超窄間隙焊接中送進式焊劑帶約束電弧的加熱特性
2021-10-21 19:52:33陳歡,朱亮,姚仁,張愛華,湯國璽
電焊機 2021年9期
陳歡,朱亮,姚仁,張愛華,湯國璽

摘要:開發(fā)了一種連續(xù)送進式焊劑帶約束電弧超窄間隙焊接方法,通過改變焊劑片厚度和送帶速度進行工藝試驗,分析各參數(shù)下的電弧的加熱特性。結(jié)果表明,增加焊劑片厚度和送帶速度能夠增強對電弧的約束效果,使焊縫根部熔化寬度增加,側(cè)壁熔化高度減小;增大焊劑片熔化系數(shù),熔化后焊劑片的固壁約束高度也會變大,電弧在側(cè)壁燃燒的高度變小,提高電弧能量密度,更有利于電弧對側(cè)壁根部的加熱。當(dāng)焊劑片熔化系數(shù)小于0.31時,熔化后焊劑片的固壁約束高度較小,電弧對側(cè)壁的加熱效果增強。
關(guān)鍵詞:超窄間隙焊接;送進式焊劑帶;加熱特性;固壁約束高度
中圖分類號:TG444? ? ? 文獻標(biāo)志碼:A? ? ? ? ?文章編號:1001-2003(2021)09-0041-05
DOI:10.7512/j.issn.1001-2303.2021.09.08
0? ? 前言
與窄間隙焊接技術(shù)相比,超窄間隙焊接技術(shù)有著更好的發(fā)展前景,它具有熱輸入低、焊接效率高、焊接接頭性能好等特點[1-2]。然而,在間隙小于6 mm的Ⅰ型坡口中,由于焊絲端頭到側(cè)壁的距離小于靜態(tài)平衡點電弧的長度,電弧會沿著側(cè)壁快速攀升,無法滿足對坡口側(cè)壁和根部的同時加熱。焊劑帶約束電弧的焊接方法是利用焊劑帶將電弧壓縮在坡口底部,使電弧集中加熱側(cè)壁根部,有利于側(cè)壁和根部的熔合。放置式焊劑帶[3]約束電弧超窄間隙焊接是將制備好的焊劑帶放入到間隙為5 mm的Ⅰ型坡口中進行焊接的一種方法,前期已經(jīng)對焊劑帶的預(yù)置高度[4]、焊劑片的厚度[5]、焊絲與焊劑帶的相對位置[6]等影響焊縫成形的因素進行了研究,并成功對接了U71Mn鋼軌、槽型鋼軌與轍叉、X70管線鋼等鋼材,且焊縫成形好,無明顯缺陷。
盡管放置式焊劑帶約束電弧超窄間隙焊接方法取得了一定的成果,但在實際應(yīng)用時需要將焊劑帶準(zhǔn)確可靠地放入坡口中,應(yīng)用可靠性降低,而且焊劑帶的熔化量只能通過焊劑片的厚度進行控制,可焊接的焊接工藝參數(shù)調(diào)整范圍小。因此,文中提出了一種自動送進式焊劑帶約束電弧超窄間隙焊接方法。在該方法中,將U型結(jié)構(gòu)焊劑帶配合超窄間隙專用焊槍實現(xiàn)了焊劑帶的自動送進,焊劑帶的熔化量可以通過送帶速度進行調(diào)節(jié)。當(dāng)焊劑帶對電弧的約束效果不同時,電弧對側(cè)壁和根部的加熱效果也不同,因而焊縫形態(tài)也會有一定的區(qū)別。通過測量不同參數(shù)下的焊縫截面的相關(guān)尺寸,并記錄其變化規(guī)律,可以對超窄間隙焊接中焊劑帶約束電弧的加熱特性進行分析。
