基于PTA的司太立粉末3D打印件的組織及性能研究
2021-10-21 19:52:33陳興東,楊興榮,郭洋,王大勇,裴偉平,楊德存
電焊機 2021年9期
陳興東,楊興榮,郭洋,王大勇,裴偉平,楊德存


摘要:采用等離子粉末3D打印技術,通過機器人3D打印進行了司太立桶型零部件的打印實驗,試驗后對打印件進行射線硬度及解剖分析,結果表明,該方法可獲得結構致密無缺陷、硬度均勻的結構件。使用金相顯微鏡、掃描電鏡、高溫硬度儀對其試樣進行檢測分析,結果顯示試樣組織以枝狀晶為主,層與層之間有明顯的熔合區;成分均勻無明顯偏析;高溫硬度分布符合司太立合金高溫硬度變化趨勢,且在700 ℃仍能保持較高硬度。通過水蝕實驗得出,打印件具有優于常規淬火工藝的良好耐水蝕性能。綜合實驗結果表明,司太立粉末的等離子打印技術能形成性能可靠的構件,具有能用于生產的巨大潛力。
關鍵詞:PTA;3D打印;司太立粉末
中圖分類號:TG457? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)09-0061-07
DOI:10.7512/j.issn.1001-2303.2021.09.12
0? ? 前言
司太立合金是在20世紀由Elwood Haynes發明的一種能耐各種類型磨損和腐蝕以及高溫氧化的鈷基合金。該合金具有優良的高溫抗氧化性能和熱強度,同時在應力條件下具有良好的耐汽蝕性能等,被廣泛用于內燃機、航空、閥門、汽輪機制造等行業[1]。目前,隨著不同工程背景、需求的材料冶煉技術的發展,精密澆注的高品質司太立合金件正在被廣泛用于高溫滑動摩擦環境或高溫密封環境中。
目前主流司太立合金部件的制造方式是采用離心澆筑工藝,使用母合金精煉并澆筑獲得。由于該工藝成熟,效率高、重復精度好,因此該工藝在行業內得到了廣泛應用。但該工藝方式也有顯著的局限,如針對尺寸較長的管狀類部件或結構較復雜的個性化部件,其生產效率和合格率往往很低。疏松、縮孔及偏析等鑄造缺陷是導致不合格的主要因素。
