內置微翅片的氣化燒嘴水冷夾套換熱特性數值模擬研究
2021-10-28 12:55:32胡振中畢大鵬張建勝
煤炭加工與綜合利用 2021年9期
胡振中,畢大鵬,張建勝,2
(1.清華大學山西清潔能源研究院,山西 太原 030032;2.清華大學能源與動力工程系,北京 100084)
煤氣化是實現煤炭清潔高效轉化的核心技術,對緩解我國對外石油依存度、保障國家能源安全具有重大意義[1-3]。氣流床氣化爐具有操作壓力高、氣化規(guī)模大、煤種適應性好等優(yōu)勢,是煤氣化技術的發(fā)展方向。氣化燒嘴是氣流床氣化爐的核心部件,所有進入氣化爐發(fā)生氣化反應的原料都需經過燒嘴輸送至氣化爐,并通過燒嘴和氣化爐的配合在氣化室內形成合理的流場形態(tài),保證氣化反應快速高效完成[4]。無論采取何種燒嘴布置方式,氣化燒嘴本身的使用壽命都是影響系統(tǒng)經濟性的重要因素。
氣化燒嘴的工作環(huán)境惡劣,頭部直接暴露在1 500 ℃以上的高溫環(huán)境中,極易因高溫產生開裂和變形[5],因此需要在燒嘴外側套設一層水冷夾套,對燒嘴進行冷卻保護。但是即便如此,由于冷卻效果不理想,燒嘴的平均使用壽命仍不足60天[6],嚴重制約氣化爐的長周期連續(xù)運行。
