參數對均勻微滴打印多尺寸錫焊料凸點陣列的影響
2021-10-20 08:29:08黎映相齊樂華豆毅博
中國機械工程 2021年19期
高 昆 黎映相 齊樂華 吳 浪 周 怡 豆毅博 羅 俊
1.空軍航空維修技術學院湖南省飛機維修工程技術中心,長沙,410240 2.長沙湘計海盾科技有限公司,長沙,4101003.西北工業大學機電學院,西安,710129
0 引言
航空、航天裝備(如雷達及可視頭盔等[1])中的先進電子模塊大多采用了高密度3D封裝工藝,即層層堆疊的功能組件管腳通過均勻錫凸點陣列連接起來,以縮短數據傳輸路徑、提高芯片運行速度、增強連接可靠性[2]。保證3D封裝質量的關鍵工藝[3]是在多疊層芯片之間制備高度一致、定位準確的錫焊料凸點陣列。由于航空、航天裝備使用的3D封裝模塊具有精度高、規格多、批量少等特點,使得其受損后的快速維修是一個技術難點[4]。現有的蒸發沉積法、釘頭法、模板印刷法、電鍍法[2]等凸點陣列批量制備方法易產生凸點尺寸不均、位置不準確、工序復雜等不足,而激光錫焊工藝[5]制備的焊點存在錫球直徑大、長距離噴射落點不穩、激光易燒蝕芯片等問題,都難以適用于軍用堆疊電子模塊中3D微器件的快速封裝與維修。
均勻金屬微滴噴射可直接產生均勻焊球[6],是多疊層芯片焊球陣列快速修復的理想技術,在均勻等徑微小金屬球制備、微電路打印與封裝、微米級金屬件打印、微小薄壁金屬件打印中有廣闊的應用前景[7]。該技術按工作原理可分為連續式噴射(continuous ink jet,CIJ)和按需式噴射(drop-on-demand,DoD)。CIJ技術通過離散層流射流來實現均勻液滴的快速產生,噴射錫微滴具有頻率高、飛行速度快等優點,但不易對單顆微滴的飛行過程和沉積位置進行控制,多用于造粒[8]。DoD技術通過氣壓、應力波、壓電等驅動方式實現焊球可控打印,其中,壓電脈沖驅動裝置結構簡單、工作穩定,得到了較為廣泛的應用。美國MicroFab公司[9]、IBM公司[10]等已開發出商業化的壓電驅動錫微滴噴射裝置,打印速度可達每秒200顆,但通過料腔、噴嘴與壓電驅動器集成的方式來實現不同尺寸焊球陣列快速打印的代價極高。