近年來,隨著激光3D打印技術的發展,一些尺寸較大或形狀復雜的司太立部件寄希望于激光3D技術進行制備,但由于司太立合金膨脹系數隨溫度變化較大,而激光冷卻速度極快,由于收縮應力引起的微觀裂紋往往難以避免[2]。而對于尺寸較大的厚壁類零部件,如選區熔化(SLM)、粉末床熔融(PBF)等激光AM技術由于效率低很難實際應用于批量化生產。楊永強[3]等人認為目前激光增材最大的問題在于:大型件的增材制造效率低下,質量不穩定。
粉末等離子堆焊技術是近年來發展最為迅速的高能束堆焊工藝,由于等離子具有與激光相媲美的能量密度,而且設備費用低(只有激光設備的幾分之一)、操作簡單、堆焊效率高(常規等離子粉末堆焊沉積效率最高可達5~10 kg/h,遠高于激光AM技術)。如能使用該工藝進行大厚壁類部件的沉積打印(如大型的長管狀零部件、異型部件),那么針對大型結構件的增材制造,將能極大的補充激光增材制造這一劣勢,可能會在高溫合金如司太立合金3D打印領域成為新的突破。目前對于等離子或激光3D打印司太立合金部件的相關研究,文獻資料較少。其主要難點在溫度場、保護氣與工藝參數的匹配方面。本文通過探索使用等離子粉末沉積技術,開展了基于機器人3D層面的司太立合金打印工藝及打印件的組織性能的探討,將對司太立打印件技術的拓展具有積極的指導及探索意義。
1 試驗過程
1.1 試驗材料
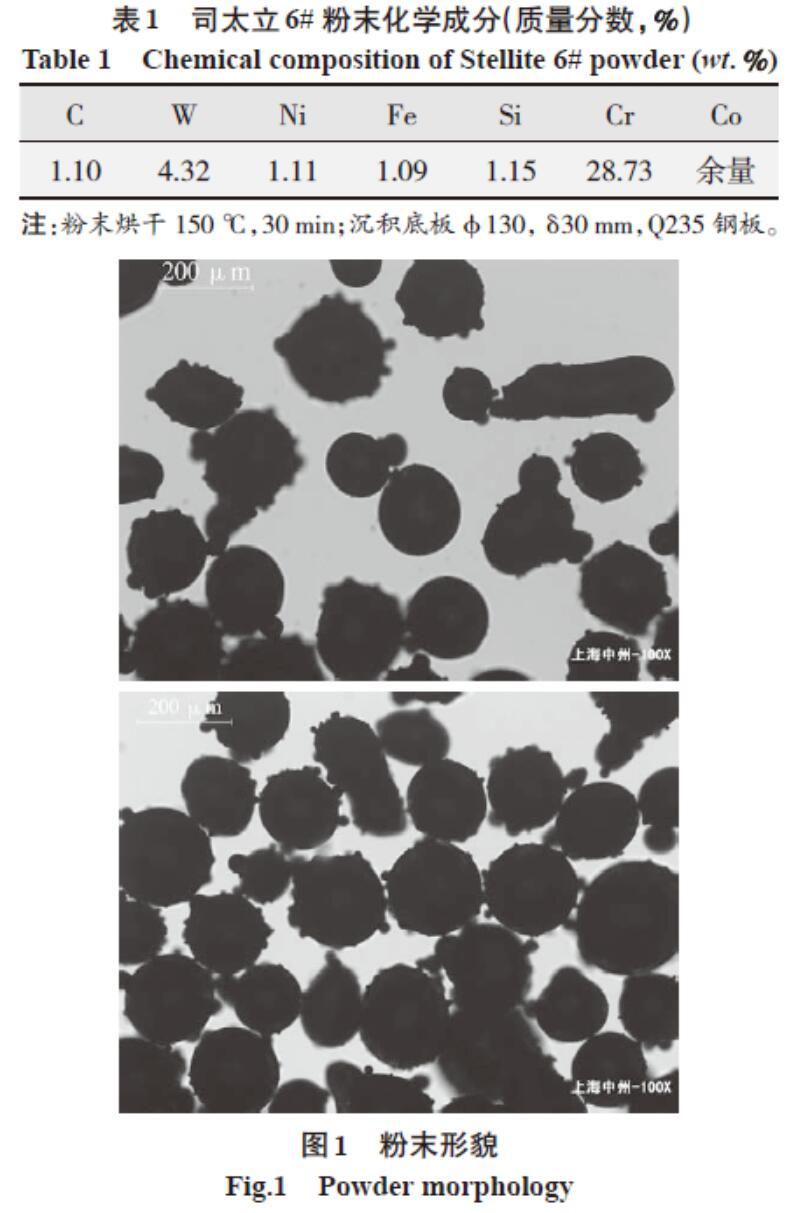
試驗采用某國產等離子噴焊用司太立6#粉末,粒度為50~130 μm,其化學成分及形貌如表1、圖1所示。
1.2 試驗過程
使用具有自主知識產權的400A型IGBT等離子沉積電源,配合ABB2600機械手,采用自主研發的350型等離子發生器,進行管狀零部件的3D沉積打印。預計壁厚10 mm,加工余量單邊3 mm。