在此背景下,本文以氣化燒嘴的水冷夾套為研究對象,從強化傳熱角度出發(fā),提出一種基于增材制造技術的內置微翅片式水冷夾套,并采用數值模擬的方法對“V”形微翅片的關鍵結構參數進行了計算和分析,以期指導工程設計。
1 技術方案
目前,氣化燒嘴水冷夾套大多采用套管的形式(圖1),由內外兩層鋼管套設的方式形成冷卻水的進出水通道,冷卻水自外層通道進入夾套,流動至頭部端面后折返,從內層通道流出。在氣化燒嘴頭部端面,冷卻水沿徑向自外向內運動,與內表面發(fā)生對流換熱、帶走高溫熱量。見圖2。
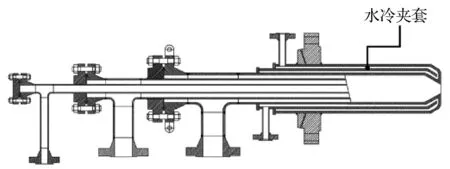
圖1 套設水冷夾套的煤氣化燒嘴
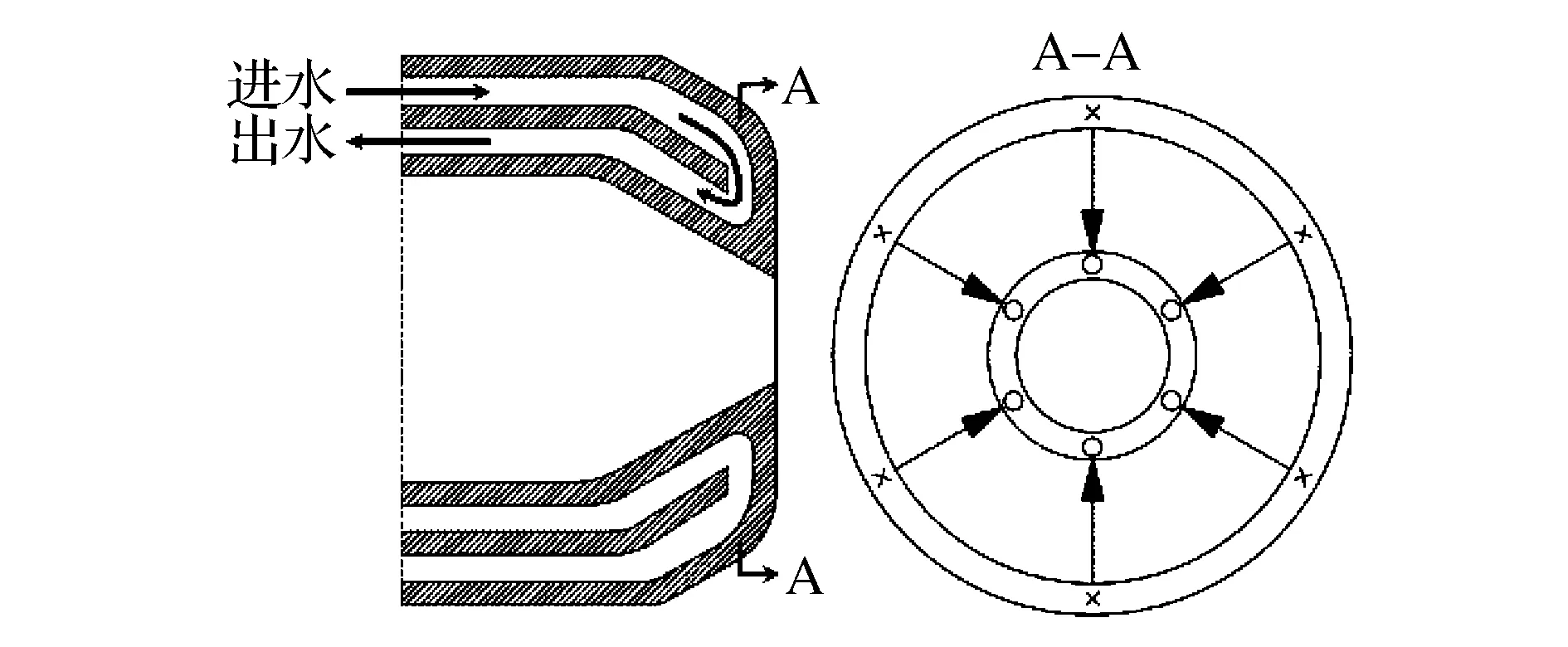
圖2 水冷夾套和端蓋表面水流方向
傳統(tǒng)的冷卻水夾套受限于加工方式,通道內為光滑的表面,未進行強化傳熱處理,水冷夾套的冷卻效果不理想,未能對氣化燒嘴起到有效的保護作用,氣化燒嘴在高熱負荷工作條件下易出現熱疲勞開裂。
增材制造技術是一種快速成形的先進制造技術。其本質原理是離散與堆積,即在計算機的輔助下,通過對實體模型進行切片處理,把三維實體的制造轉換成二維層面的堆積和沿成形方向不斷疊加,最終實現三維實體的制造。