我國多所高校[11-14]相繼開展了錫微滴噴射技術研究,其中,西北工業大學深入研究微滴噴射、飛行、沉積等理論與關鍵技術,自主開發了多套適應于不同領域的金屬微滴噴射裝置,成功實現了微小電感線圈打印[6]、金手指引線快速釬焊[15]、立體電路打印[13]、錫鉛焊料金屬凸點制備[16]等。將該技術應用于多種尺寸凸點陣列的快速制備,可為航空高附加值芯片的凸點陣列快速修復提供可行方法。
本文提出錫焊料凸點陣列直接打印方法,利用西北工業大學研發的均勻金屬微滴3D打印裝備開展試驗研究,通過分析打印凸點質量的影響因素,探明多尺寸焊料凸點陣列的單噴嘴直接打印關鍵技術,為壓電驅動焊料微滴按需式噴射技術在航空高價值電子模塊3D封裝快速修復中的應用奠定基礎。
1 多尺寸凸點直接打印方法及質量影響因素分析
1.1 多尺寸凸點直接打印方法
決定焊料凸點大小的主要因素是噴孔直徑,而設置多規格的噴頭分別打印不同尺寸規格的凸點陣列,不僅增加了設備成本,也會在更換噴頭時降低凸點打印定位精度和柔性打印能力。為此,本文提出了面向3D封裝立體互連的多尺寸凸點陣列的單噴頭直接打印方法:以單顆微滴為基本單元,根據凸點尺寸要求,在需要的位置上進行單顆或多顆微滴的連續沉積(圖1a);再利用“加熱重熔”方法使多顆沉積微滴團聚形成等質量、等高度的凸點,從而實現多尺寸凸點制備(圖1b)。圖中,D為微滴直徑,h為打印凸點高度,dmax為打印凸點最大處直徑,h1、h2、h3為重熔凸點高度。該方法可避免噴頭更換,提高打印效率。

(a)單顆或多顆微滴直接打印
1.2 影響凸點打印位置精度的因素
精確控制焊料微滴沉積位置是實現3D封裝凸點陣列中微小焊球打印工藝的關鍵[3],也是多尺寸凸點直接打印的前提。如圖2所示,焊滴噴射的初速度v方向與基板之間的垂直偏差是導致凸點打印位置出現偏差的主要原因[6]。噴射參數對射流頸縮和斷裂的均勻性影響[8,14],噴頭位置安裝偏斜、噴孔內壁附著的雜質或內部的缺陷等各種因素,都會使焊料微滴的初速度方向發生隨機性偏斜。由此可知,沉積距離H越大,凸點位置精度就越差。
