隱藏斜楔在多工序復合模中的應用
2021-10-20 06:26:44劉向團程阿苗張玲玲
模具制造 2021年8期
劉向團,程阿苗,張玲玲,王 濤,詹 卓,袁 奎,王 星
(陜西黃河工模具有限公司,陜西西安 710043)
1 引言
隨著汽車工業的不斷發展,汽車的外觀造型越來越優美,對車身鈑金制件的造型和成形精度的要求越來越高,輕量化、耐腐、防撞、高安全性等要求已成趨勢。在汽車模具設計中,經常會遇到各式各樣形狀復雜的鈑金制件,其工藝方案制定及模具設計難度都非常大。很多制件形狀復雜,孔特別多,空間又狹小,在成形時無法采用常規結構成形,只能根據空間設計非標斜楔。
本文介紹了一種隱藏斜楔結構,可實現在狹小,受限制區域內制件由內向外沖孔,對有類似結構特點的沖壓件的成形方法可提供參考。
2 制件工藝方案分析
圖1所示為某汽車左右后門外腰線加強板,單件外形尺寸為958×286×68mm,料厚為0.65mm,材料為DC03。

圖1 制件結構
該制件單邊形狀復雜,且兩端大小嚴重不均,無任何對稱性。若單件設計模具,模具單邊受力,將影響模具整體強度。經過不同方案的CAE 工藝模擬分析對比,左右共模成形效果更好,故初步方案定為:拉伸→修邊沖孔→修邊沖孔分離→翻邊整形。
該制件孔多且密集:10處小孔,7處大孔,多處孔位間距及其距離外形邊線較近,且存在多個沖裁角度,為了保證模具的使用功能及強度,須將各孔盡量分工序沖裁(見圖2)。翻邊翻孔有兩處向上翻,兩處向下翻(見圖1)。為簡化模具,在定成形工藝方案時,采取將同一翻邊方向的放在同一序,沖孔和翻邊沖壓方向接近的安排在同一序。
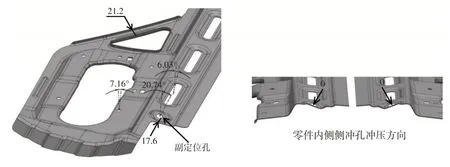
圖2 制件角度分析