相比于傳統(tǒng)制造方法,增材制造具有制造周期短、成形不受零件復雜程度限制,以及節(jié)材、節(jié)能等優(yōu)勢[7-9]。將增材制造技術引入水煤漿工藝燒嘴的生產制造,實現了燒嘴冷卻夾套的換熱精細化設計,有望大幅優(yōu)化水煤漿燒嘴的冷卻效果,延長燒嘴的使用壽命。
基于強化換熱的設計理念,本文采用增材制造技術,在氣化燒嘴冷卻水夾套內設置“V形”微翅片換熱結構(圖3),從而增加冷卻水的對流換熱面積,改善冷卻水流經微翅片的流動形態(tài),提高對流換熱系數,達到提升水冷夾套冷卻效果的目的。
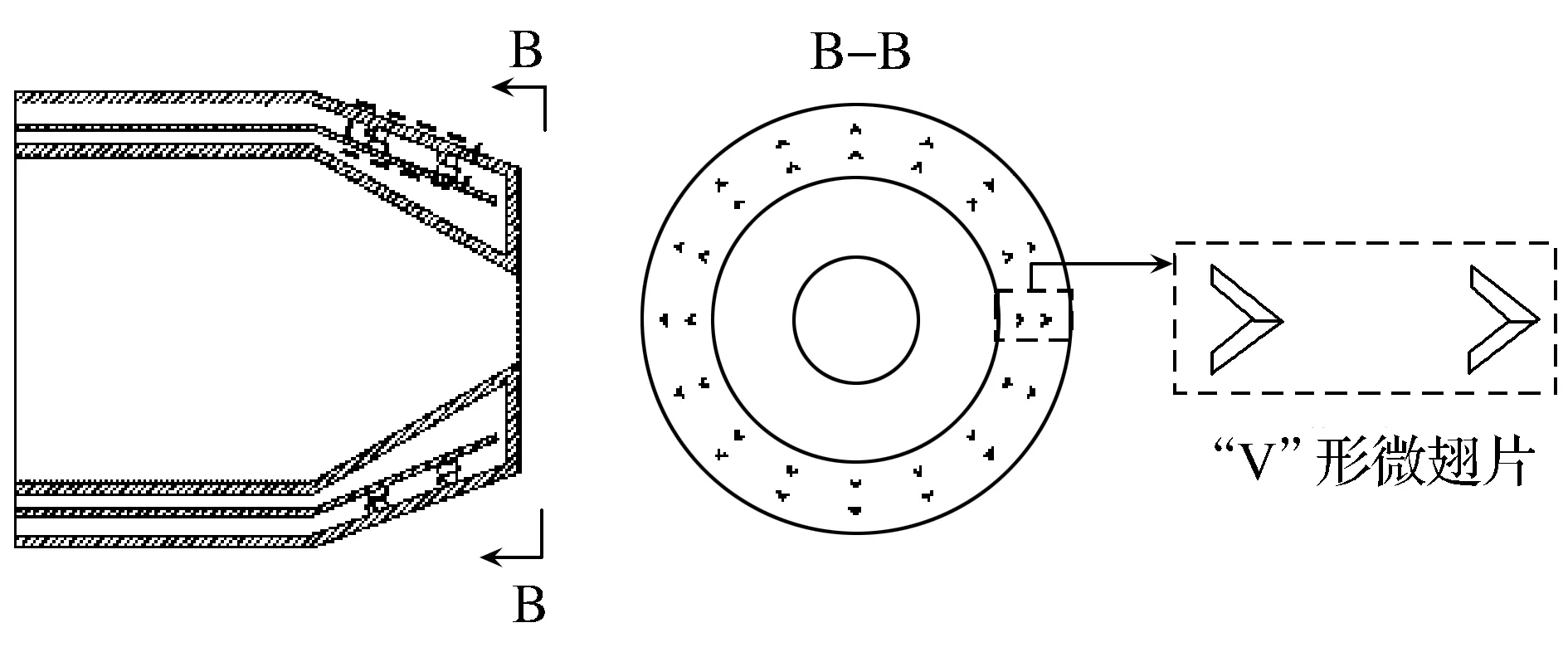
圖3 內置“V形”微翅片的水冷夾套結構示意
2 計算方法和對象
2.1 計算方法
假設冷卻水在夾套內無相變,則其流動為受限空間內的連續(xù)過程,可以通過質量、動量、能量守恒方程描述,其表達式如(1)-(3)所示。
質量守恒方程:
動量守恒方程:
能量守恒方程:
式中:ui表示i方向的速度分量,m/s;u′為湍流脈動速度,m/s;T為溫度,K;T′為湍流脈動溫度,K;ρ為流體密度,kg/m3;μ為流體動力黏度,kg/(m·s);cp為流體定壓比熱容,J/(kg·K);λ為流體導熱系數,W/(m·K);φ為黏性耗散項。
