金川選礦廠碎礦自動控制系統技術改造及應用
2021-10-25 07:19:02朱黎陽王國文樊俊杰
礦山機械 2021年10期
朱黎陽,王國文,樊俊杰
金川集團股份有限公司選礦廠 甘肅金昌 737100
破碎作業作為選礦工藝流程中的第一道工序,在選礦廠占有很重要的地位,直接影響磨礦作業的功耗、處理能力及磨礦產品的技術指標[1],因此,合理控制破碎流程中的各類設備是獲得破碎產品最佳指標的關鍵。
金川選礦廠某選礦車間自建成投產以來,通過一系列擴能改造,礦石處理能力由原來的 6 000 t/d 增加至現在的 15 500 t/d,已成為選礦廠目前處理能力最大的車間。其中該車間 4 500 t/d 系統運行時間最長,在長期的運行過程中,存在生產線長、崗位需求人員多、自動化水平低等問題,一些生產操作崗位在人員或設備出現問題時不能及時發現,無法做到互保聯防,不利于車間高效、節能地組織生產。
為了解決上述問題,結合選礦廠的指標要求及碎礦作業的工藝特點,將 DCS 碎礦自動控制系統引入碎礦系統,通過不同的控制策略對整個碎礦流程加以控制,最終實現碎礦全流程自動化控制。
1 系統概述
碎礦系統是磨礦工序的前級系統,主要包括原礦倉給礦、輸送帶運輸、中碎、篩分及細碎工序[2],其破碎篩分工藝為二段一閉路破碎流程,如圖 1 所示。公司自產礦石經火車運輸至原礦倉,再經帶式輸送機給入中碎前緩沖倉,經給礦輸送帶送入圓錐破碎機,排礦經帶式輸送機給入篩分前緩沖倉,再由給料輸送帶和振動給料機給入振動篩進行檢查篩分,篩下產物(-12 mm) 為破碎最終產品,經帶式輸送機進入磨浮粉礦倉,篩上產物 (+12 mm) 經帶式輸送機給入細碎破碎機,排礦經輸送帶再次給入振動篩進行篩分,形成閉路。

圖1 破碎篩分作業工藝流程Fig.1 Process flow of crushing and screening operation
2 碎礦自動控制系統技術改造
本次碎礦自動控制系統技術改造旨在實現碎礦系統自動化、無人化、智能化。改造碎礦自動控制系統主要包括對原礦倉料位的檢測、輸送帶控制及礦量測量、給礦設備變頻調速控制、破碎機自動控制、其他電氣設備的啟停控制、設備狀態檢測和設備之間的順序啟動連鎖、開停車信號聯系等。主要設備包括:帶式輸送機、給料機、振動篩、破碎機,以及風機、除鐵器、液下泵等。碎礦系統要實現自動化,首先要考慮的是設備的連鎖控制,每臺設備都應以礦石的運輸以及工藝流程的先后順序為主要條件設置連鎖,一般應在現場設自動、手動、緊急停車開關,保證系統故障時能緊急安全停車,同時系統應能根據收集到的數據綜合判斷故障原因及故障點,或者提供對維修有指導意義的數據,幫助維修人員快速準確地修復故障。
本次改造是基于 DCS 碎礦自動控制系統,采用自動控制裝置和傳感器對各設備及工藝參數進行檢測、控制,并通過自動控制相關設備運行參數,使各作業流程之間保持負荷平衡,確保生產正常運行。
該DCS 碎礦自動控制系統由 3 層網絡結構組成,分別為現場設備層、過程控制層及監控管理層。其中現場設備層通過各類傳感器、儀表及檢測裝置等采集現場工藝過程數據,讀取設備運行狀態;過程控制層中 DCS 中央控制器對現場過程數據、設備狀態進行邏輯、回路運算,根據運算結果驅動執行機構實現控制功能;監控管理層將現場過程數據、設備狀態通過可視化人機界面反饋給操作人員,操作人員再將相應控制信息發送到現場控制層。