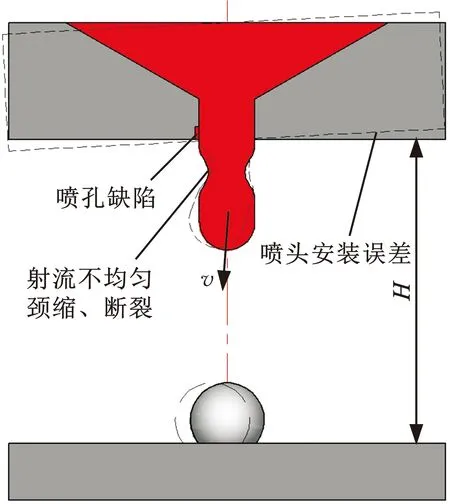
圖2 凸點打印位置精度的影響因素示意圖Fig.2 Illustration of factors influencing bump printing position accuracy
1.3 影響打印凸點高度一致性(標準差)的因素
單顆焊料液滴在基板上沉積所形成的凸點高度主要由焊料微滴的體積決定,其輪廓形貌取決于沉積基材潤濕角、微滴凝固速率等多種因素[8]。在相同工藝條件下,由單微滴形成的凸點的高度一致性(即高度標準差σ)主要來源于各種隨機因素導致一批微滴凝固而產生的速率誤差。另外,由多焊料微滴疊加形成的凸點的等效大微滴直徑雖然可以利用質量守恒定律獲得,但是影響凸點高度的因素較多,且多顆微滴所形成凸點的高度標準差將遠超過單顆微滴所形成凸點的高度標準差。因此,多顆微滴堆棧凸點不能直接用于3D封裝凸點陣列,可通過加熱重熔方法來整形凸點形貌、控制高度誤差。
綜上所述,在焊料微滴按需式噴射和沉積凝固過程中,影響凸點打印位置精度和高度標準差的因素較多,難以僅由理論分析獲得,需通過試驗驗證多尺寸凸點直接打印制備的可行性。
2 多尺寸凸點打印試驗裝置與方法
2.1 試驗裝置
為將多尺寸凸點直接打印技術應用于實際封裝中,試驗采用西北工業大學開發的均勻錫焊微滴3D打印設備,如圖3所示。設備主要由焊料微滴噴射裝置、運動基板及夾具、視頻采集裝置、低氧保護罩和打印控制系統等構成。其中,焊料微滴噴射裝置用于加熱錫焊料、產生可控壓電激振,以實現錫焊微滴噴射。加溫范圍為0~400 ℃,精度為±5 ℃;運動基板及夾具用于沉積位置變化運動的驅動,夾具用于放置所需封裝器件,其直線位移精度為±3 μm/100 mm;低氧保護罩用于抑制高溫焊滴氧化;視頻采集裝置用于噴嘴對準所需打印位置,精度為±5 μm;打印控制系統用于激振參數設置和打印程序控制,打印速度為每秒20顆。

