不同尺寸隧道缺陷對FWS接頭力學(xué)性能的影響
2021-10-21 19:52:33劉洋,許鴻吉
電焊機 2021年9期
劉洋,許鴻吉

摘要:對6005A-T6中空鋁型材進行工藝試驗制備隧道缺陷,進行金相、硬度、拉伸試驗,拉伸后掃描斷口,研究不同尺寸缺陷對6005A-T6中空鋁型材力學(xué)性能及微觀組織的影響。試驗結(jié)果表明:接頭抗拉強度與板厚方向隧道尺寸呈負相關(guān),SEM掃描結(jié)果顯示拉伸斷口中心及邊緣存在大量等軸韌窩,均為韌性斷裂;隧道缺陷均位于前進側(cè)焊核靠下部分,焊核區(qū)及隧道附近受到強烈的機械攪拌作用,發(fā)生了動態(tài)再結(jié)晶過程,均為細小的等軸晶。熱影響區(qū)組織與母材相差不大,兩個區(qū)域均在型材軋制方向晶粒被拉長;在前進側(cè)及后退側(cè)均存在軟化區(qū),后退側(cè)由于熱-機作用硬度值最低為63.6 HV,前進側(cè)硬度最小值為84 HV。
關(guān)鍵詞:攪拌摩擦焊;6005A鋁合金;隧道缺陷;組織與力學(xué)性能
中圖分類號:TG407? ? ? 文獻標志碼:B? ? ? ? ?文章編號:1001-2003(2021)09-0036-05
DOI:10.7512/j.issn.1001-2303.2021.09.07
0? ? 前言
