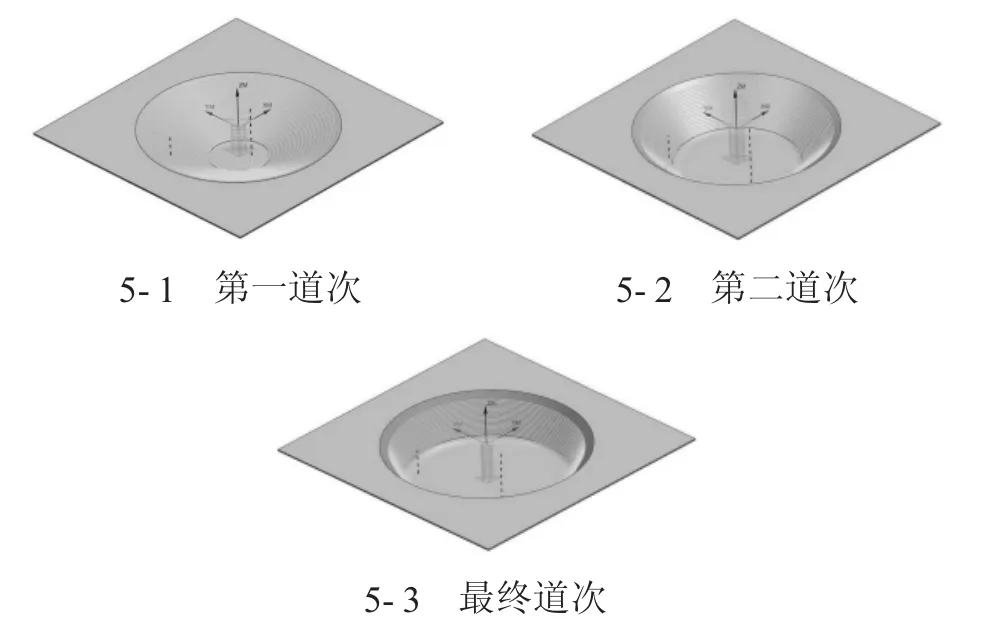
圖5 多道次成形軌跡
2 直壁件多道次成形過程有限元分析
本文以如圖1所示的網孔板材件模型為研究對象,采用ANSYS/LS-DYNA軟件,按照圖3所示的三道次成形策略,對網孔板件的多道次漸進成形過程進行數值模擬,分析網孔板材件的厚度分布和減薄規律。在數值模擬分析中,板料選用1060鋁板,其密度為2 700 kg/m3,彈性模量55.95 GPa,泊松比0.324,屈服應力153.6 MPa,切線模量為2.9,硬化系數為0.198。板材選用帶有圓孔的網孔板,其圓孔直徑為Φ3 mm,孔與孔之間的距離為6 mm,厚度為0.88 mm,網孔板長寬均為150 mm。板材選用殼單元SHELL163和全積分Full Intgr Shell算法,并采用1.5 mm大小的映射網格。在數控漸進成形過程中,板材與成形工具頭之間發生動摩擦,板材與支撐凹模之間發生靜摩擦,為此將動摩擦系數和定靜摩擦系數分別設定為0.05和0.1。本文是將網孔板固定在支撐模上,然后用成形工具頭對網孔板進行擠壓,成形加工出直壁網孔板件。