圖3 均勻錫焊微滴3D打印設備Fig.3 Uniform tin solder droplet 3D printing equipment
2.2 試驗材料
試驗焊料為Sn-Pb合金(其中Sn的質量分數為63%),沉積板材材料為紫銅,試驗前先用W28(1)金相砂紙打磨處理焊絲和銅板以去除表面氧化層,后用無水酒精擦拭去塵。試驗噴嘴材料為陶瓷,噴嘴直徑為300 μm。
2.3 試驗與檢測方法
試驗首先獲取較高落點位置精度的打印參數,然后采用單因素試驗法優選單顆和多顆焊料凸點高度一致性較好(標準差較小)的打印參數,最后驗證“加熱重熔”控制高度誤差方法的可行性。所檢測的焊料凸點尺寸為高度h和最大處直徑dmax,其數值為30個凸點的平均值。采用尼康工具顯微鏡(Nikon,MM400)對凝固后的凸點幾何形狀進行觀察和測量,精度可達到0.8 μm。
3 試驗結果與討論
在電子封裝中,凸點高度及其一致性(標準差)對封裝質量的影響最大,因此本文主要討論凸點高度及其標準差。
3.1 打印參數對凸點位置精度的影響
3.1.1噴射參數對沉積位置精度的影響
在焊料溫度為300 ℃、沉積距離為10 mm的條件下,連續噴射若干錫焊滴,統計噴射和沉積情況,將獲得的壓電脈沖信號參數(即噴射參數)與噴射沉積現象進行統計并列于表1。12組參數的試驗結果可以歸納為如下三類噴射與沉積現象:無液滴、落點發散的多顆液滴和形成偏斜立柱的單顆液滴,如圖 4所示。

表1 液滴噴射試驗的噴射沉積現象統計表Tab.1 Statistical table of ejection deposition phenomena in droplet ejection test
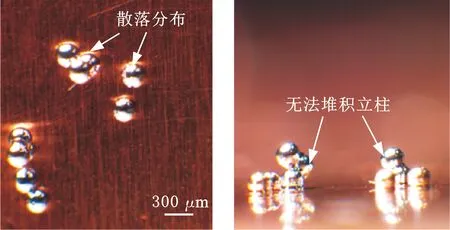
(a)散落的液滴俯視圖 (b)散落的液滴側視圖