隨著我國軌道交通行業(yè)的不斷發(fā)展,鋁合金已經(jīng)大量應(yīng)用于軌道交通裝備制造業(yè)。鋁合金作為一種低熔點的有色金屬,具有較好的力學(xué)性能和穩(wěn)定的耐蝕性[1]。對于鋁合金的焊接,較為常見的焊接方式為傳統(tǒng)的熔化焊(TIG、MIG)。但焊縫質(zhì)量得不到很好的保證,熱裂紋、氣孔、焊接接頭軟化、較大的焊接變形等焊接缺陷導(dǎo)致焊縫的力學(xué)性能下降。攪拌摩擦焊作為一種新型的固態(tài)連接方式,對于焊接同種/異種的低熔點有色金屬優(yōu)勢明顯[2-4],可有效避免熔化焊過程中出現(xiàn)的焊接缺陷。但是攪拌摩擦焊同樣存在其特有的焊接缺陷,如隧道、吊鉤、未焊合、犁溝、飛邊等。因此,研究其焊接缺陷對于實際生產(chǎn)具有重要意義。
文中對4.5 mm 6005A-T6中空鋁型材進行攪拌摩擦焊,制備不同尺寸的隧道缺陷,通過拉伸、金相、硬度以及拉伸斷口掃描綜合評判不同尺寸的隧道對對搭接接頭力學(xué)性能的影響。
1 試驗材料及試驗方法
1.1 試驗材料
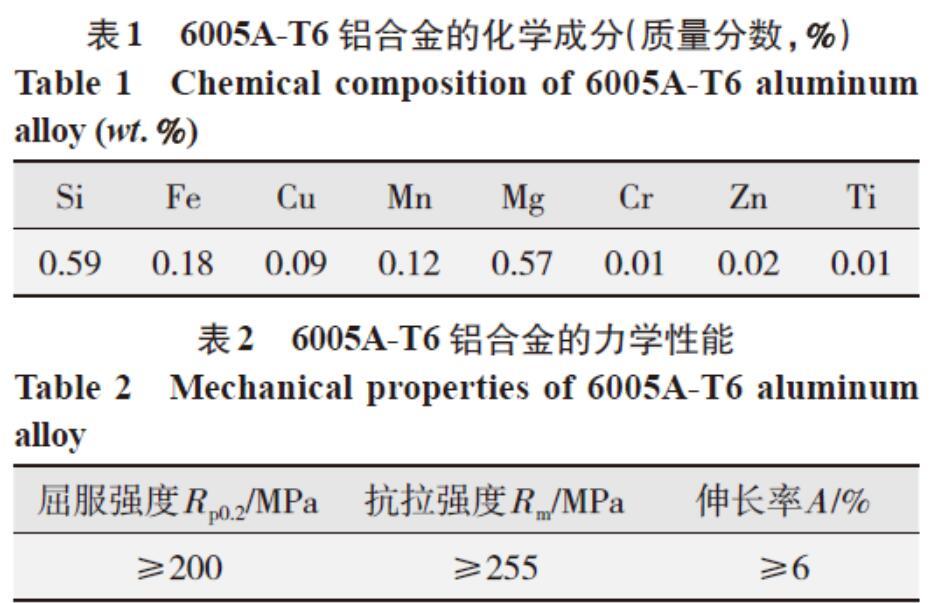
試驗材料為尺寸500 mm×300 mm×4.5 mm的6005A-T6中空鋁合金型材,化學(xué)成分如表1所示,力學(xué)性能如表2所示。
1.2 試驗方法
試驗設(shè)備為航天工程裝備有限公司(149廠)HT-
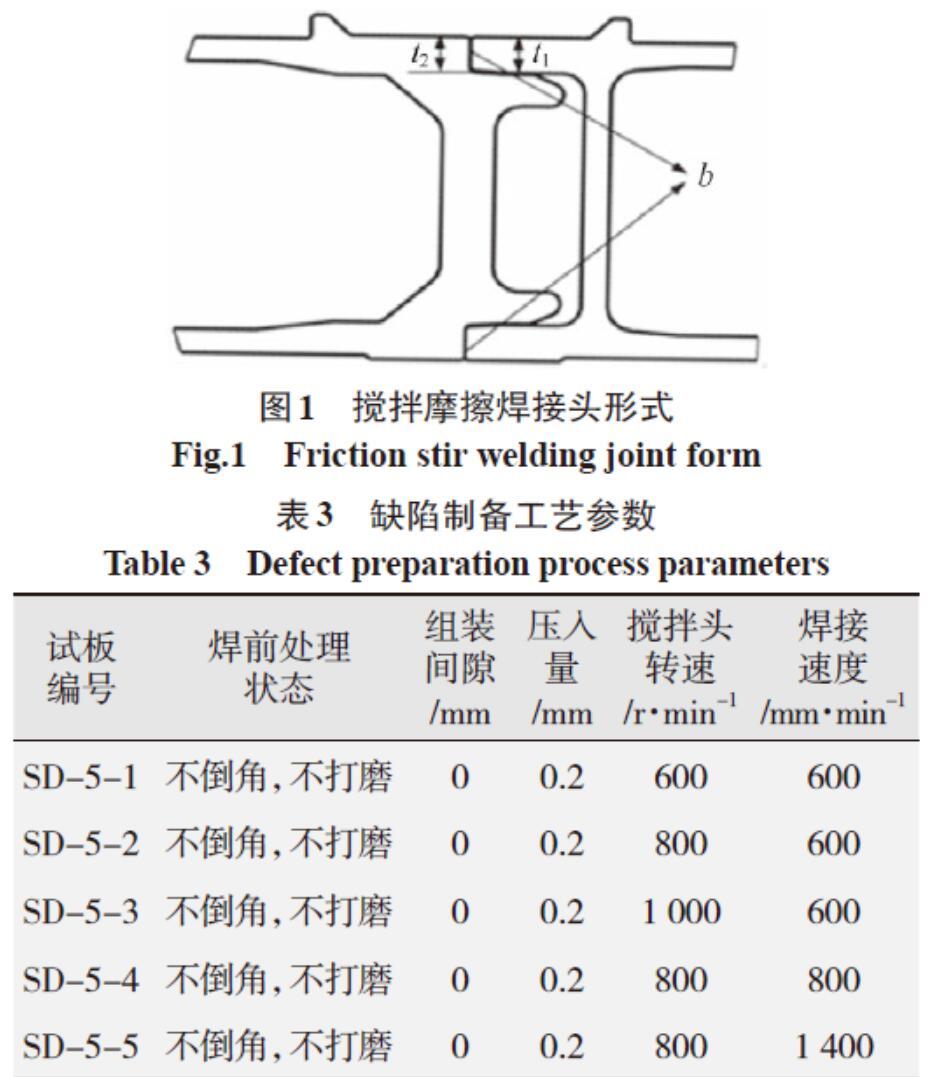