計算時采用標準k-ε模型模擬湍流流動,湍流動能k和耗散率ε的傳輸控制方程如式(4)和式(5):
Gκ-ρε
(4)
式中:ρ表示流體密度,kg/m3;ui表示i方向的速度分量,m/s;t為時間間隔,s;Gk表示由平均速度梯度引起的湍流動能;μ和μt分別表示流體黏度和湍流黏度,kg/(m·s);σk=1、σε=1.3、C1ε=1.44、C2ε=1.92為方程常數[10]。
2.2 計算對象
本文以某投煤量為500 t/d、氣化壓力為4.0 MPa的水煤漿氣化燒嘴為計算對象,對水冷夾套內冷卻水的流動和換熱進行數值模擬(圖4)。水冷夾套冷卻水入口為質量流量邊界條件,流量恒定為10 t/h、冷卻水為4.0 MPa壓力下的飽和水,水溫為250 ℃,水冷夾套冷卻水出口為壓力出口邊界條件。氣化爐內高溫合成氣與氣化燒嘴之間的通過輻射進行換熱,燒嘴錐段設置為輻射熱邊界,輻射溫度為1 500 ℃。
圖4 計算對象邊界條件設置示意
翅片的張角θ和長度L是決定單個“V形”翅片換熱性能的重要幾何參數(圖5)。在換熱空間和冷卻水量一定的條件下,翅片的這些幾何參數會直接影響冷卻水的流動性能和對流換熱特性。為了研究微翅片各幾何參數對燒嘴水冷夾套流動換熱特性的影響,本文按照不同張角和長度設計了7組不同的微翅片水冷夾套和1組不帶翅片的基準水冷夾套進行對比,其幾何參數見表1。