本文利用焊劑片厚度、送帶速度對電弧約束效果的影響,測量了不同焊劑片熔化系數(shù)下的焊縫熔合參數(shù),進一步對超窄間隙焊接中送進式焊劑帶約束電弧的加熱特性進行了分析。
1 試驗方法
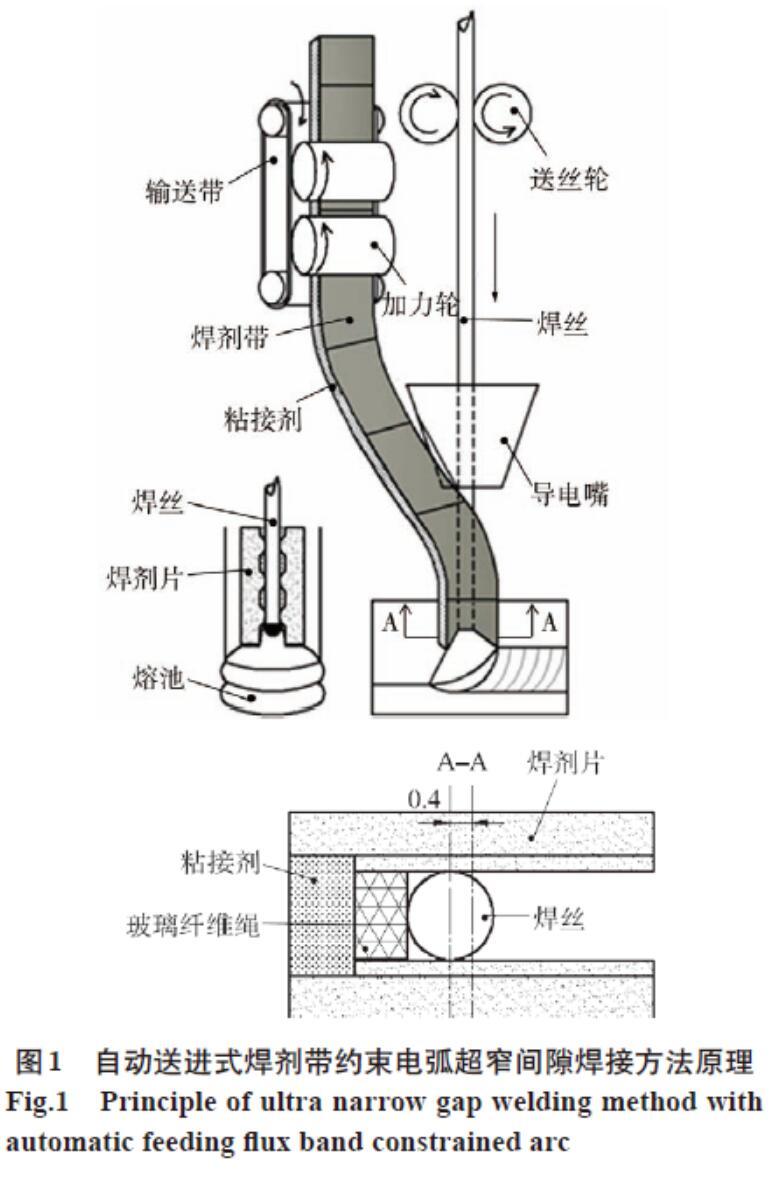
自動送進式焊劑帶約束電弧超窄間隙焊接基本原理如圖1所示。設(shè)計了專用板式焊槍[7],總長230 mm,厚度3 mm,在其上邊增加了送帶機構(gòu),使U型焊劑帶能夠沿著導(dǎo)軌向坡口底部穩(wěn)定輸送。U型焊劑帶由焊劑片、玻璃纖維繩、粘接劑組成,通過玻璃纖維繩控制焊絲中心線與焊劑帶中心線的距離為0.4 mm,焊劑帶結(jié)構(gòu)如圖2所示。
焊劑片成分為大理石、螢石、鈦鐵、錳鐵、硅鐵和石英砂,在焊劑片的表面有間隔均勻的小棱,用來控制焊絲到焊劑片的距離為0.3 mm。焊接過程中,焊劑帶不斷向坡口底部送進,在電弧熱的作用下焊劑片先在其根部熔化,熔化的部分起到造氣、造渣作用,將熔池與外界空氣隔離開;未熔化的部分起到固壁約束作用,將電弧壓縮在坡口底部,使電弧集中對坡口側(cè)壁和根部加熱。
焊接電源為平特性,焊絲為φ1.6 mm H08Mn2Si,焊件材質(zhì)為Q235A碳素結(jié)構(gòu)鋼,試樣采用Ⅰ型坡口,坡口寬度為5 mm。
2 試驗結(jié)果及討論
前期已經(jīng)對焊劑片約束電弧超窄間隙焊接方法進行了大量試驗,間隙為5 mm的Ⅰ型坡口常用的焊接電壓為20~22 V,送絲速度為64.5~71.5 mm/s,焊接速度為8 mm/s[8]。本文選用的焊接電壓為21V,送絲速度為66 mm/s,焊接速度為8 mm/s,使用不同焊劑片厚度0.6 mm、0.7 mm、0.8 mm、0.9 mm、0.96 mm和不同送帶速度2.4 mm/s、3 mm/s、3.6 mm/s、4.2 mm/s、4.5 mm/s進行工藝試驗,研究焊劑片厚度和送帶速度的匹配關(guān)系對焊縫成形的影響。初步分析發(fā)現(xiàn),當(dāng)焊劑片厚度和送帶速度較小時,形成帶有大型孔洞的焊縫,側(cè)壁熔化高度增大,側(cè)壁與根部熔合不良,焊縫截面形貌如圖3a所示。當(dāng)焊劑片厚度和送帶速度匹配合適時,側(cè)壁熔化高度減小,焊縫成形好,焊縫截面形貌如圖3b所示。
通過焊縫截面形貌,研究焊劑帶約束電弧的加熱特性。為了方便,引進幾個參數(shù):hm為側(cè)壁熔化高度,hb為母材熔化深度,hc為根部熔化寬度,其中根部熔化寬度hc是非常重要的參數(shù),當(dāng)hc≤0等于零時,會造成側(cè)壁與根部熔合不良[9]。