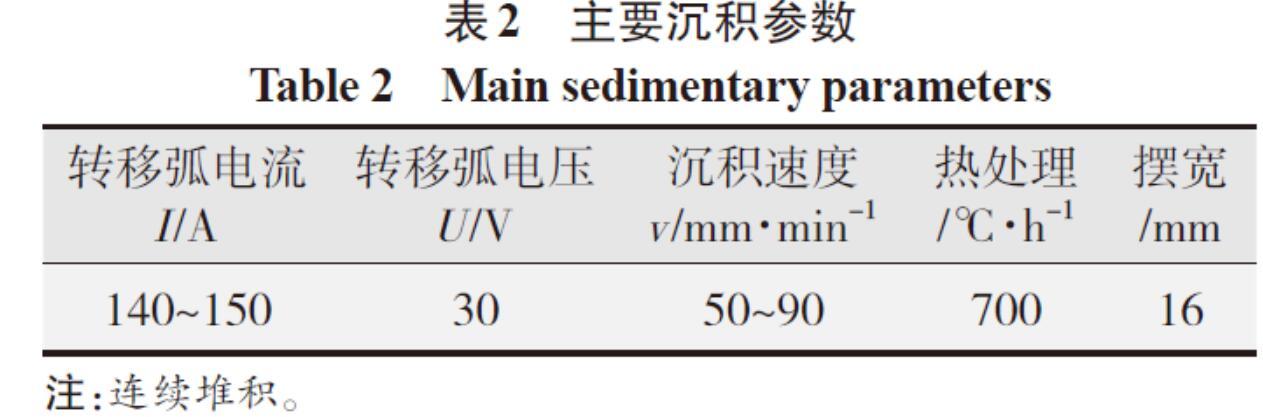
3D打印過程主要參數經正交實驗總結,如表2所示。
本次編程設計堆焊件為直徑φ110×16 mm的管狀零部件,高度60 mm。打印過程為螺旋堆積,中間不停弧,直至堆焊至要求高度后停止。焊后進行相應的熱處理并自然冷卻。
使用超聲波硬度計測試試驗件焊態硬度并100%PT檢查。之后進行車削加工,取鐵屑進行化學成分分析,并再次使用超聲波硬度計進行表面硬度檢測、解剖后截面硬度檢測、100%RT探傷(PT及RT檢測標準均為NB/T47013-2015 Ⅰ級合格)、微觀金相、掃描電鏡、水沖蝕實驗、高溫硬度等測試。
焊態表面硬度檢測設備為超聲波便攜式硬度計TIME5610C,化學成分分析設備為LECO CS744紅外碳硫儀,截面硬度檢測設備為樂5112維氏硬度計)、光學金相設備為40MAT光學顯微鏡,掃描電鏡設備為BBRUKER EDS、高溫硬度設備為MFT-NNT高溫硬度儀、沖蝕實驗使用射流式沖蝕模擬實驗裝置,以驗證打印件的高溫性能和耐蝕性能。
2 結果分析
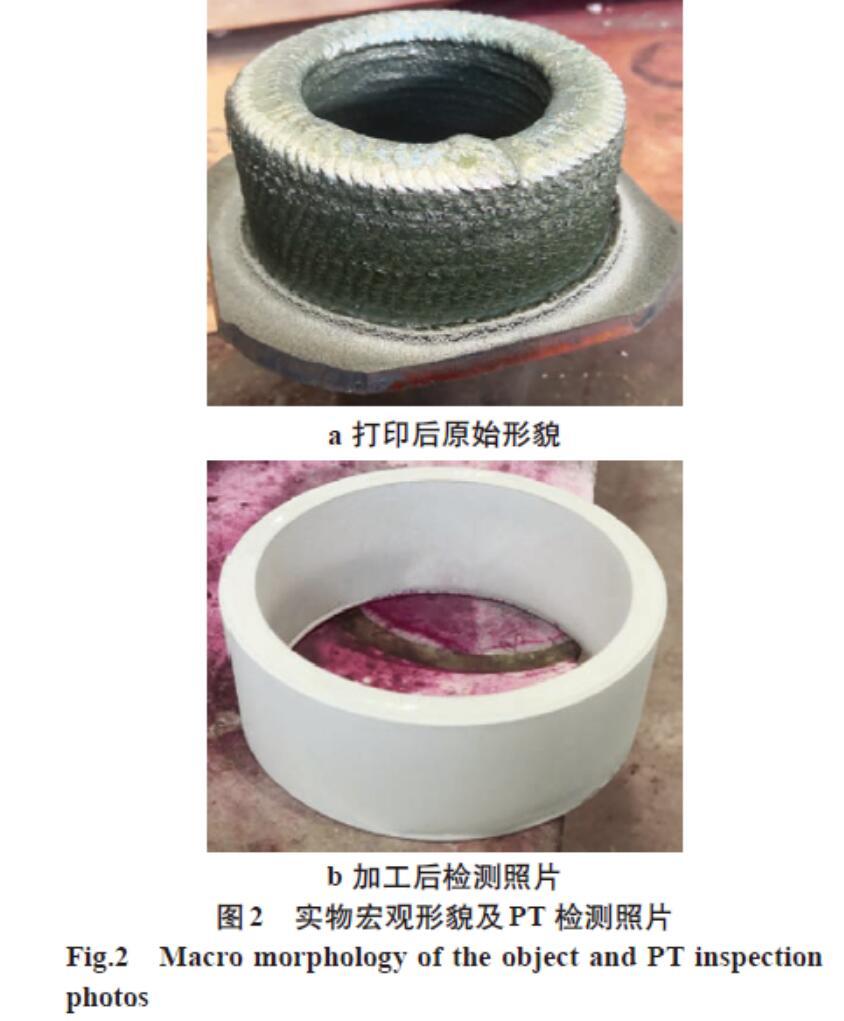
打印件宏觀形貌如圖2所示。可以看出,該工藝條件下司太立AM工件成型良好,說明在工藝參數、氣體防護、溫度場控制等方面較為適合。焊后對試驗件進行外觀檢查,司太立焊層整齊均勻堆積,焊層重復性較好,成型美觀;進行PT檢查,PT滲透劑滲透時間15 min,工件未有缺陷顯示;加工后進行RT檢測(放射源ICM D3206),結果顯示無缺陷。
2.1 硬度檢測
2.1.1 表面硬度
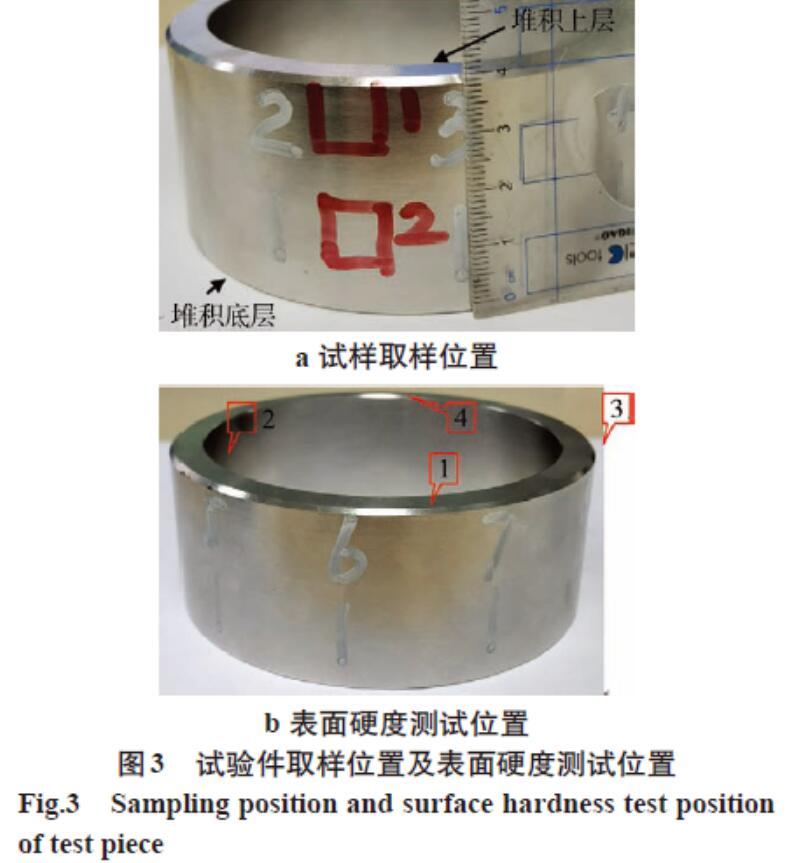
硬度取樣點位:在工件上下底面各取4點(均布),且該點處于壁厚中間位置,上底面分別是1#~
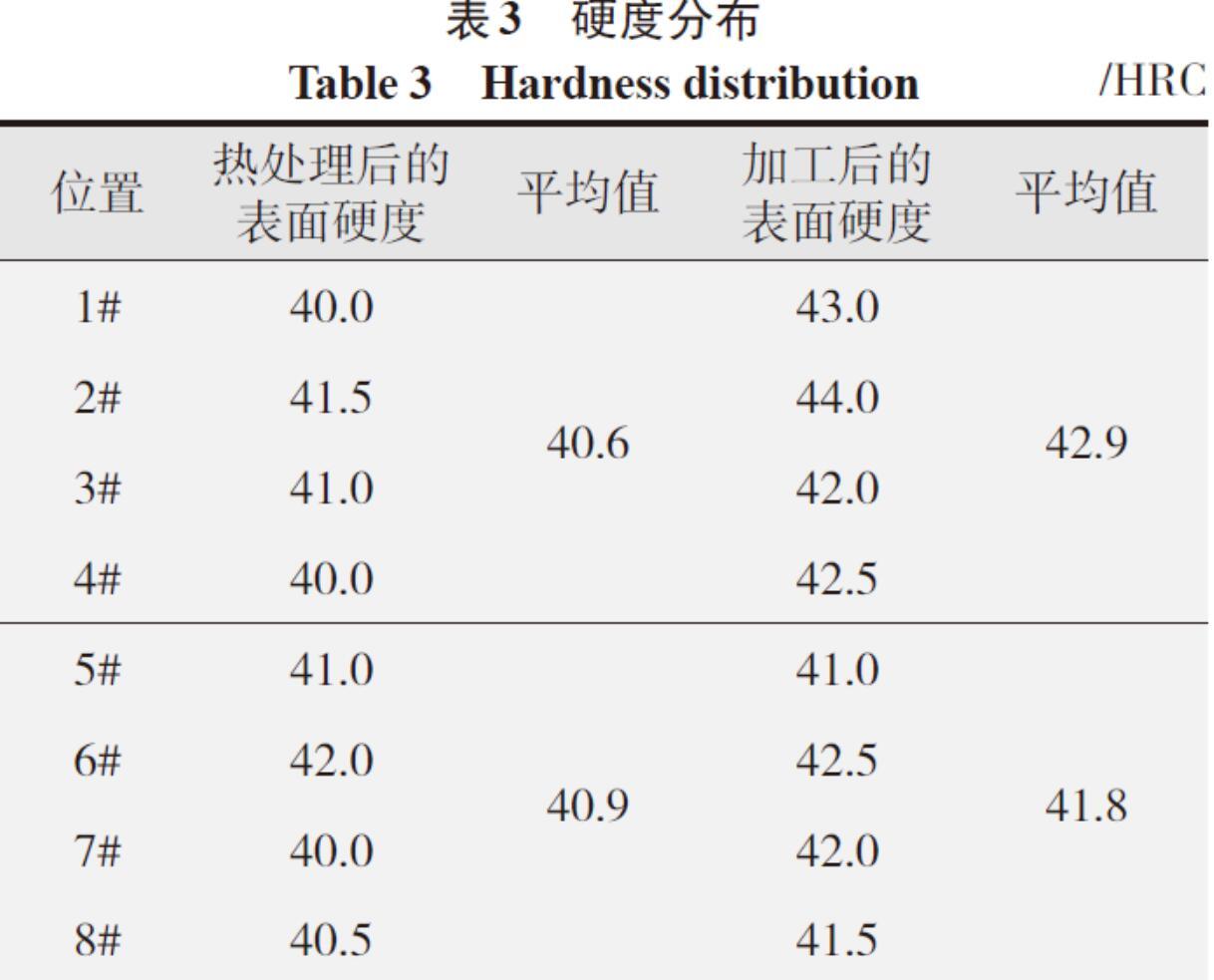