所采取的約束方式是約束支撐整體,使其固定不動,并約束板材四周以及成形工具頭的旋轉運動,但不限制成形工具的X,Y軸方向移動。如圖6所示為所建立的有限元數值模擬模型。
圖6 有限元模型建立
在數值模擬中將成形軌跡刀位點坐標的x,y,z值按一定的時間間隔,以數組形式分別保存并輸入到ANSYS軟件中,進而通過成形軌跡加載來實現成形工具對板料的成形加工,其成形軌跡加載曲線如圖7所示。
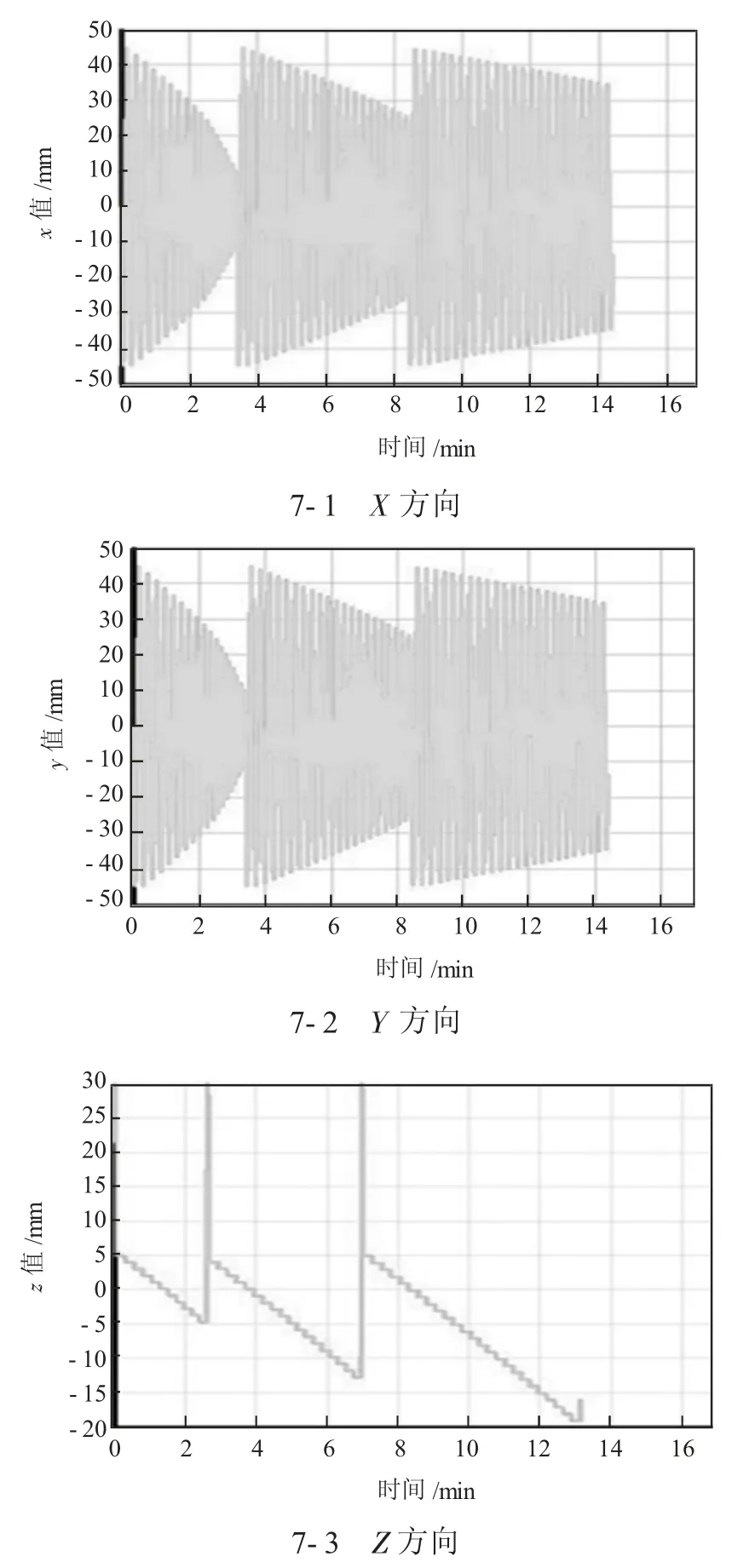
圖7 軌跡加載曲線
利用有限元分析后處理軟件LS-PrePost對數值模擬結果進行后處理,得到基于三道次數控漸進成形的網孔板材件數值模擬模型。下頁圖8所示為網孔板材件的成形角為65°時的數控漸進成形數值模型、厚度分布云圖和厚度減薄率分布云圖,其第一道次、第二道次和最終道次成形最小厚度分別為0.602 7 mm、0.336 0 mm和0.145 0 mm,最大減薄率為81.28%。
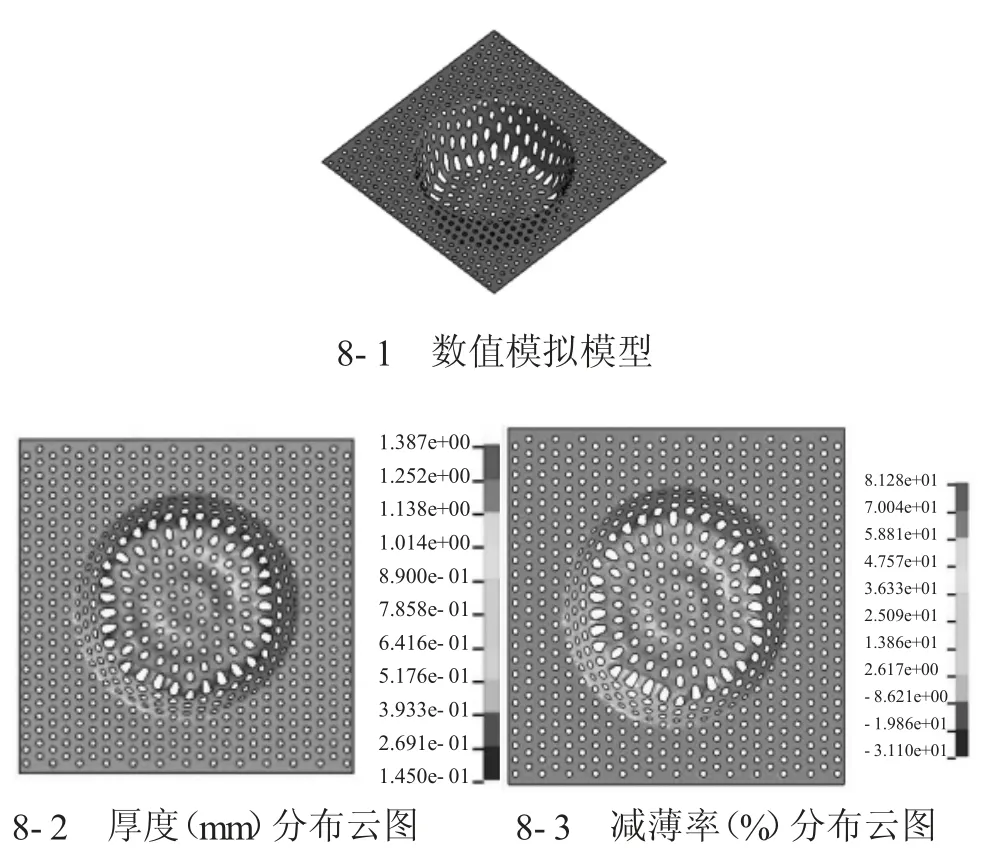
圖8 成形角為60°時數值模擬結果
