航空密封膠固化的關鍵技術研究
2021-10-20 00:59:12王瀚藝周小釗
科學技術創新 2021年28期
王瀚藝 周小釗
(1、中國民用航空飛行學院 航空工程學院,四川 廣漢 618300 2、北京飛機維修工程有限公司成都分公司APU 大修產品部,四川 成都 610200)
1 概述
航空密封膠廣泛應用于民航客機不同部位結構部件中,以非定型狀態嵌填接縫,并與接縫表面粘結成一體,起到密封燃油、維持座艙壓力、防止結構腐蝕等作用。經過漫長的發展歷程,歐美等航空強國已經形成了一套完整的航空密封膠體系,并配有完整的配套材料及精細密封工藝[1-3],同時還擁有PPG、Chemetall、3M、Royal 等優秀的航空密封膠供應商。國內航空密封膠從20 世紀50 年代開始研發,到目前也有XM、HM 等系類的產品,但總體來說,國產航空密封膠在系列化、功能性以及工藝化等方面與國際優秀的品牌還有較大的差距。
常用的航空密封膠固化時間在10 到72 小時不等,不同飛機零部件所使用的密封膠固化時間也有所差異,而飛機停場維修所消耗時間越長則意味著運營成本越高,因此航空公司通常會采取一定的措施來縮短航空密封膠的固化時間以減小成本[4-7]。而目前國內鮮有對航空密封膠在不同工況影響下固化時間變化的研究,從飛行安全及節約成本等方面考慮,研究各因素影響下密封膠固化時間變化規律是很有必要的。
以某型航空密封膠為研究對象,通過實驗方法研究在不同溫度以及不同相對濕度工況下航空密封膠邵氏A 硬度隨時間的變化情況,得到不同溫濕度下密封膠的固化水平,通過控制變量法,得出影響航空密封膠固化的主要因素。
2 航空密封膠固化時間優化實驗
航空密封膠的固化過程主要有初固化、基本固化和后固化三個階段,初固化時,密封膠表面已經固化不發黏,內聚強度和粘附性能還處于較低水平;基本固化時密封膠已經達到了一定的交聯程度;后固化時,密封膠已經達到了出廠標準,可以將飛機推出并投入運營。
實驗通過改變航空密封膠固化工況(溫度和相對濕度),旨在找出航空密封膠固化時間與溫度與相對濕度變化的關系,分析相關數據,得到密封膠固化的優化方案。
2.1 實驗原料及實驗設備
本實驗選用目前民航界普遍使用的牌號為PR1776MB 的航空密封膠,該密封膠為低密度、耐高溫的飛機整體油箱密封劑,固化后的該密封膠能保持良好的彈性性能。表1 給出了PR1776MB 密封劑的相關技術指標,該密封膠適用于填角密封,施涂工具為擠壓搶或者刮刀,施工時限為30 分鐘。

表1 實驗原料技術指標
表2 給出了本實驗所需設備及儀器,航空密封膠固化程度采用邵氏A 硬度作為實驗指標,通過控制烘箱的不同溫度和相對濕度來模擬航空密封膠固化時的不同工況以便研究。圖1 到圖3 分別給出了實驗所需的原料密封膠以及相應硬度計和高低溫濕熱試驗箱。

表2 實驗設備技術指標

圖1 PR1776MB 航空密封膠示意圖

圖2 邵氏A 硬度計

圖3 高低溫濕熱試驗箱示意圖
2.2 實驗樣品制備
攪拌航空密封膠(PR1766MB)SEMKIT 套裝中的基料和活化劑,直到混合密封膠顏色均勻、無細微顆粒,混合好的密封膠如圖4 所示。室溫環境下將混合均勻的密封膠通過注射法注入飛機蒙皮縫隙處(該縫隙由圖5 板材代替),并通過整形工具將蒙皮表面整形施工,確保密封膠表面與縫隙兩邊蒙皮齊平。將配制好的樣品置于所設定的溫度和相對濕度環境下,定期進行測試檢驗。

圖4 均勻混合密封膠效果圖
圖5 密封施工后試件效果圖
2.3 樣品測試與表征
將樣品放入高低溫濕熱試驗箱,設置不同的溫度和相對濕度,在12 個小時之內每隔1 個小時測量樣品的硬度,每次選擇樣品5 個不同部位進行測量并計算平均值從而得到不同時刻、不同溫度及相對濕度工況下密封膠樣品的平均硬度。采用控制變量法,將環境溫度和相對濕度分別作為單一約束條件進行實驗,考慮飛行器維護環境不同地域和季節的差別,選取表3 所示工況進行實驗檢測。