4#,對稱至下底面分別為5#~8#,如圖3所示。按上述點位進行硬度測量,結果見表3。
然后上車床加工,壁厚等于10 mm。加工完成后,按照上述點位再次進行硬度測量,結果見表3。
由表3可知,熱處理后原始工件堆層上下區域硬度值較均勻,平均硬度差異為1 HRC;加工后,上下底面的硬度較為均勻,平均硬度差約為1 HRC。加工前后上下底面平均硬度差約為2 HRC,該差異主要是由于加工硬化所致。硬度分布較為均勻是因為焊層堆積后基體溫度相對均勻,形成了較為均勻的晶粒組織結構和碳化物分布的緣故。
2.1.2 截面硬度分析
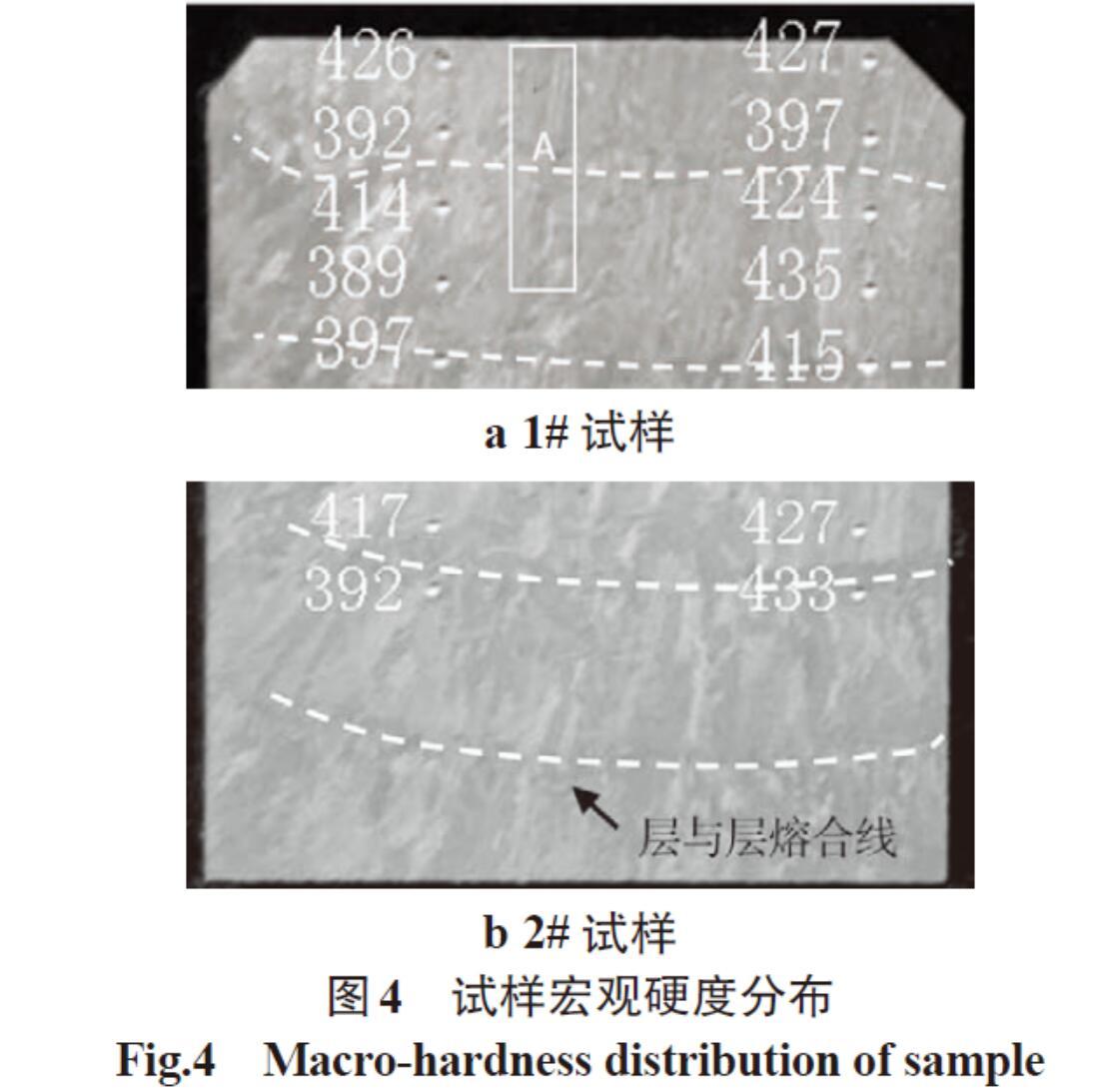
將試驗件按圖3a所示取樣,并記為1#、2#,分別測試其橫截面維氏硬度(HV10),間距0.5 mm,硬度分布如圖4所示。
由圖4可知,同一列硬度值從上到下具有波峰波谷的特征,層與層之間的熔合線明顯,而硬度值較低的點多出現在堆層之間的熔合區附近。同時發現,從底層至上層,熔合線越來越模糊、熔合區越來越窄,白色的固溶體枝晶組織越來越細小。這是因為隨著堆積焊層數增加,基體溫度越來越高,內部溫度梯度越來越小,當堆積完成后基體溫度升至最高,結晶驅動力最小,此時結晶只能沿著溫度傳遞方向即垂直于表面形成。
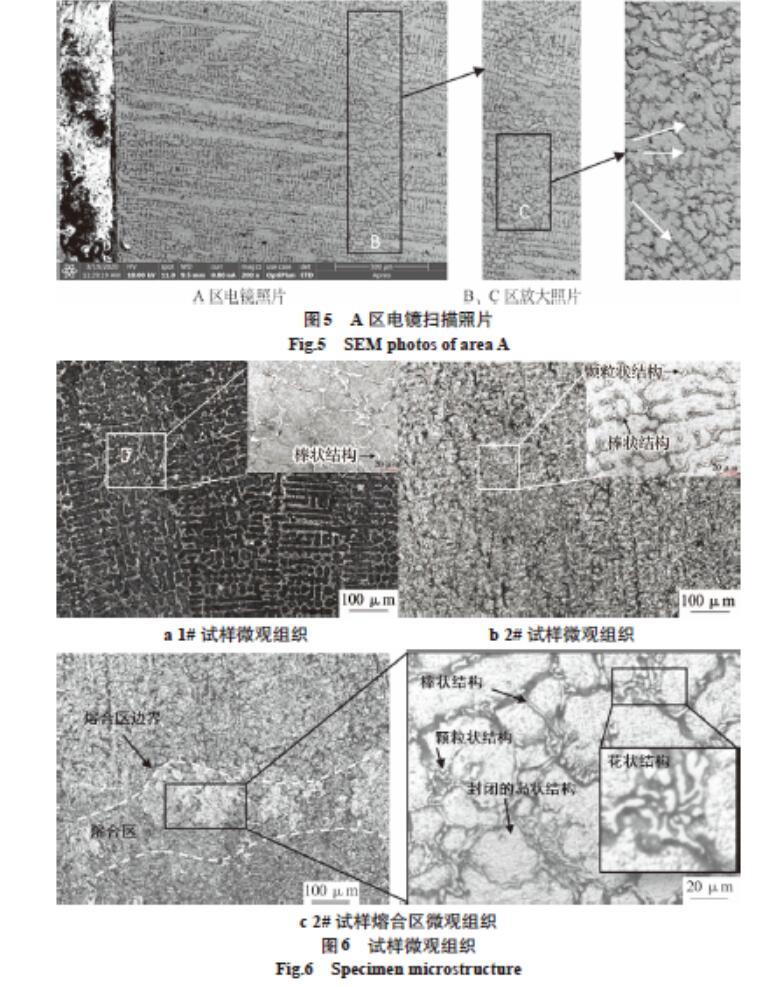
對1#試樣A區域進行電鏡掃描觀察,分析其層與層之間的熔合區形貌,如圖5所示。可以看出,1#試樣A區中確實存在明顯的兩層間的熔合區域B,寬度約為300~350 μm。該層Co的固溶體枝晶被二次加熱熔合后形成較大顆粒狀的飽狀晶,使得彌散分布的高硬度碳化物共晶組織被排擠至固溶體周圍,積聚增多(見圖6中2#試樣熔合區)。而Co固溶體硬度僅為 300~400 HV。事實證明,硬度值較低的點正好處于熔合區較大的固溶體顆粒上。