2.1 現場設備層改造
現場設備層改造前后控制信號布置情況如表 1 所列,具體改造內容如下。
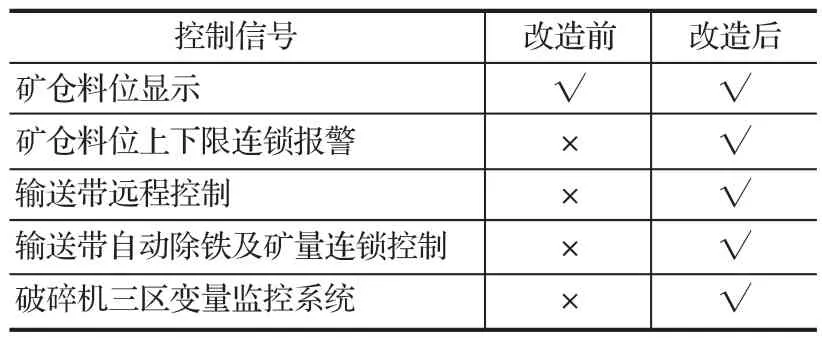
表1 改造前后控制信號布置情況Tab.1 Layout of control signals before and after innovation
2.1.1 礦倉料位自動控制改造
主要是加裝各類傳感器和控制裝置,包括料位檢測傳感器、自動分礦裝置和給礦裝置,使礦倉的料位保持在一定范圍內。
(1) 在原礦受礦倉設置料位檢測裝置,對料位進行連續檢測并在主控室顯示,同時設上下限料位報警,將信號發送至倉底卸礦設備 (電氣連鎖開停)。設置料位檢測裝置可以使操作人員及時了解受礦倉的來料情況,靈活調整生產進度,并根據料位情況完成下料設備的自動控制。
(2) 在中細碎、篩分給礦緩沖礦倉設置料位計及自動分礦系統,對料位進行連續檢測并在主控室顯示,同時設上下限料位報警,并將信號發送至倉頂給礦設備和倉底卸礦設備 (電氣連鎖開停);自動分礦系統可實現自動分礦及多個礦倉合理分配礦石物料。
(3) 在粉礦倉設置料位計,對料位進行連續檢測并在主控室顯示,同時設上下限料位報警,并將信號發送至倉頂給礦設備。
2.1.2 帶式輸送機的保護與控制
碎礦流程主要的物料運輸設備是帶式輸送機,為保證帶式輸送機的正常運轉,便于操作人員維護與操作,每條輸送帶都安裝單 (雙) 向拉繩開關、輸送帶防跑偏開關、輸送帶自動糾偏裝置、輸送帶失速檢測裝置及輸送帶防撕裂裝置[3]。此外,還在帶式輸送機運輸系統中增加自動除鐵裝置,主要是為了保護破碎設備,避免帶式輸送機因礦石中夾雜鐵器等異物造成設備損壞;同時在帶式輸送機運輸系統中增加礦石計量及控制裝備,對入選的礦量進行瞬時顯示及累計,并將信號發送到主控室,控制受礦倉下的卸料設備,通過變頻調整卸料設備的排礦量來調整礦量。
2.1.3 圓錐破碎機自動控制系統改造
在破碎作業過程中,各段之間的破碎比應合理分配,以免造成破碎機負荷不均勻,無法實現高效破碎。為此采用多段破碎機負荷及排礦口自動控制系統,每臺破碎機根據檢測的負荷值和排礦口尺寸,自動調整相應的排礦口或給礦量,在最終產品粒度和破碎效率都達到工藝要求的條件下,使每臺破碎機都滿負荷運行。
對于圓錐破碎機的自動控制系統改造主要集中在潤滑系統以及設備自帶的破碎機自動運行和參數調整監控系統,通過對油溫、油壓、電動機功率、回油油流、主軸位置等各參數的監測,自動調整破碎機的運行方式,使破碎機在設定的模式下正常運行。
2.2 過程控制層改造
選礦廠碎礦流程生產線較長,廠房分散,主要由原礦倉廠房、篩分廠房、中細碎廠房、帶式輸送機廊及轉運站組成。從控制角度來講,碎礦流程的主要控制內容有設備的順序啟停與連鎖、設備運行參數的監控、各緩沖礦倉料位監測、破碎機設備自身的監控、開停車及崗位信號聯系等[4]。本著分散控制、集中監視的原則,同時根據配電系統的設計,可以在中細碎廠房、篩分廠房、原礦倉廠房設立 PLC 站 (也可以在主低壓配電室設置總 PLC 站),在主控室設置操作站[5]。各 PLC 站之間與中細碎廠房的主操作站通過網絡聯接組成控制系統,同時整個碎礦控制系統通過網絡連接到主廠房主控系統構成整個系統。