依據表1和圖4,噴射參數可分為如下三類:①不能產生液滴的噴射參數。1~3組噴射參數均不產生液滴,其原因是在1~3組脈沖信號驅動下,激振桿受激所產生的微小位移不足以使錫焊滴突破噴嘴孔處的流體表面張力,因而無法形成液滴。②產生多顆且落點發散液滴的噴射參數。5、6、8、9、11和12組噴射參數均產生大小不同、落點分散的多顆錫焊滴,其原因是,脈沖信號幅值增大后可將較多的金屬流體擠壓出噴孔形成柱狀射流,此時射流發生不規則的頸縮、斷裂,生成了尺寸不同、初速度不一致的球形液滴,液滴分布散落而無法形成立柱(圖 4a和圖4b)。③產生單顆較為均勻焊料微滴的噴射參數。4和7組噴射脈沖信號下,金屬熔液在振動桿積壓的作用下突破孔口表面張力形成射流后,當桿回縮時會在孔口處形成一定的負壓使射流頸縮、斷裂,此時射流的頸縮和斷裂較為穩定,不僅可產生單顆均勻的微滴,其打印位置精度也能得到提高,從而可獲得有一定傾斜的一維立柱(圖 4c)。通過逐步修正第4組的噴射參數,可以發現:當激振脈沖信號幅值為626 mV、脈寬為330 μs時,形成了較為筆直的立柱(圖 4d),這說明調整噴射參數可以實現微滴沉積位置誤差的控制。
3.1.2噴射沉積距離對凸點位置精度的影響
采用修正后的噴射參數,不同沉積距離H條件下打印凸點的位置誤差的統計情況如圖5所示。當凸點x向間距Lx的理論設定值為800 μm時,由圖5可以看出,隨著噴射沉積距離H的增大,實際凸點x向間距Lx在總體趨勢上增大,特別是H增大至30 mm時,Lx的標準差σ(Lx)顯著增大。當沉積距離H≤20 mm時,x向間距的標準差σ(Lx)不超過18 μm,且經計算可知,噴射形成焊料微滴x向實際落點間距的誤差平均值(即落點位置精度)不超過±5 μm,這說明實際落點受到射流頸縮和斷裂等行為以及噴孔表面微觀形貌等多種隨機因素的影響,實際落點以理論落點為中心隨機散布;當噴射沉積距離H≥30 mm時,落點位置精度急劇降低。航空高密度堆疊倒裝芯片器件的高度一般不超過10 mm,本試驗條件下,當沉積距離不超過20 mm時,打印位置精度能滿足絕大多數3D封裝的需求。
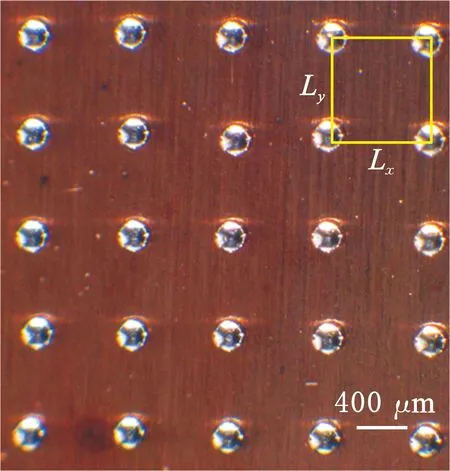
(a)設定的測量間距