由圖5還可以看出,枝晶組織出現了多向性,如C區放大圖箭頭所示,說明該處曾存在較大的溫度梯度引起了多方向結晶。但總體來看,由于本次堆積打印不存在其他元素的進入稀釋等情況,所以硬度差異主要是Co-Cr固溶體基體及基體枝晶間的碳化物共晶組織兩者的分布、結構所導致的。該硬度范圍滿足Stellite 6#的名義硬度范圍。
2.2 金相組織分析
從金相觀察可知(見圖6a、6b),1#、2#試樣中白色的Co的固溶體形成了較為均勻的枝晶組織,排列較為整齊,白色枝晶間的骨骼碳化物分布也較均勻,主要表現為棒狀、顆粒狀形貌。
在堆積的層與層之間發現有較明顯的熔合組織界面(見圖6c)。熔合區寬度約為250~350 μm,其固溶體組織結構出現了圓形的塊狀形貌,如由共晶組織包裹著的封閉島狀結構(箭頭所示)。而共晶碳化物也從骨骼狀、棒狀變為環形網狀形貌,且數量增多,局部骨骼碳化物轉化成花狀。
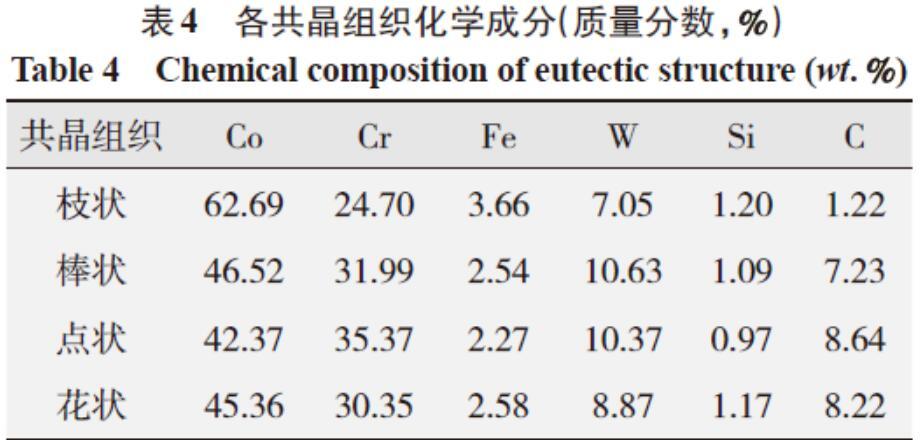
鄧德偉等人對該棒狀的枝晶固溶體組織,棒狀、花狀及點狀共晶組織的成分進行了研究分析(見圖7[4])后得出,該枝晶固溶體為富Co的γ相,棒狀、顆粒狀以及花狀的共晶組織主要是Cr7C3以及Cr23C6的C-Cr的化合物,其各組織化學成分如表4所示。
分析上述結構變化的原因主要是:在焊道逐層堆積過程中,離子弧對堆焊層的攪拌作用使得新熔化粉末中的C和Cr元素進入堆焊焊道,加之原有固溶體枝晶、共晶組織結構被打斷,進而形成新的組織結構,這使得Co的固溶體、Cr的碳化物的共晶組織在高的溫度梯度下,擇優生產,形成圓塊狀Co的固溶體和在其周圍富集的多形貌共晶組織。
文獻[5]指出,熔覆層中的溫度梯度G和凝固速率R的比值是影響凝固組織的重要參數。依據該理論也可以判斷,多樣性的固溶體形貌和碳化物共晶組織結構的形成主要是堆焊沉積過程中溫度梯度變化而導致的。