送帶速度一定時,改變焊劑片厚度對焊縫形貌有著直接的影響,厚度分別為0.8 mm、0.9 mm的焊劑片在送帶速度為3.6 mm/s時的焊縫截面形貌如圖4所示。可以看出,兩種厚度的焊劑片均得到了較好的焊縫成形,側(cè)壁與根部熔合良好。為了進一步分析焊劑片厚度對電弧加熱特性的影響,對焊縫截面形貌的熔合參數(shù)進行了測量,測量結(jié)果如圖5所示。由圖5可知,隨著焊劑片厚度的增加,母材熔化深度hb和根部熔化寬度hc不斷增加,增加幅度較為平緩,側(cè)壁熔化高度hm明顯減小。當(dāng)焊劑片厚度過大時,焊劑片燒損量增加,大量焊渣在電弧前端移動,容易形成夾渣,影響焊縫質(zhì)量。
焊劑片厚度一定時,送帶速度的改變對焊縫形貌也有直接的影響,圖6是厚度為0.8 mm的焊劑片在不同送帶速度下的焊縫熔合參數(shù)。由圖6可知,隨著送帶速度的不斷增加,母材熔化深度hb和根部熔化寬度hc不斷增加,根部熔化寬度hc增加幅度較為平緩,側(cè)壁熔化高度hm明顯減小。送帶速度過大會導(dǎo)致未熔化的焊劑片插進熔池,與坡口底部刮擦,造成斷弧。
綜上可知,焊劑片厚度和送帶速度對焊縫成形的影響有著相同的效果,而焊劑片的送進量由焊劑片的厚度和送帶速度共同決定。為分析方便,將焊劑片的送進量和焊絲的熔化量的體積比定義為焊劑片熔化系數(shù),用p表示,不同焊劑片熔化系數(shù)p下的焊縫熔合參數(shù)如圖7所示。由圖7可知,當(dāng)焊劑片熔化系數(shù)p<0.31時,母材熔化深度hb和根部熔化寬度hc較小,側(cè)壁熔化高度hm較大;當(dāng)0.31≤p≤0.395時,母材熔化深度hb和根部熔化寬度hc略有增加,側(cè)壁熔化高度hm明顯降低;當(dāng)p>0.395時,熔合參數(shù)與0.31≤p≤0.395時相比基本沒有變化,但在焊接過程中容易形成夾渣和斷弧。
基于送進式焊劑帶約束電弧超窄間隙焊接波形分析焊劑片送進量對電弧約束效果的影響,進而分析不同焊劑片送進量下的電弧的加熱特性。圖8是在不同焊劑片熔化系數(shù)p下得到的焊接電流、電壓波形,可以發(fā)現(xiàn)兩個波形有明顯的區(qū)別,隨著焊劑片熔化系數(shù)p不斷減小,短路過渡頻率明顯增高,對應(yīng)的焊接電流均值也明顯增加。當(dāng)0.31≤p≤0.395時,焊接電流、電壓波形如圖8a所示,熔滴過渡形式為正常的短路過渡,短路過渡頻率較低,說明此時焊劑片對電弧的約束效果好,將電弧壓縮在坡口底部,使得電弧弧長較長,熔滴從形成到與熔池接觸發(fā)生頸縮熔斷的時間長。當(dāng)焊劑片熔化系數(shù)p<0.31時,焊接電流、電壓波形如圖8b所示,熔滴過渡形式仍為短路過渡,短路過渡頻率較高,不規(guī)則的瞬時短路過渡明顯增多, 說明此時焊劑片對電弧約束效果變差,電弧主要作用在側(cè)壁上,導(dǎo)致電弧弧長變短,熔滴從形成到與熔池接觸發(fā)生頸縮熔斷的時間明顯縮短,同時電弧自調(diào)節(jié)作用受到了影響。
根據(jù)以上結(jié)果,對送進式焊劑帶約束電弧超窄間隙焊接約束電弧機理進行如下分析。當(dāng)0.31≤p