JM20×8/2攪拌摩擦焊機,攪拌頭針長4.5 mm,軸肩直徑15 mm。焊接接頭為典型的對搭接接頭,t1=t2=4.5 mm,焊縫形式為4II,具體接頭形式如圖1所示。焊前用丙酮擦拭焊縫處,以確保去除油污及雜質(zhì)。采用尺寸合理的攪拌針,設(shè)定不同的焊接參數(shù),通過改變焊接熱輸入量制備不同尺寸的隧道缺陷,焊接參數(shù)如表3所示。
攪拌針轉(zhuǎn)速、焊接速度、壓入量等焊接參數(shù)對接頭質(zhì)量有著很大的影響。在焊接過程中,攪拌針高速旋轉(zhuǎn)與被焊材料發(fā)生摩擦,前進側(cè)的金屬被帶到攪拌針前部,通過摩擦產(chǎn)熱在攪拌針前部和后退側(cè)形成熱塑性材料[5]。同時前進側(cè)在焊接過程暫時形成空腔,待攪拌針將形成的熱塑性材料填充到空腔內(nèi),最后通過軸肩的鍛壓作用形成致密的焊縫。但由于焊接參數(shù)設(shè)定不合理,使得摩擦產(chǎn)熱不足,導(dǎo)致沒有足夠的熱塑性材料填滿,在前進側(cè)形成空腔,因此在焊縫內(nèi)部出現(xiàn)了隧道缺陷。當攪拌針轉(zhuǎn)速與焊接速度相匹配(轉(zhuǎn)速1 200 r/min,焊速800 mm/min)時,熱輸入量合理,產(chǎn)生的塑性金屬足以填滿前進側(cè)產(chǎn)生的空腔,焊縫內(nèi)部不會形成隧道以及其它缺陷。
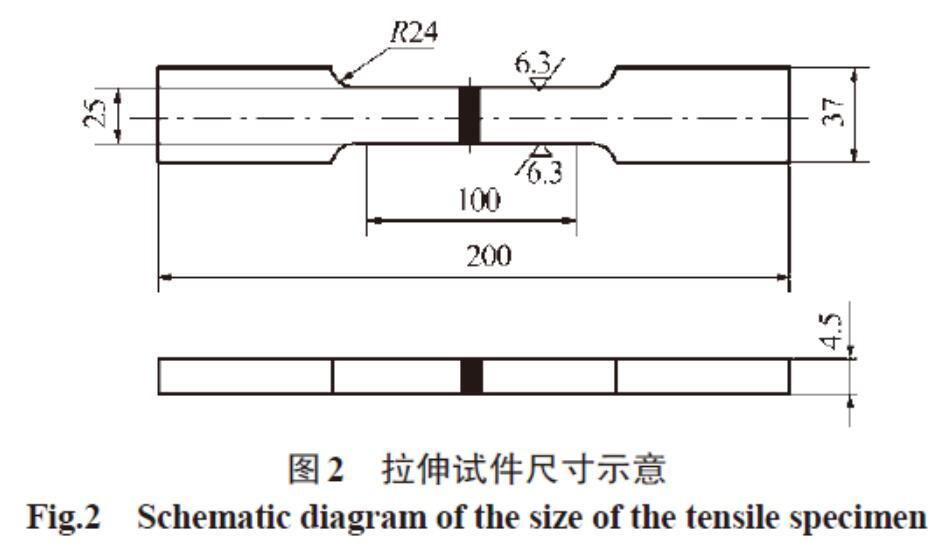
