風扇升降支架分模線錯位的解決方案
2021-10-20 06:26:54王晨,李強,康雷
模具制造 2021年8期
王 晨,李 強,康 雷
(廣東省佛山市順德區鄭敬詒職業技術學校,廣東佛山 528000)
1 引言
2014 年7 月,受某模具廠邀請,到廠檢查落地風扇升降支架塑膠件缺陷。缺陷是塑件分模線有錯位現象如圖1、圖2 所示。造成錯位現象的主原因是模具型腔精加工、拋光等工藝不太合理。原設計是沒有考慮到拋光會帶來一些人為問題,主要表現在拋光時很難控制夾口位置,要么拋不到要求的光潔度,拋到要求的光潔度夾口處又有小圓角,兩種情況都會給塑件外觀帶來缺陷,涉及到外觀問題是絕對不允許的。但按工程師的思路反復的整改和維修后均無法徹底的解決此問題。通過以前在工廠制造及設計模具中長期結累的經驗,并對問題進行全面分析后,制定出一套方案并最終解決了問題。

圖1 分模線錯位(夾口)圖

圖2 塑件分模線圖
2 存在的問題分析
2.1 塑件介紹
落地風扇升降支架塑膠件所用的是二烯-苯乙烯(ABS)料,外觀表面拉光。塑件總高度為57mm,寬度為46mm,長度354mm(見圖3),模具制造工藝如圖4、圖5所示,先將塑件的兩開口做兩側抽芯,再將圓弧和斜線相交出上下分模。
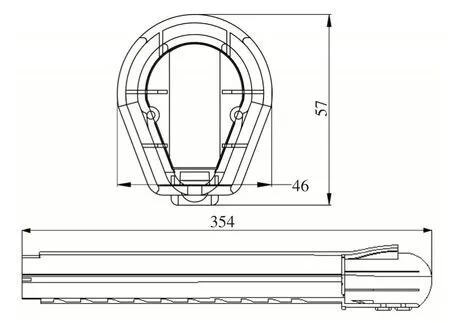
圖3 塑件簡圖

圖4 模具制造工藝圖

圖5 模具結構圖
2.2 試產塑件問題描述
試模塑件及維修好幾次的塑件都有錯位現象,只是錯位的大小不同,如圖6所示,錯位(夾口)有兩種:①上小下大夾口;②上大下小夾口。

圖6 錯位(夾口)有兩種
2.3 針對塑件出現的問題分析
(1)原注射模結構如圖5所示,其設計、制造、成形工藝是:第一設計理念,采用點澆口,一模兩腔,上下分型,左右抽芯,分型面及頂桿排氣,定模型腔、動模型芯循環運水,抽芯后手動拿出塑件。第二制造工藝,依編程加工,定模型腔加工,動模型芯加工,面板加工,澆口板加工,定模板加工,動模板加工,頂桿面板、頂桿底板加工(同時加工)。第三成形工藝,把個零件組裝好試模,用500t 注塑機裝模具,依照注塑參數進行注射塑件。
(2)從模具設計、模具制造工藝中出現了一些小紕漏。原因在于太理論化,疏忽機器精度和人工實操精度。定模型腔、動模型芯在某模具廠一次加工不能完全到位,要經過銑床加工,數控加工中心,雕刻機精雕,電火花加工才能完成。多次加工需多次裝夾多次尋邊,多道工序累積下來,累積公差就較大。特別在拋光時分模線很難控制,往往造成分模線上有小R。這樣積累下來定模型腔、動模型芯分模線不完全吻合,這時夾口就產生了,如圖7所示。