最終該制件工藝方案確定為:拉伸→修邊沖孔→修邊沖孔分離翻邊→翻邊翻孔整形沖孔,如圖3所示。
該制件兩端頭處的主副定位孔距離邊線僅17.6mm,而且與制件整體角度差較大,故無法在修邊時沖孔,必須在后序進行側沖孔,圖3所示將主副定位孔放在第4工序沖裁,與剩下的翻邊翻孔同序。翻邊的同時沖正面的小圓孔和方孔,翻邊的沖壓方向和這些小孔的法向接近,可以同時正沖實現。
為保證主副定位孔方便沖裁,同時也考慮到在本序之前,左右制件已經分離,為方便取件,該工序制件左右擺放。為兼顧沖孔和翻邊,制件在上一序的基礎上,上下翻轉180°。若直接按前工序翻轉180°擺放制件,則左右兩個斜楔相對,需要的空間很大,所以采取圖3所示OP40的制件擺放方式,將兩個側孔放置在外側,便于設置斜楔。
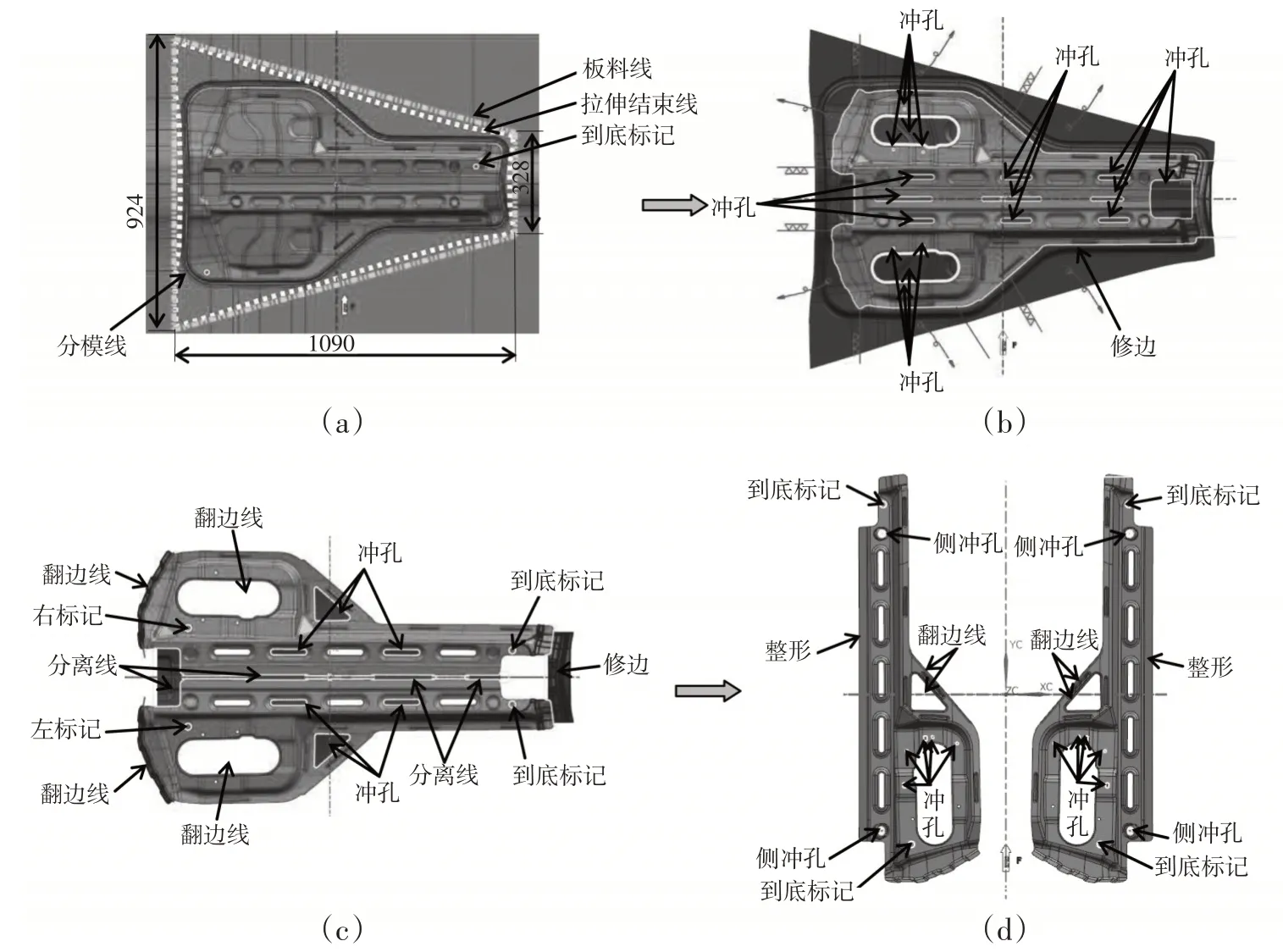
圖3 工藝方案
3 模具結構分析
該制件需要側沖的主副定位孔處在制件低凹處,若用標準斜楔,則斜楔驅動塊安裝面與型面距離較近,型面掏空太多,壓料芯整體強度較差,同時兩個標準斜楔對稱放置,需要占用非常大的空間,模具也需相應加大,增加了很多不必要的成本。
若采用自制反式倒拉鉤斜楔,如圖4所示,壓料芯沖孔處必須全部避讓開,壓料芯強度差,斜楔結構復雜,裝配加工難度都很大,模具尺寸也較大,且該種斜楔沖孔精度較差,不建議采用。
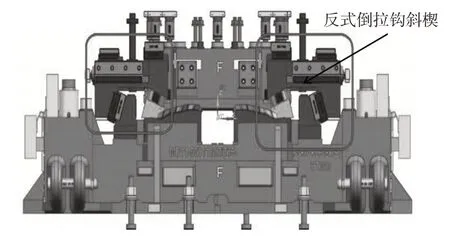
圖4 反式倒拉鉤斜楔
3.1 隱藏斜楔機構
最終采用圖5 所示的自制隱藏斜楔機構,該機構結構簡單,體積小,節省了很大的空間,相比設計標準斜楔和反式拉鉤斜楔的模具,模具外形單邊最少縮小200~400mm,節約了材料1.5~2t,極大的節約了成本,同時它安裝在壓料芯上,壓料芯不用大面積開避讓,也保證了壓料芯強度;斜楔自身為圓環形導向,類似導柱和導套,沖孔精度更高。