工藝試驗完成后,使用線切割機切割試樣。按照標準ISO4136-2001在WDW-300k N型電子萬能試驗機上進行拉伸試驗,拉伸試樣尺寸如圖2所示。根據(jù)維氏硬度標準GB/T4342-1991,利用 HV-50型維氏硬度儀測量焊接接頭焊核、熱機影響區(qū)、熱影響區(qū)和母材4個區(qū)域的維氏硬度分布,并使用ORIGIN86軟件繪制隧道缺陷接頭硬度曲線,維氏硬度儀的參數(shù)設(shè)置為:載荷4.9 kN,保持時間15 s。采用金相砂紙打磨試樣表面,測量隧道尺寸,再使用凱勒試劑對清洗干燥后的試樣表面進行腐蝕。采用DMi8-Leica萊卡數(shù)碼金相顯微鏡觀察FSW焊接接頭母材(PM)、熱影響區(qū)(HAZ)、熱機影響區(qū)(THAZ)以及焊核攪拌區(qū)(SZ)4個主要區(qū)域的顯微組織。采用JEOL-6360LV型SEM電鏡對試件拉伸斷口進行分析。
2 試驗結(jié)果及分析
2.1 焊接接頭微觀組織形貌
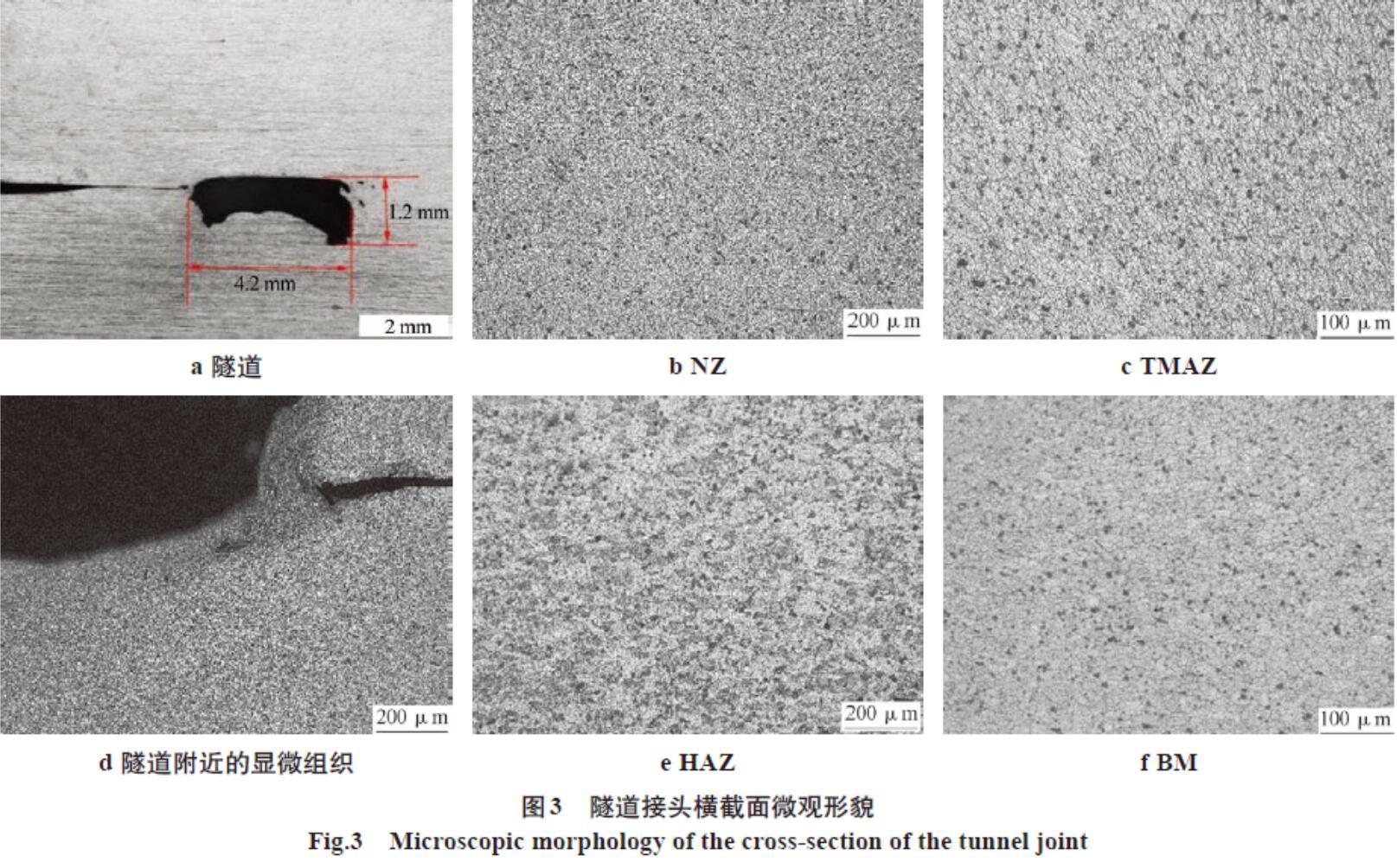
使用凱勒試劑腐蝕處理后,具有隧道缺陷接頭的橫截面微觀形貌如圖3 所示。圖3a中隧道呈長條狀,位于前進側(cè)焊核靠下的位置,板厚方向尺寸較小。圖3b所示為焊核區(qū)域,由于該區(qū)域受到攪拌針機械攪拌與摩擦熱的雙重作用,晶粒被完全打碎,發(fā)生動態(tài)再結(jié)晶,形成了細小的等軸晶,強化相 β(Mg5Si6)均勻地分布在α(Al)基體上[6]。熱機影響區(qū)如圖3c所示,可以看到在機械攪拌作用下,晶粒沿著金屬流動方向被拉長。