此外,由于司太立合金在堆積過程中上一焊層對下一焊層有回火作用,使得整個堆積層要承受多次焊接熱循環,而隨著堆積層的不斷增高,已打印成型的堆焊層內部的溫度隨之升高,從而在內部形成多個方向分布的枝晶組織,局部形成了較為粗大的枝晶。
2.3 化學成分
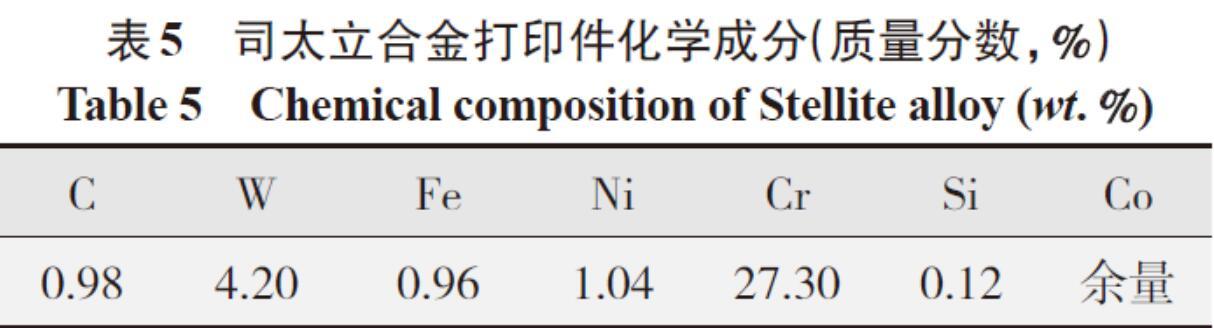
司太立合金打印件的化學成分如表5所示。可以看出,除了參與脫渣促進熔滴浸潤性的Si元素外,其他元素仍然存在損耗和降低。這是由于在離子弧的極高溫度下,元素出現了燒損。
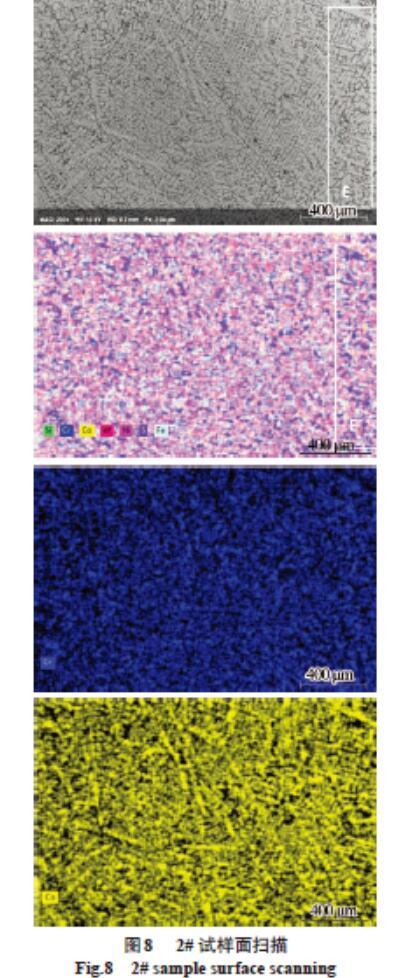
對2#試樣的橫截面進行面掃描,照片如圖8所示。可以看出,截面內除了層與層之間的熔合區較為明顯外(如照片中E區),其他區域主要元素如Cr、Co、W、Ni等分布基本均勻,只有在兩層熔合區之間有稍許明顯的Cr化合物的富集區域,其形成主要是再次結晶引起的。對于Co元素取決于Co固溶體組織的分布,而其形成了明顯的枝晶組織。這主要是由于溫度梯度的影響,枝晶更易沿著垂直于溫度降低的方向生長[6],在層與層的搭接處被打亂,后再形成新的枝晶組織。
另外,由圖8還可以看出,組織結構致密,無任何空洞和微裂紋缺陷,說明RT射線和PT檢測的結果是真實可信的。同時也說明3D打印件在組織結構上沒有瑕疵。
2.4 高溫硬度
本次對其進行高溫測試,以驗證該打印件是否具有良好的高溫抗氧化性能。試驗采用1#、2#試樣進行。使用高溫沖擊硬度儀在惰性氣體氛圍中對每個試樣進行5次硬度測試,間隔1 mm,印痕為d1、d2(單位:mm)。惰性保護氣體為Ar,純度99.999%,測試載荷5 kg,配合光學顯微鏡。
硬度計算公式為
測試溫度為400 ℃、500 ℃、600 ℃、700 ℃,測試結果如圖9和表6所示。