圖7 分模線錯位
3 解決方案
3.1 傳統的解決方法
(1)夾口、斷差,設計師叫做分模線(分型線),形成原因有兩種,一種是由于塑件結構的的原因引起,斷差是由于分型面的高低不平所引起,塑件到設計師手里的時候,面本身是直身而且完整的面,由于分型面不平,需要同一個面一部分出前模,一部分出后模,所以這種斷差是由于拔模斜度引起的。另外一種情況是由于在模具加工的各個環節中,都存在著加工誤差,特別是對于非精密模具來說,多道工序累積下來,累積公差就比較大,最終塑件出來的時候,夾口就比較明顯,需要修模師傅修夾口。
(2)鉗工修夾口。
a.手工的方法。這種方法在以前加工設備落后,精度不高,成本太貴的情況下,使用較多,目前的加工工藝,盡量采用精密加工代替人工修復,但這種方法仍然是無法替代的。鉗工師傅修模的時候先一面打上白漆,另一面打上紅丹,修模之后就觀察白漆面紅丹印上去顏色的深淺程度,憑經驗判斷什么部位需要加膠多少,然后手工打磨,當然打磨的時候手感非常重要,這種打磨技術后期的鉗工師傅可能趕不上早期的鉗工師傅了,憑經驗打磨得差不多了之后,重新裝配好模具,再上啤機打樣,塑件打出來后再觀察夾口的修復程度,然后多次重復之前的工序,直到把夾口修到符合客戶要求為止。
b.電極的方法。根據需要修夾口的位置,可以選擇使用舊銅電極或者重新做銅電極,通過二次元或其它設備測量出夾口的平均值,然后平移銅電極或者碰數單邊靠,偏心加膠來修夾口。對于要求比較高的塑件,可以采用立體銅電極(即整體銅電極),目的是盡量把外觀和面積大的面整體一起放電,能很好的保證加工誤差的一致性。立體銅電極跟普通銅電極不同之處在于5個方向都最好加工出來,普通的銅電極是3軸加工,立體銅電極可以5軸加工,也可以幾個方向分開加工出一個整體銅電極。
3.2 制定新的加工工藝
(1)根據上面分析的結果及傳統的解決方法,按現有的模具結構要用傳統手工法來修復夾口問題幾乎無法實現,原因是模具比較大裝拆、打樣耗時間耗物力且很難達到完全吻合。按第二電極的方法。可以修復分模線(夾口),但要花費很多時間及金錢,在小企業里利潤薄的情況下是不會接受這種方法。所以必須尋找分析出產生問題的原因,設計出一種新的工藝結構,新的工藝是采用定模型腔、動模型芯分模線進行激光焊,在定模型腔、動模型芯設計加裝拋光板進行加工,使定模型腔、動模型芯可以整體獨立拋光。
(2)在原來結構上定模型腔、動模型芯設計加裝拋光板,如圖8所示。
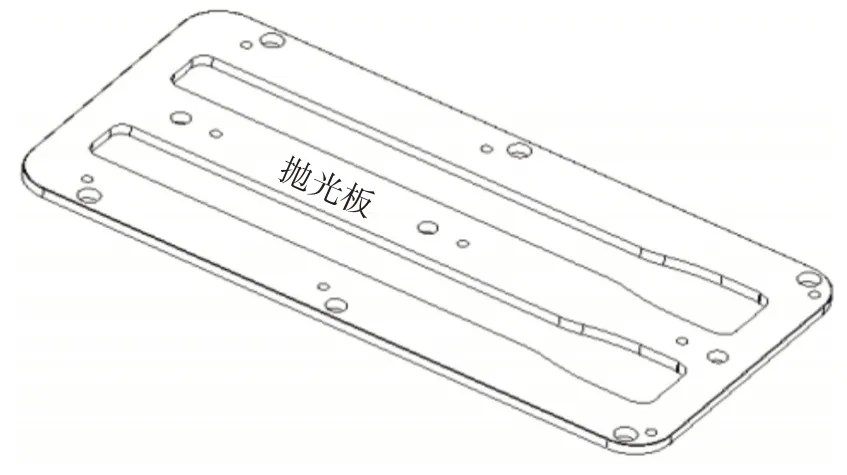
圖8 拋光板
(3)在動模型芯上設計加裝拋光板,如圖9所示。

圖9 動模型芯設計加裝拋光板
(4)在定模型腔設計加裝拋光板,如圖10所示。

圖10 定模型腔設計加裝拋光板
(5)新工藝的優點。
a.在原來模具上進行添加一些工藝,這樣可以節省材料。
b.整體模具的工藝不變,只是型腔上加裝拋光板,利于裝拆維修。
c.節省費用,提高效率。
(6)新工藝流程。
a.拆模→設計定模型腔、動模型芯及拋光板定位孔、螺絲孔→定模型腔、動模型芯鉆定位孔、螺絲孔→依圖制造拋光板→定模型腔、動模型芯分模線燒激光焊→磨平分型面→拋光板固定在定模型腔、動模型芯上→定模型腔、動模型芯在電腦加工中心鑼型腔(連帶拋光板)→定模型腔、動模型芯帶拋光板拋光到600#砂紙→拆卸拋光板→定模型腔、動模型芯利用咬位固定好型腔→定模型腔、動模型芯吻合精修分模線(夾口)→拆開定模型腔、動模型芯各自裝好拋光板→拋光到鏡面→組裝模具→試模(20PCS)→客戶確認→交模具。
b.定模型腔、動模型芯分模線燒激光焊簡視圖,如圖11所示。

圖11 動、定分模線燒激光焊簡視圖
燒激光焊時要注意畫粗線部分往型腔焊接2mm左右,焊條材質與定模型腔、動模型芯材質一樣。
c.制造定模型腔、動模型芯及拋光板定位孔、螺絲孔。
模具拆開后先測量動、定模型芯、型腔的外圍尺寸→用CAD設計好定位銷釘和螺絲孔→用Pro/E設計好拋光板→用國產718料制造拋光板,依設計圖紙用立式銑床加工外圍尺寸、銷釘孔、螺絲避空(型腔孔不用加工)→拋光板兩大平面用平面磨床磨兩面→定模型腔、動模型芯用立式銑床校正后鉆定位孔、螺絲孔。
d.定模型腔、動模型芯及拋光板用電腦加工中心加工。
動、定模型芯、型腔各自裝上拋光板,用銷釘定位、螺絲擰緊→上加工中心、校正、尋邊(分中)→按照編程粗、精、銑削定模型腔、動模型芯及拋光板(特別注意動、定模分模線與拋光板型腔接順),如圖12所示。

圖12 定模示意圖
(7)模具拋光。
型芯、型腔及拋光板CNC 完成后→定模型腔、動模型芯分開拋光(拋光板不能拆)→拋光先用150#油石拋光到600#油石→用200#砂紙拋光到600#砂紙→拆開拋光板→合并定模型腔、動模型芯→精拋分模線位(夾口位置,見圖13)→精拋光后,拆開動、定模→定模型腔、動模型芯各自裝好拋光板→把型芯、型腔從粗到細拋到3#金相砂紙→用研磨膏把型腔拋光成鏡面。

圖13 精拋分模線位(夾口位置)
4 結束語
通過上述工藝的改良,解決了塑件的外觀缺陷,并縮短模具制造周期。此工藝之后被某模具廠廣泛地運用在同類型的模具結構上,解決了不少的技術問題。在以后的工作中自己還要不斷的學習,不斷的在工作中總結經驗,將自己的技術水平再提高到新的高度,將來更好地為社會服務。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