圖3d為隧道缺陷附近纖維組織,在靠近隧道的區(qū)域,晶粒被完全打碎,發(fā)生了動態(tài)再結(jié)晶[7];但是由于沒有足夠的塑性金屬,帶到此區(qū)域的摩擦熱量不足使得晶粒無法充分長大,形成細小的等軸晶。圖3e、3f為母材和熱影響區(qū),母材晶粒沿軋制方向被拉長,由于熱影響區(qū)受到熱量的影響較小,因此晶粒大小相較于母材變化不大。
2.2 接頭的抗拉強度及斷口掃描
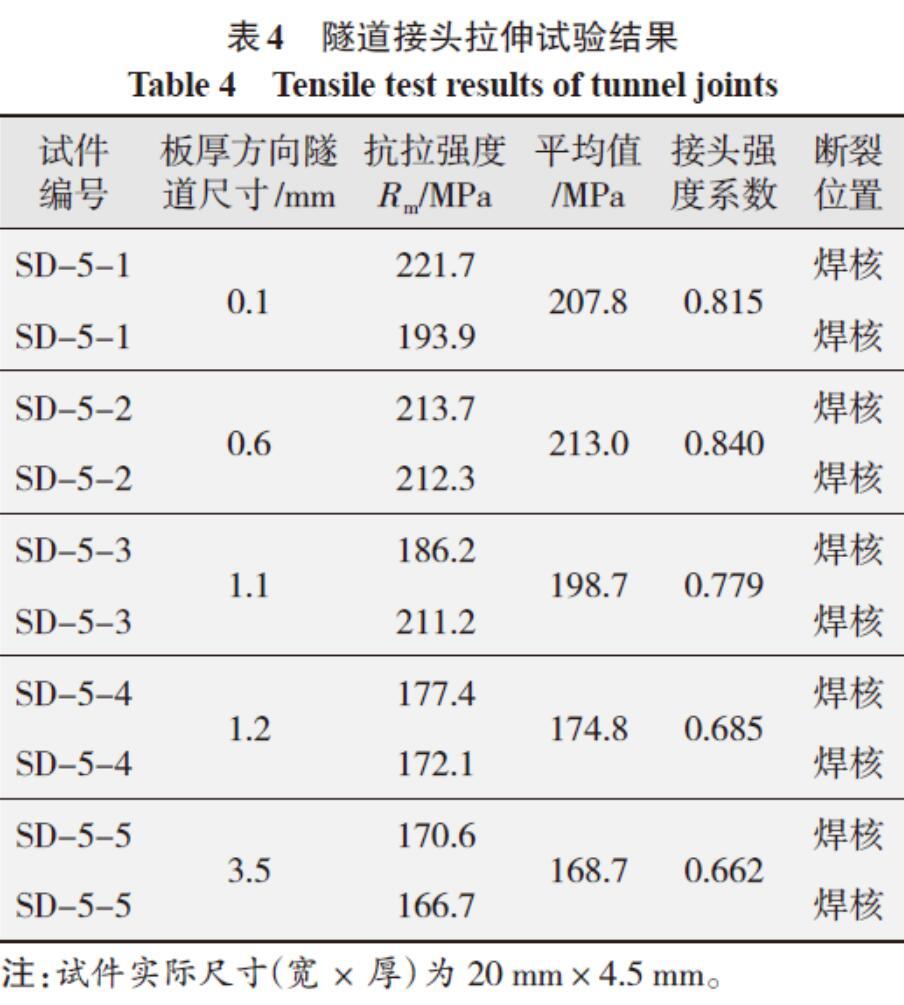
按照標準ISO4136-2001對不同尺寸的隧道接頭進行拉伸試驗,拉伸試驗結(jié)果見表4。根據(jù)標準要求:Rm(W)≥Rm(pm)×T,式中Rm(W)為接頭實際抗拉強度,Rm(pm)為標準中所要求的母材抗拉強度的最低規(guī)定值,T為接頭強度系數(shù)。
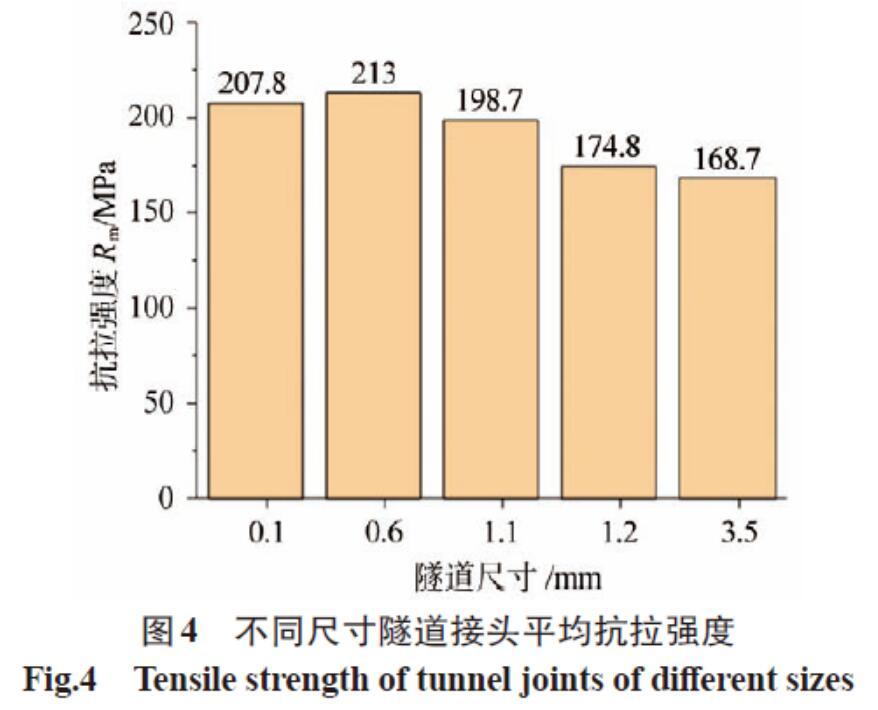
對于6005A鋁合金來說,Rm(W)為255 MPa,接頭強度系數(shù)T為0.7。不同隧道尺寸與抗拉強度關(guān)系對比如圖4所示,隨著板厚方向隧道尺寸的增大,接頭抗拉強度呈下降趨勢。隧道尺寸為0.6 mm時,接頭的抗拉強度達到最大值213.7 MPa,接頭安全系數(shù)0.84,高于規(guī)定的安全系數(shù)(T=0.7),接頭拉伸性能良好。隨著隧道尺寸增至1.2 mm時,接頭的抗拉強度驟降至174.8 MPa,同時接頭安全系數(shù)低于0.7,接頭拉伸性能變差。