由圖9、表6可知,1#及2#試樣的高溫硬度差異不大,硬度隨著溫度增加而衰減的趨勢一致,同時在700 ℃時仍具有較高的高溫硬度,說明該試樣的組織性能穩定、性能均勻。從測試結果看,其硬度和司太立6#合金精密澆鑄件基本一致。
2.6 沖蝕實驗
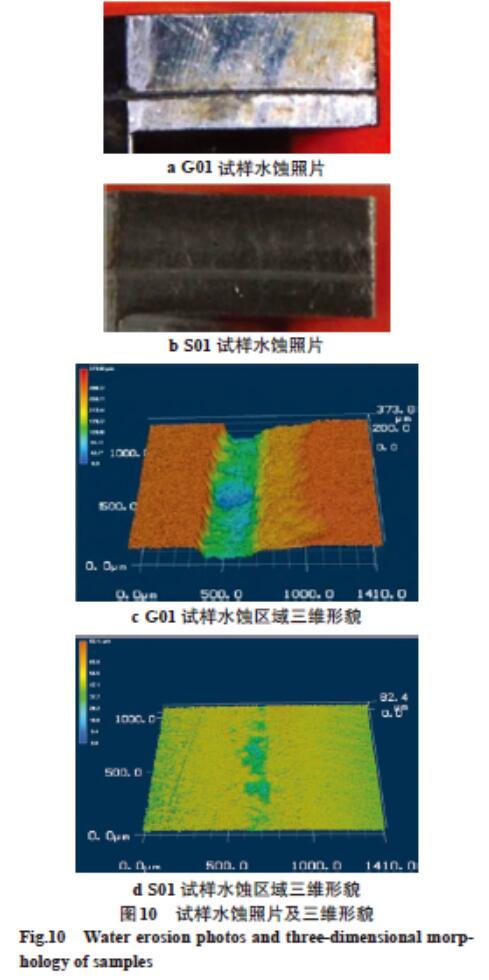
為了驗證3D打印件是否具有優于高頻淬火層的耐沖蝕性能,采用Cr12型馬氏體葉片材料,將通過高頻淬火(硬度HRC39)的試樣(編號G01)與司太立打印的試樣(編號S01)進行水沖蝕對比試驗。
試樣規格為20 mm×10 mm×5 mm,沖蝕面磨床拋光,沖蝕損失采用精密天平稱重。
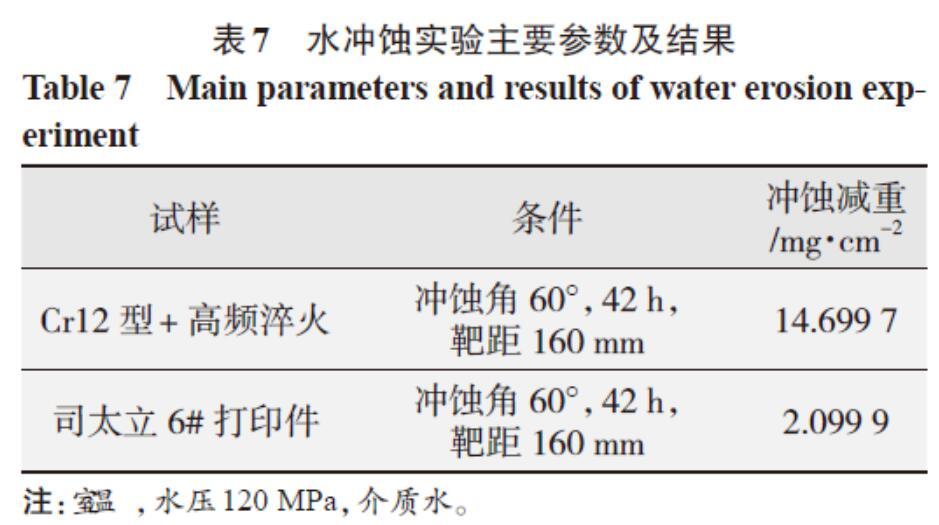
在水射流沖蝕模擬實驗裝置上進行實驗,然后采用三維形貌掃描儀分析,實驗條件及結果如表7所示。試樣宏觀形貌如圖10所示。
可以看出,司太立堆焊件的耐水滴沖蝕性能比淬火工藝更優,這主要得益于其高硬度和固溶體與碳化物共晶組織混合而成的致密結構,且有研究表明,鈷基合金在空蝕過程中,其表面在受到沖擊時,FCC結構的奧氏體γ-Co相會轉變為穩定的密排六方結構的馬氏體ε-Co相,該過程能吸收大部分沖擊能量,從而減緩材料的破壞進程[7]。另外也有文獻指出,在外來機械應力促使下,或在適當的溫度條件下,對多層錯能的大量聚集會觸發組織結構向著密集六方結構轉變[8]。
上述實驗說明,使用等離子熱源進行司太立粉末打印在工藝上具有可行性,且打印件組織結構致密、硬度均勻、性能良好。因此將司太立打印件用于該實驗類似場合具有一定的可行性。
3 結論
(1)采用等離子工藝進行司太立6#合金粉末的3D打印,能形成組織致密、硬度分布均勻、無宏觀或微觀缺陷的打印構件,具有良好的成型結構。
(2)采用等離子工藝制備的司太立打印件具有較為典型的高溫硬度和耐沖蝕性能,其耐水蝕性遠優于12Cr材質淬火工藝。