3.2 打印參數對單顆焊料凸點高度的影響
3.2.1液滴初始溫度對凸點尺寸的影響
圖6所示為脈沖信號幅值626 mV、脈寬330 μs,沉積距離H=10 mm,沉積基板溫度t2=50 ℃時,改變液滴初始溫度t1,對30個沉積凸點的最大直徑dmax和高度h進行測量所獲得的平均尺寸統計結果。由圖 6a可知,隨初始液滴溫度t1的升高,凸點最大直徑先增大后減小且在350 ℃時達到最大值,而凸點高度的變化不明顯。由圖6b可知,當t1=300 ℃時,凸點高度和最大直徑的標準差σ均達到最小值,說明此溫度下凸點尺寸一致性最好。
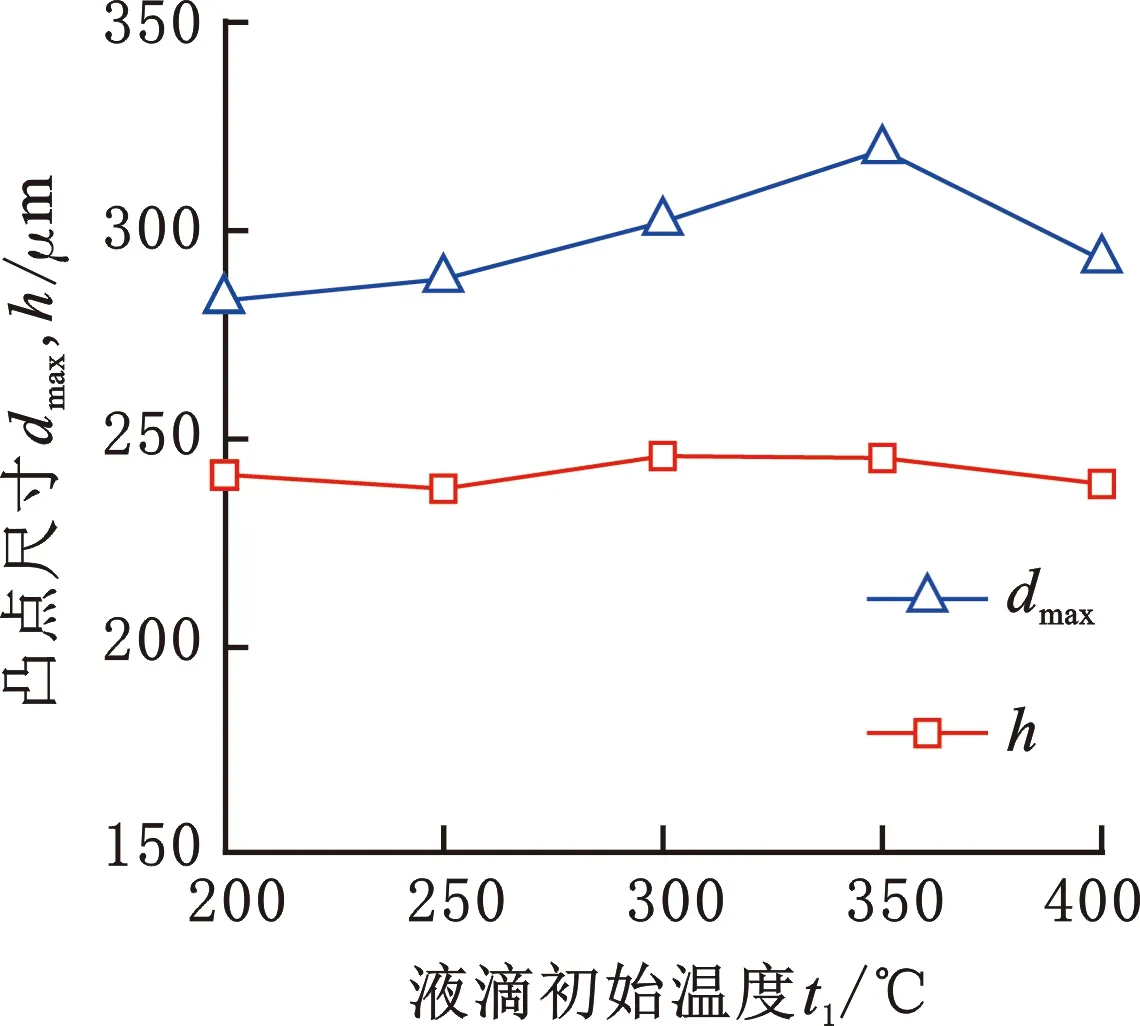
(a)液滴初始溫度與凸點最大直徑和高度的關系
對比圖6中焊料凸點高度和最大直徑的標準差發現,在整個試驗溫度范圍內,凸點高度標準差均小于凸點最大直徑的標準差,說明打印的凸點高度的穩定性要優于凸點最大直徑的穩定性。在實際電子封裝中,凸點用于連接電路板與芯片,為保證可靠連接,對凸點高度一致性的要求高于對凸點最大直徑一致性的要求,而本試驗結果正好符合此要求。
3.2.2基板溫度對凸點尺寸的影響
圖7所示為脈沖信號幅值626 mV、脈寬330 μs,沉積距離H=10 mm,液滴初始溫度t1=300 ℃時,改變基板溫度t2,對30個沉積凸點的最大直徑和高度進行測量所獲得的平均尺寸統計結果。由圖7a可知,隨著基板溫度t2的升高,凸點最大直徑逐漸減小,而凸點高度呈不規則起伏,說明凸點形貌隨著基板溫度t2的升高呈現出細高形狀,當t2升高到130 ℃時凸點形貌變化不大。由圖7b可知,凸點高度和最大直徑的標準差隨基板溫度t2的升高先減小后增大,但兩個最佳溫度不同,基板溫度t2分別為110 ℃和130 ℃時,凸點高度和最大直徑的標準差分別達到最小值,其中高度標準差不超過6 μm;隨后繼續升溫,凸點高度和最大直徑的標準差隨之增大。研究發現,當繼續升溫至170 ℃時會發生彈跳現象,從而無法穩定沉積得到凸點。
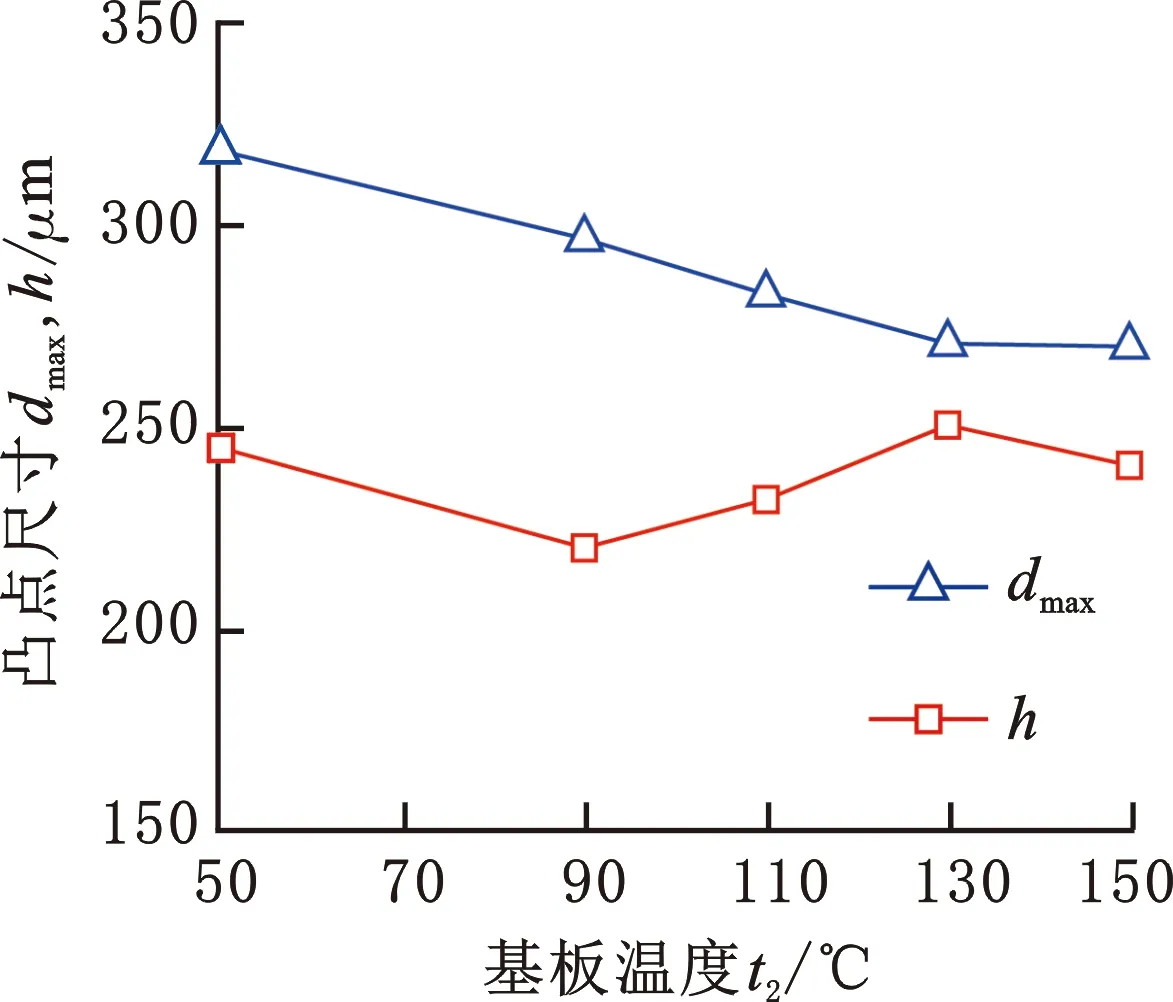