由于焊縫內(nèi)部存在隧道缺陷,接頭有效連接區(qū)域變小,在拉伸試驗中隧道位置產(chǎn)生應(yīng)力集中,因此所有拉伸試件的斷裂位置均位于靠前進側(cè)焊核區(qū)。
拉伸試驗完成后,對試件斷口中心及邊緣進行SEM掃描,掃描結(jié)果如圖5所示。
通過低倍掃描照片可以看出,斷口上方存在未被塑性金屬填滿的連續(xù)空腔,形成隧道缺陷。焊縫中有效連接部分與焊縫表面成45°,由于頸縮現(xiàn)象,端口下方有效連接部分一側(cè)金屬向內(nèi)收縮。在高倍掃描照片中,斷口有效連接部分中心和邊緣都存在密集的等軸韌窩。因此,具有不同尺寸隧道缺陷的焊接接頭均為韌性斷裂。
2.3 接頭硬度分布
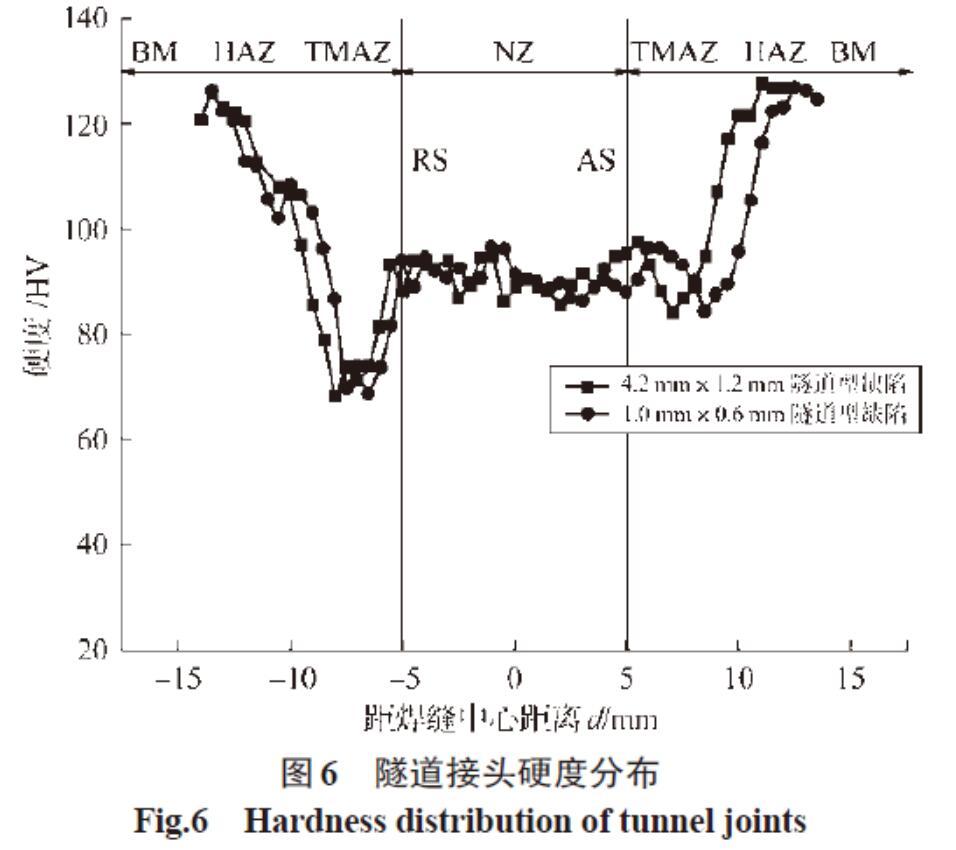
0.6 mm與1.2 mm隧道接頭硬度分布如圖6所示,兩個不同尺寸的隧道接頭的硬度均呈中間高、兩邊低的“ W ”分布。作為人工時效強化鋁合金,6005A-T6 鋁合金接頭熱機影響區(qū)的強化相會在摩擦熱循環(huán)作用下脫溶析出、聚集長大,產(chǎn)生“ 過時效 ”現(xiàn)象[8],在該區(qū)域內(nèi)焊接接頭的硬度相對較低。
1.2 mm隧道型缺陷接頭焊核區(qū)的硬度為82~
95 HV,前進側(cè)熱機影響區(qū)至母材硬度為84~94 HV,在5~12 mm處產(chǎn)生軟化現(xiàn)象,最低硬度84 HV,后退側(cè)熱機影響區(qū)至母材硬度為63.6~96 HV,在-12~