≤0.395時,對應(yīng)的約束電弧機理如圖9a所示,焊劑片在送進過程中不斷被電弧加熱并在坡口底部熔化,熔化的部分對電弧有冷卻收縮作用,未熔化的部分起到固壁約束作用,由于焊劑片送進量大,熔化后的焊劑片固壁約束高度h較大,對電弧有較好的約束效果,電弧能夠集中對側(cè)壁根部加熱,使母材熔化深度hb和根部熔化寬度hc增加,有利于側(cè)壁根部的熔合。當(dāng)p<0.31時,約束電弧機理如圖9b所示,此時焊劑片送進量減少,熔化后的焊劑片的固壁約束高度h減小,對電弧約束效果減弱,電弧對側(cè)壁的加熱效果增強,側(cè)壁熔化高度hm明顯增大。
3 結(jié)論
(1)提出了一種自動送進式焊劑帶約束電弧超窄間隙焊接方法,設(shè)計了U型焊劑帶結(jié)構(gòu),通過改變焊劑片厚度和送帶速度能夠?qū)﹄娀∵M行有效的約束。
(2)增大焊劑片熔化系數(shù),能夠增強焊劑片對電弧的約束效果,使電弧集中對側(cè)壁根部加熱,有利于側(cè)壁根部的熔合;當(dāng)焊劑片熔化系數(shù)小于0.31時,焊劑片對電弧的約束效果減弱,電弧對側(cè)壁的加熱效果增強。
(3)熔化后的焊劑片必須有固壁約束高度才能夠起到約束電弧的作用,增大焊劑片送進量,可以獲得較大的固壁約束高度,對電弧有較好的約束效果,在波形上表現(xiàn)為正常的短路過渡,過渡頻率較低。焊劑片送進量不足時,固壁約束高度變小,對電弧約束效果變差,在波形上表現(xiàn)為不規(guī)則的短路過渡,過渡頻率較高。
參考文獻:
[1]鄭韶先,朱亮,張旭磊,等. 焊劑帶約束電弧特性的試驗分析[J]. 焊接學(xué)報,2007(8):57-61,116.
[2]Zhu Liang,Zheng Shaoxian,Chen Jianhong. Development of ultra-narrow gap welding with constrained arc by flux band[J]. China Welding,2006(2):44-49.
[3]史順望. 焊劑片約束電弧焊接方法研究[D]. 甘肅:蘭州理工大學(xué),2016.
[4]朱亮,金將,苗紅麗,等. 焊劑帶約束超窄間隙焊接母材熔化及熔池形成[J]. 焊接學(xué)報,2010,31(9):9-12,113.
[5]馮志鵬. 超窄間隙焊接焊劑帶開發(fā)及工藝試驗[D]. 甘肅:蘭州理工大學(xué),2011.
[6]楊韜君,龔練,朱亮.送置焊劑片鏈超窄間隙電弧焊接方法[J]. 電焊機,2016,46(8):33-36.
[7]朱亮,龔練,張愛華,等. 送置焊劑片鏈超窄間隙電弧焊接裝置[P].中國:201510941584.7.
[8]龔練.鋼軌超窄間隙焊接熔池形成及接頭性能研究[D]. 甘肅:蘭州理工大學(xué),2017.
[9]鄭韶先,朱亮,張旭磊,等.焊劑帶約束電弧在超窄間隙焊接中的加熱特性[J]. 焊接學(xué)報,2008(5):57-60,64,115-116.