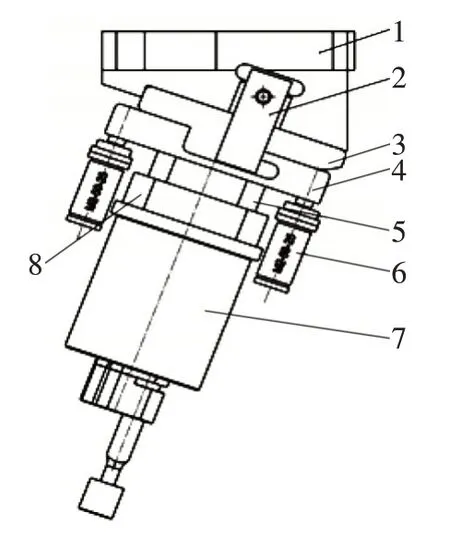
圖5 隱藏斜楔機構
隱藏斜楔機構如圖5 所示,滑塊座1 安裝在上模架上,強制復位板2安裝在滑塊座上,一端連接在滑塊連接板4 上,滑塊連接板與圓形滑塊5 用螺釘銷釘緊固連接成一整體,回程氮氣彈簧6安裝在壓料芯上,在模具開模時推動滑塊連接板4 帶動圓形滑塊5 運動;導向驅動塊7安裝在壓料芯上,完成沖孔動作的標準凸模和固定座安裝在圓形滑塊5上。
3.2 模具結構設計
模具結構如圖6 所示,模具整體采用導板+導柱導向結構,利用隱藏斜楔機構實現從制件內部向外進行沖孔;隱藏斜楔核心部件安裝在上模與壓料芯之間,對壓料芯和上模的導向精度要求比較高,壓料芯上安裝了4個導柱,同時壓料芯四周還有導板導向,來保證導向精度;壓料芯和下模之間安裝了錐形平衡塊,保證壓料芯和下模之間的導向精度,壓料芯隱藏斜楔沖孔部分單獨鑲了鑲塊,便于加工。
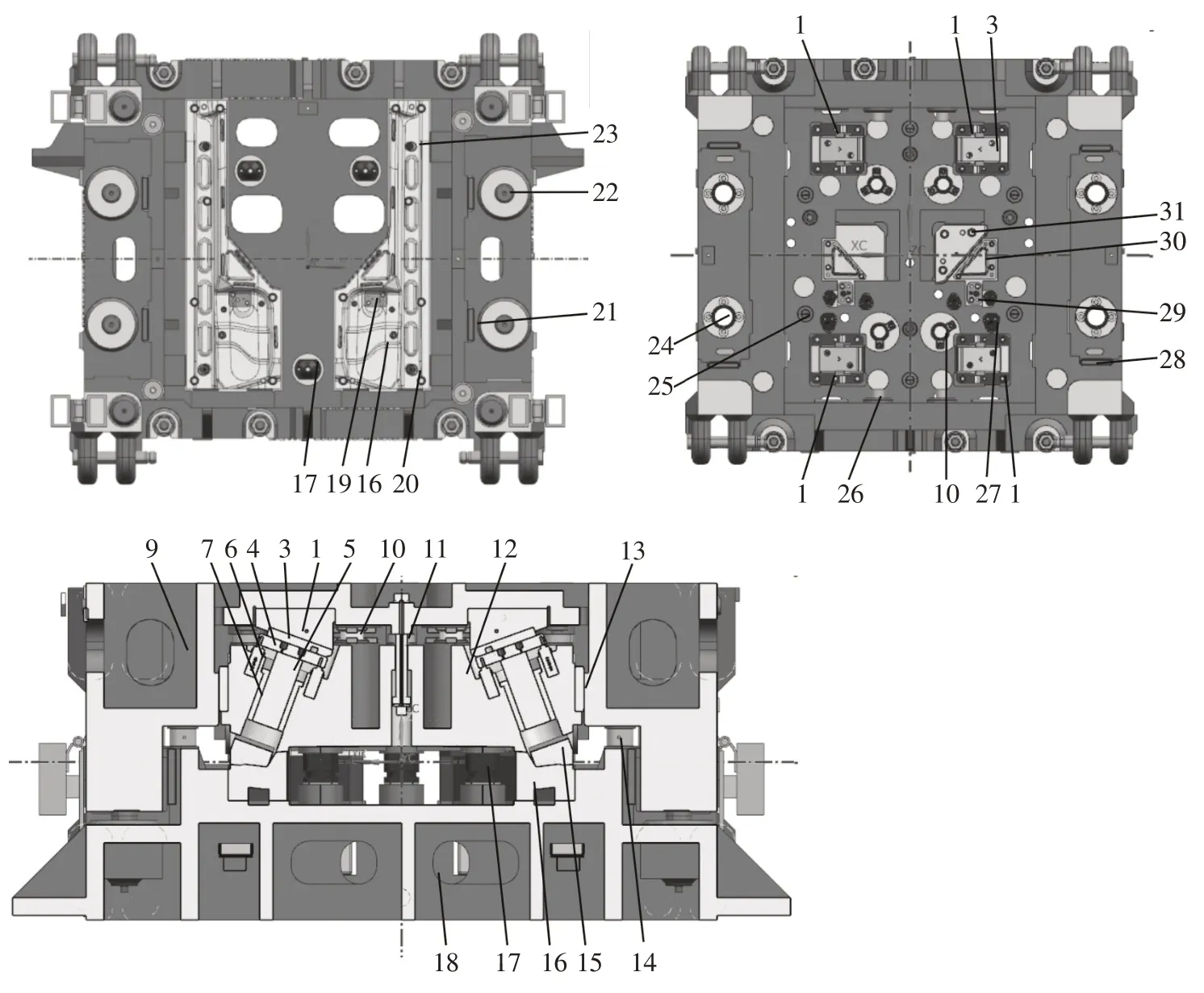
圖6 模具結構
3.3 模具工作過程
模具閉合時,將前工序完成的制件放置在凸模16上,機床滑塊帶動上模持續向下運動,壓料芯12接觸制件開始壓料,上模繼續下行,壓料氮氣彈簧25開始壓縮,上模再向下運動,斜楔滑塊座1上導板3開始接觸滑塊連接板4,滑塊連接板4將受到的力量傳遞給圓形滑塊5,由于圓形滑塊5處于圓形導向驅動塊7之中,并受到限位塊8(見圖5)限制,只能沿圓形導向驅動塊7軸向運動,迫使復位氮氣彈簧6受壓縮短;當圓形滑塊5沿圓形導向驅動塊7軸向運動時帶動安