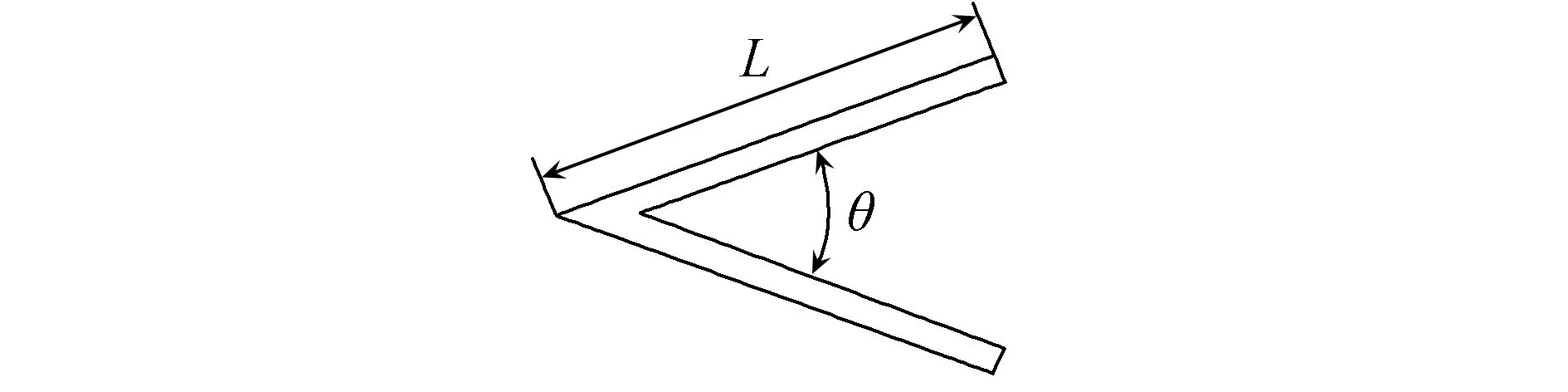
圖5 “V形”微翅片結構
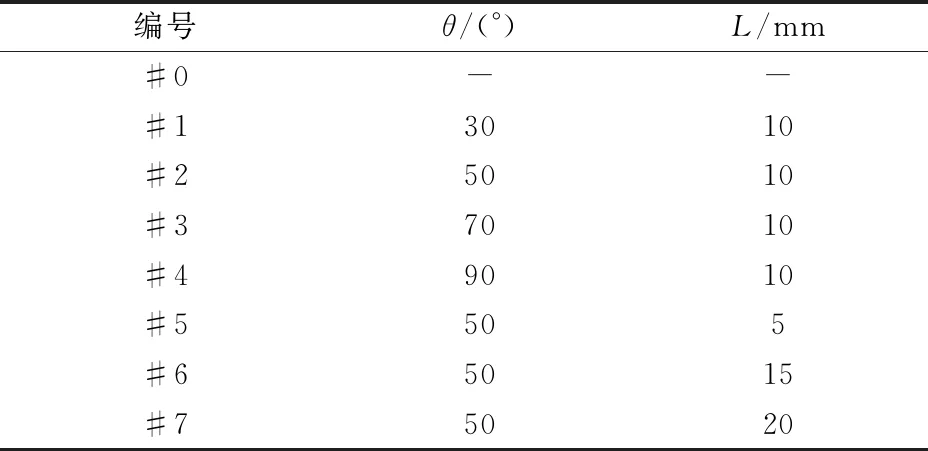
表1 “V形”微翅片幾何參數
3 計算結果與討論
根據冷卻水在燒嘴頭部夾套內的流動方向,大致可將夾套的流動區(qū)域分為直流段、收縮段、折返段和回流段四個區(qū)間(圖6)。
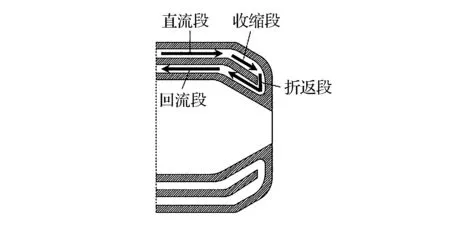
圖6 燒嘴頭部流動區(qū)域分區(qū)
直流段和回流段為連接冷卻水進出口和燒嘴頭部的區(qū)間,該區(qū)間段水流平緩、方向相反,壓力損失主要來自管道的沿程阻力,由于直流段和回流段外表面不直接暴露在氣化爐高溫環(huán)境下,因而承受的熱負荷也較小。
為滿足氣化工質流動的需要,燒嘴出口處一般設計成具有一定收縮角的錐形,與之相對應的冷卻水通道區(qū)間為收縮段和折返段。在收縮段,冷卻水流動方向發(fā)生偏斜,通過折返段后發(fā)生反向流動。由于燒嘴錐段直接暴露在高溫合成氣中,因而收縮段和折返段需承受較大的熱負荷,是燒嘴的關鍵冷卻部位。