(a)基板溫度與凸點最大直徑和高度的關系
由圖7可知,直接打印凸點陣列時,當基板溫度t2較低時,液滴在鋪展過程中快速凝固,因而焊料凸點的最大直徑大、高度低。隨著基板溫度t2的升高,焊料微滴在基板上充分經歷鋪展、振蕩、凝固等過程,其凝固行為較為穩定,易獲得較高穩定性的形貌。凸點尺寸差異是由于基板表面粗糙度不均勻、基板與加熱爐間的接觸熱阻不均勻等若干隨機影響因素造成每個凸點微滴的凝固速率不相同所致。凸點高度和最大直徑的標準差分別在110 ℃和130 ℃達到最小值,這說明在110~130 ℃之間可能存在某個溫度使得直接打印凸點可獲得較高穩定性的輪廓形貌。依據本試驗設備的打印速度(每秒20顆),芯片處于該溫度范圍內的時間較短,因此不會對芯片性能產生影響。
圖 8所示為脈沖信號幅值626 mV、脈寬330 μs、液滴初始溫度t1=300 ℃,基板溫度t2=130 ℃時,打印得到的單顆焊料凸點陣列結果,可以看出,凸點的最大直徑和高度均勻。
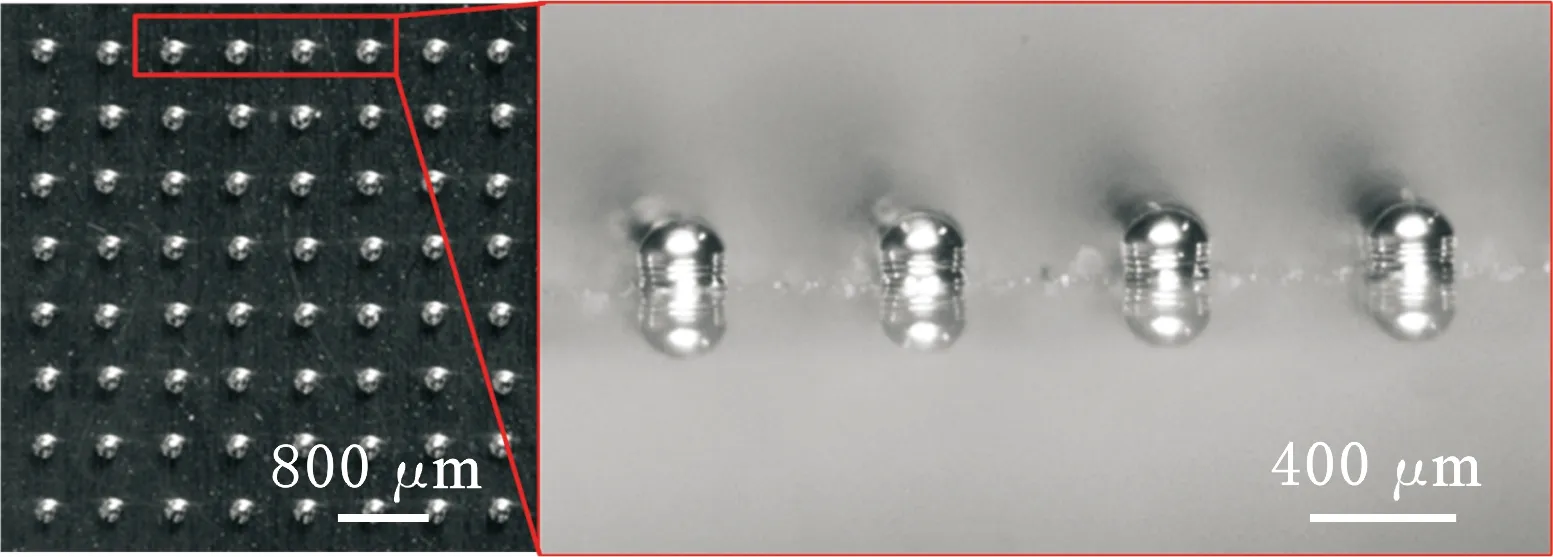
圖8 焊料初始液滴溫度為300 ℃,基板溫度為130 ℃時打印的焊料凸點陣列Fig.8 Array of solder bumps printed at an initial solder droplet temperature of 300 ℃ and a substrate temperature of 130 ℃
3.3 加熱重熔對多顆微滴凸點形貌及高度的影響
3.3.1打印凸點加熱重熔前后尺寸和形貌對比
在噴射參數為幅值626 mV、脈寬330 μs,沉積距離H=10 mm,液滴初始溫度t1=300 ℃,基板溫度t2=110 ℃條件下直接打印獲得凸點后,加熱基板至260 ℃,保溫5 min,通過重熔微滴來調整微滴形貌。圖9所示為加熱重熔凸點前后的尺寸和形貌,可以看出,直接打印得到的單顆微滴凸點改變了形貌,從底部窄、上部寬的“燈泡”狀變成了底部寬、上部窄的“冠帽”形狀;多顆焊料微滴立柱重熔為尺寸較大的凸點,不同堆疊顆粒數的微柱重熔形成了高度不同的凸點。