表3 試樣工況選取
3 實驗結果與分析
3.1 標準工況實驗
關注標況環境下(25℃,50%相對濕度)試劑硬度隨時間變化情況。表4 給出了標準工況下12 小時之內試驗航空密封膠的硬度改變情況。從實驗結果可以得知,在初始階段(前兩小時),由于密封膠內部聯結不夠充分,硬度很低,因此邵氏A 硬度計無法測量出試劑表面硬度數據;隨著時間推移,密封膠固化效果增強,6h 后硬度達到約40A 并趨于平穩,可以認為達到了最終固化要求。

表4 標況實驗硬度結果

圖6 標準工況下密封膠固化過程
3.2 溫度實驗
關注不同溫度下密封膠固化趨勢差異。保持相對濕度50%不變,分別在25℃、40℃以及55℃環境下測量不同時刻密封膠硬度。表5 給出了不同溫度下不同時刻測量出的密封膠平均硬度。

表5 不同溫度下密封膠固化趨勢
從表5 可以看出,在同一相對濕度環境下,隨著環境溫度的提升,密封膠固化速率有明顯的增大趨勢。關注同一時刻,固化溫度越高,密封膠的平均硬度也越大,同時,固化前2 小時,40℃與55℃已經可以通過邵氏A 硬度計測量出試劑的平均硬度,這也印證了密封膠固化速率隨環境溫度增加而加快的趨勢。
圖7 給出了不同溫度下密封膠固化過程,從圖7 可以看出,環境溫度越高,密封膠固化速率越大,其硬度變化更快趨于平穩。溫度越高,密封膠固化能夠達到的平均硬度也越大。因此,提高密封膠固化環境溫度,可以提高密封膠固化速率,縮短固化時間。
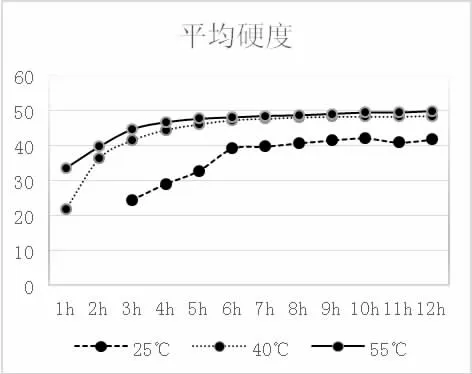
圖7 不同溫度下密封膠固化過程
3.3 相對濕度實驗
關注不同濕度下密封膠的固化趨勢差異。保持環境溫度25℃不變,分別在50%、60%及70%相對濕度下測量不同時刻密封膠硬度,研究密封膠固化過程。表6 給出了不同濕度下不同時刻測量出的密封膠平均硬度。從表6 可知,不同相對濕度下,隨著時間的推移,密封膠硬度均呈現先增大后平穩的變化趨勢。隨著相對濕度的增大,密封膠固化速率也呈現增大的趨勢。關注同一時刻,環境相對濕度越大,密封膠的平均硬度也越大。在第一個小時內,70%相對濕度下已經可以通過邵氏A 硬度計測量出密封膠的硬度,而在第二個小時內,60%環境下也可測出硬度,從而也印證了密封膠固化速率隨環境相對濕度增加而加快的趨勢。

表6 不同相對濕度下密封膠固化趨勢
圖8 給出了不同相對濕度環境下密封膠固化過程。從圖8也可以看出,在單一變量下,密封膠的固化速度與環境的相對濕度呈正相關,同時相對濕度增大,密封膠能夠達到的硬度上限值也隨之增大。因此,提高密封膠固化環境相對濕度,也可以提高密封膠固化速率,縮短固化時間。

圖8 不同相對濕度下密封膠固化過程
4 結論
利用高低溫濕熱試驗箱模擬不同溫度和相對濕度,以邵氏硬度為測量指標,對某牌號航空密封膠的固化速度進行研究,得出如下結論:
4.1 密封膠固化速率與環境溫度呈正相關,與環境相對濕度也呈正相關,想要縮短固化時間節約成本,需從環境溫度和相對濕度兩方面著手。
4.2 固化溫度越高,密封膠平均硬度越大,硬度變化更快趨于平穩。
4.3 不同相對濕度環境下,密封膠硬度呈現先增大后平穩的變化趨勢,相對濕度增大,密封膠平均硬度上限值增大,也更早達到硬度平穩區間。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中老年保健(2021年12期)2021-08-24 03:30:40
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年11期)2019-01-07 01:28:02
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
發明與創新(2016年38期)2016-08-22 03:02:52