下頁圖9所示為網孔板材件的成形角為70°時的數控漸進成形數值模擬模型厚度分布云圖,其第一道次、第二道次和最終道次成形最小厚度分別為0.566 6 mm、0.292 5 mm和0.108 0 mm,但在最終道次成形時,模型底部位置板料發生破裂,表明隨著成形角的增大,網孔板的成形性下降,其成形難度也增大。
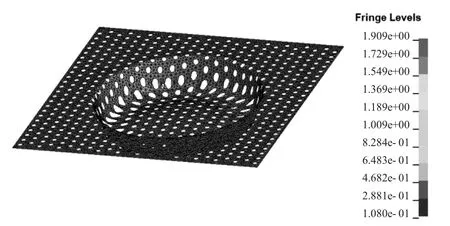
圖9 成型角為70°時數值模擬模型及厚度(mm)分布云圖
3 結語
本文針對成形角分別為65°和70°的網孔板材件,采用有限元分析軟件Ansys/LS-DYNA軟件,以三道次漸進成形方式進行了數值模擬。從得到的數值模擬模型可以看出,網孔板在成形過程中,由于材料流動不夠順暢,出現不同程度的材料堆積,進而表現出厚度增大現象,而部分區域材料減薄嚴重。當成形角為65°時,順利實現了其成形;而當成形角為70°時,板料發生破裂,成形失敗;網孔板的成形性,隨著成形角的增大而下降,成形難度增大。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