(3)采用等離子工藝制備的司太立打印件,其堆層熔合區具有二次結晶的特點,易形成較大的顆粒狀γ-Co固溶體和網狀的碳化物共晶組織,該區域硬度相對較低,但滿足司太立合金名義硬度。
(4)采用等離子工藝制備的司太立打印件在加工過程中,會產生加工硬化現象。在保護氣氛中進行堆積打印,仍有微量的元素燒損。
(5)實驗證明,采用司太立合金粉末進行等離子堆積打印,組織結構及性能可以滿足產品制造的要求。
參考文獻:
[1]劉玉珍,桂業煒.司太立合金的性能及應用(I)[J].機械工程材料,1992,16(6):1-2.
[2]鄧琦林,許黎明,胡德金,等.激光熔覆成形金屬零件中微裂紋的減少和消除[J].機械工程學報,2002,38(Z1):117-121.
[3]楊永強,魏宏鳴.激光增材制造設備現狀及發展[J].電焊機,2021,51(1):17-22.
[4]DENG D W,ZHANG C P,CHEN R,et al. Microstructure and Microhardness of 17-4PH Deposited with Co-based Alloy Hardfacing Coating[J]. Physics Procedia,2013(50):177-184.
[5]楊玉玲,董丹陽.材料的激光表面改性技術及應用[M].北京:化學工業出版社,2013:72-76.
[6]任超,李鑄國,疏達,等. 17-4PH不銹鋼表面激光熔覆Stellite6#涂層組織及耐水蝕性能[J].中國激光,2017,44(4):0402010-1-4.
[7]Woodford D A. Cavitation-erosin-Induced phase transforma-tions in alloy[J]. Metallurgical Transactions,1972,3(5):1137-1145.
[8]劉玉珍,桂業煒.司太立合金的性能及應用(II)[J].機械工程材料,1992,16(6):3-5.