系統控制方式主要分為現場手動和 PLC 集中聯鎖自動 2 種方式。現場手動用于設備的檢修、試車及單獨運行;集中聯鎖自動用于生產的自動正常運行。為確保操作人員及設備自身安全,在 PLC 的內部和外部硬接線中均設置聯鎖保護環節和緊急停車處理系統,只有在取得了現場操作人員的許可后才能啟動系統,即在現場將機旁控制箱中的轉換開關均轉換到自動位置,待發出指示信號后才能啟動。
啟動前,主控室根據工藝流程模擬屏顯示的情況,向現場發出聲光預告信號,現場操作人員在完成設備巡檢、準備就緒后發出允許啟動信號,PLC 才能進入正常的啟動程序。首先發出 30 s 的聲光啟動信號,然后按設備啟動連鎖流程,從進入磨浮粉礦倉的輸送帶至原礦受礦倉卸礦設備逐臺啟動設備。運行過程中當系統中的除塵器、輸送帶除鐵裝置等設備發生故障跳閘時,只向主控室發出故障信號,通過信號燈的閃爍在上位機上顯示出來,可以不中斷系統的運行;而當帶式輸送機、振動篩、圓錐破碎機中任一設備發生故障時,立即停止來料方向設備的運行,送料方向上的設備根據情況按生產要求停機。
2.3 監控管理層改造
由于碎礦流程線路較長,部分崗位工作環境較差,因此在新建碎礦系統中基本上都安裝有視頻監控系統,對設備運轉狀況進行監控,可避免各崗位之間由于聯系不暢造成事故,同時提高操作人員的生產管理能力。
該監控網絡主要包括網絡控制、數據采集、信號監測、程序上/下傳、遠程測試編程等。碎礦自動控制系統人機界面如圖 2、3 所示。

圖2 碎礦自動控制系統人機界面 1Fig.2 Man-machine interface 1 of crushing automatic control system

圖3 碎礦自動控制系統人機界面 2Fig.3 Man-machine interface 2 of crushing automatic control system
3 應用效果
降低了備件和維修成本,有效減少了生產操作人員的工作量。
通過本次碎礦自動控制系統改造,金川選礦廠某車間 4 500 t/d 碎礦系統已實現無人化值守。系統試運行 3 個月以來,在實際應用及經濟效益方面均取得了較好的效果。
(1) 崗位操作人員僅需進行日常巡檢及維護即可,勞動強度大幅度減小,設備實現了長周期正常運行。
(2) 破碎作業全系統聯動更加靈活,破碎效率更高,4 臺破碎機的破碎效率大幅度增加,從原來的65% 增長到 80%,破碎效果更好。
(3) 設備故障率相比改造前更低,系統非計劃停車時間更少。
(4) 通過對碎礦系統的改進,為選礦廠帶來了直接和間接的經濟效益。據不完全統計,每減少 1 h 的非計劃停車,將給選礦廠帶來直接經濟效益 5 萬元;間接的經濟效益是設備長周期正常運行后,設備啟停率降低,設備能耗進一步降低。
4 結語
金川選礦廠通過對碎礦自動控制系統技術改造,已實現碎礦系統自動化以及無人化值守,不僅提高了破碎機破碎效率和振動篩篩分效率,而且減少了循環負荷,降低了能源消耗,使最終產品粒度更細,可為磨礦工藝提供合格的物料,在多碎少磨和節能降耗方面取得了較好的成果。同時,通過提高設備的自動化控制水平,使得設備能夠高效、穩定運行,進一步降低了設備故障率,減少了檢修維護工作量,
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