(a)凸點加熱重熔后的尺寸
由圖9可以看出,直接打印的單顆微滴凸點為“燈泡”狀形貌,其原因是,在碰撞鋪展階段,高溫焊料微滴的底部金屬與基板接觸線會發生局部快速凝固,使得凝固角大于90°。逐漸加熱到熔點后,錫焊料進一步潤濕紫銅基板,使接觸角變小,導致根部變大形成“冠帽”形狀。重熔微滴高度和最大直徑隨著顆粒數目的增加而增大,本文通過單噴嘴直接打印和加熱重熔法制備了高度均值約為246 μm、278 μm、333 μm三種尺寸規格的凸點。
3.3.2加熱重熔前后的凸點高度一致性對比
圖 10所示為重熔前后的凸點高度標準差對比統計,可以看出,打印凸點重熔后高度一致性得到了顯著提高,高度標準差不超過10.42 μm,其中,單顆微滴凸點高度的標準差僅減小了3.5%;當微滴數目為2和3時,打印凸點高度的標準差分別減小了81.4%和86.7%。
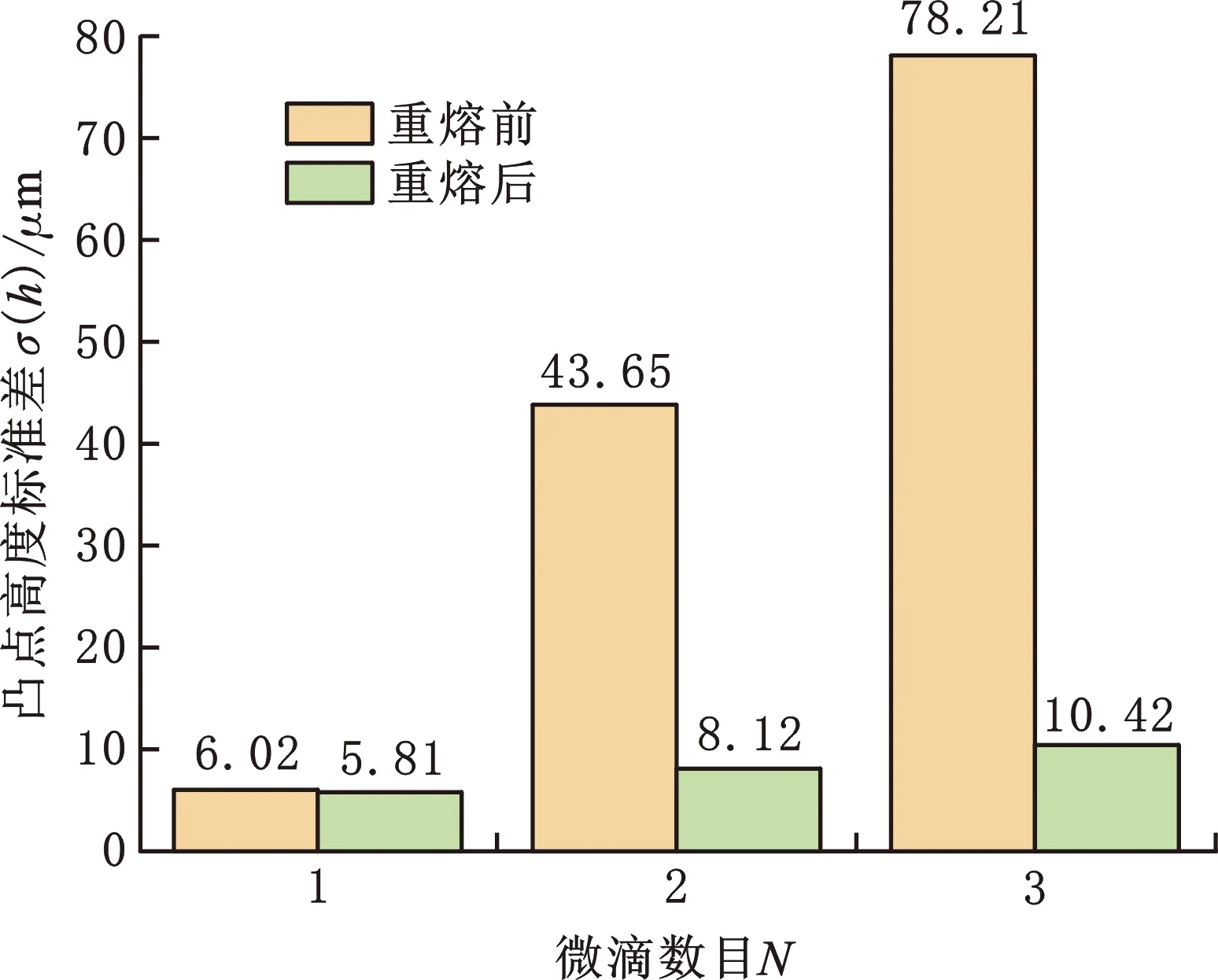
圖10 加熱重熔前后凸點標準差對比Fig.10 Comparison of bump standard deviation of before and after heating and remelting
4 結論
(1)開發的壓電式均勻錫焊微滴3D打印裝置精度高、穩定性好,在噴射參數為幅值626 mV、脈寬330 μs,液滴初始溫度300 ℃,基板溫度110 ℃,沉積距離10 mm的條件下,可打印出高度標準差不超過6 μm、落點位置誤差不超過±5 μm的焊料凸點陣列。
(2)采用單噴嘴的按需式噴射沉積方法實現了三種不同尺寸焊滴陣列的直接打印,重熔后的凸點呈現“冠帽”形狀,高度標準差不超過10.42 μm,符合高價值芯片的小批3D封裝和單件修復需求。
(3)多顆焊滴堆棧和加熱重熔的方法可降低噴射、沉積、冷卻凝固過程各種隨機因素對凸點高度一致性的影響,但重熔后的凸點高度標準差隨微滴數目的增加而增大,因此需限制堆積沉積的微滴數量。