-5 mm處產(chǎn)生軟化現(xiàn)象,最低硬度為63.6 HV。由于后退側(cè)熱機影響區(qū)的塑性材料受到機械攪拌作用摩擦熱的雙重作用,此區(qū)域的晶粒被打碎后發(fā)生動態(tài)再結(jié)晶,晶粒尺寸在摩擦熱的作用下充分長大;前進側(cè)由于沒有足夠的塑性金屬,摩擦所產(chǎn)生熱量不在此區(qū)域積聚,所以晶粒被打碎后快速冷卻,形成細小的等軸晶,硬度得到了極大的提高。因此,后退側(cè)熱機影響區(qū)的硬度低于前進側(cè)熱機影響區(qū)。
3 結(jié)論
(1)不同尺寸隧道缺陷接頭的抗拉強度與隧道板厚方向尺寸呈負相關(guān),當板厚方向尺寸大于1.2 mm時,接頭強度系數(shù)為0.685,接頭拉伸性能較差;SEM掃描結(jié)果顯示,斷口中心及邊緣存在大量的等軸韌窩,接頭斷裂形式為典型的韌性斷裂。
(2)不同尺寸隧道的微觀組織形貌無明顯變化。隧道缺陷均位于前進側(cè)焊核靠下部位,焊核及隧道附近均為細小的等軸晶;由于熱影響區(qū)受到的熱輸入較少,其微觀組織形貌與母材相差不大。
(3)接頭硬度分布呈“ W ”形狀分布,熱機影響區(qū)(TMAZ)硬度最低,前進側(cè)后退側(cè)硬度最小值分別為84 HV、63.6 HV。后退側(cè)熱機影響區(qū)受到較大的熱輸入量,因此硬度最低值出現(xiàn)在此區(qū)域。
參考文獻:
[1]岳秀峰,鈕旭晶,許鴻吉,等. 6082-T6鋁合金焊接接頭熱調(diào)修工藝[J].電焊機,2016,46(4):71-74.
[2]李亨,司媛,羅志勇,等.壓下量及時效對攪拌摩擦加工6061鋁合金組織和力學(xué)性能的影響[J].材料熱處理學(xué)報,2018,39(4):63-69.
[3]湯化偉,高佳,黃征,等. 7055鋁合金雙面FSW接頭組織和力學(xué)性能[J].電焊機,2018,48(10):13-16,60.
[4]殷琨,黃崇湘,王艷飛,等.工業(yè)純鋁攪拌摩擦焊質(zhì)量與力學(xué)性能[J].中南大學(xué)學(xué)報(自然科學(xué)版),2018,49(11):2677-2683.
[5]元琳琳,王煒,陳曉宇. 2195鋁鋰合金焊接技術(shù)研究進展[J].焊接,2020(9):38-42,46,63.
[6]孫宇博,靳朋禮,馬錦暉,等.熱處理對哈氏合金X焊接接頭組織與性能的影響[J].稀有金屬材料與工程,2019,48(9):3029-3034.
[7]劉春寧,鈕旭晶,侯振國.平針攪拌頭調(diào)修對鋁合金焊接接頭組織與性能的影響[J].電焊機,2018,48(3):61-64.
[8]章鴻.焊接熱輸入量對AZ31B鎂合金焊接接頭組織和性能的影響[J].輕合金加工技術(shù),2020,48(11):61-64.
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