裝在他上的側沖孔凸模沿凸模軸向運動,同時上模模腔內其他正沖孔凸模和翻孔凸模隨著機床向下運動;隨著上模繼續下行,側沖孔凸模進入凹模,當復位氮氣彈簧6壓縮到設定的行程后,同時上模也接觸限位塊14,上模停止運動,沖孔翻邊動作完成;運動行程如圖7所示,沖裁的廢料通過凹模下的漏料孔落入廢料盒排出模具。

圖7 運動行程圖
模具開模時,機床滑塊帶動上模向上運動,壓料氮氣彈簧25開始卸載所承受壓力,逐漸恢復初始狀態,滑塊座1隨著上模向上運動,復位氮氣彈簧6開始釋放壓力逐漸恢復,在強制復位板2(見圖5)和復位氮氣彈簧6的共同作用下,圓形滑塊5沿圓形導向驅動塊7軸向運動,隨著運動的進行,當圓形滑塊5上臺階限位面接觸到限位塊8時,無法再沿圓形導向驅動塊7軸向運動,此時復位氮氣彈簧釋放完畢,側沖凸模也脫離凹模,圓形滑塊5與滑塊座1脫離,滑塊座1繼續隨著上模向上運動,同時壓料芯、正沖凸模、翻孔凸模一起隨著上模向上運動,上模運動到設定的高度后停止運動。
該副隱藏斜楔機構的巧妙設計,使得該模具比按常規結構設計,模具單邊縮小200~400mm,節約了材料1.5~3t,節約材料費及加工費約3~6 萬元。在模具行業發展突飛猛進的今天,模具企業已遍布全國各地,如果采用此機構,能為企業節約費用約5萬元,全國幾十萬家模具企業,則節約成本上千萬,經濟效益顯著。
該模具在交付后使用良好,運行穩定,取放件方便,各制件孔位、邊線、面間隙均達客戶要求,制件合格率90%以上,隱藏斜楔沖出孔位準確,為客戶節約了成本,得到客戶一致好評。
4 結束語
本文介紹的新型隱藏斜楔機構減少了模具開發成本及制造成本,此結構原理簡單,沖孔精度高,沖壓出制件孔位準確,送取件方便,對有類似結構特點的制件成形設計有借鑒作用。