圖7為燒嘴頭部沿水流方向的壓力和溫度變化曲線圖。可以看出,由于收縮段和折返段的長度相當,承受的輻射熱負荷大小也接近,且由于內表面均為光滑表面,對流換熱系數也近似相等,因而冷卻水溫升幅度大小接近;但在壓力損失方面,由于收縮段的水流方向變化較小,因而局部阻力損失遠小于折返段,導致收縮段的流動阻力大幅低于折返段。因此,熱負荷高、流動阻力適中是燒嘴收縮段主要的換熱和流動特征,是內置微翅片強化換熱的最佳部位,通過合理設計翅片結構,有望實現對流換熱和流動阻力之間的平衡。
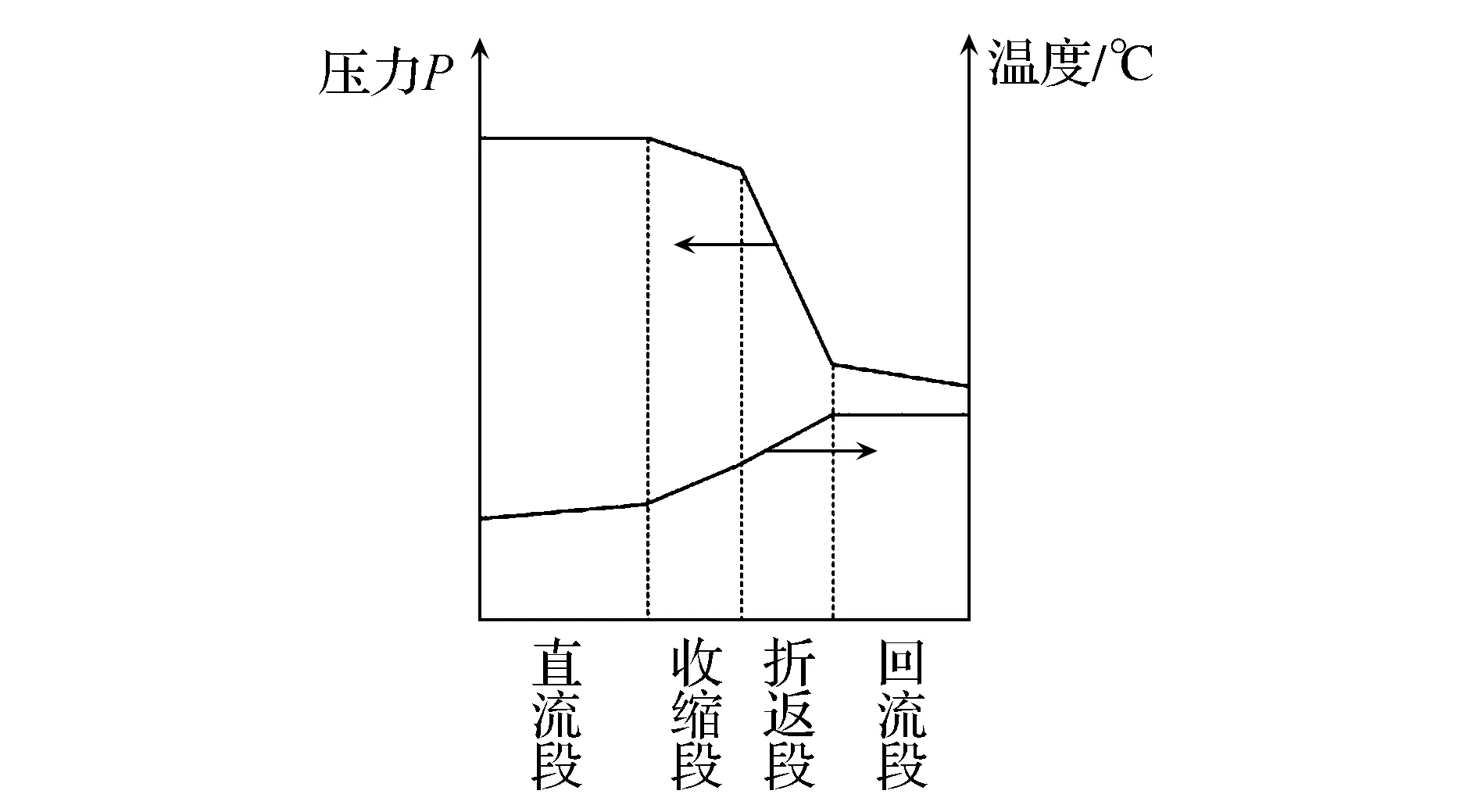
圖7 燒嘴頭部冷卻水壓力和溫度變化
3.1 翅片張角對換熱和流動特性的影響
圖8為不同“V”形翅片張角的水冷夾套頭部溫度分布云。可以看出,當燒嘴夾套為光滑表面時,夾套錐段表面大量分布著溫度在600 ℃以上的高溫區(qū),在錐面和端面交界的棱角處的表面溫度也較高,這些區(qū)域極易因熱應力而發(fā)生開裂,是影響氣化燒嘴安全運行的不穩(wěn)定因素。
當在內表面增加“V”形翅片后,錐段表面的高溫區(qū)得到了明顯的改善,特別是翅片所在位置,由于對流換熱得到了增強,表面溫度顯著降低,并且這種對溫度場的影響沿著翅片尾部向燒嘴軸向擴散,使得翅片張角范圍內的扇形區(qū)域溫度都在一個較低的水平,起到了較好的降溫作用。這對于燒嘴的長周期運行無疑是有利的。對比不同張角的溫度云可以看出,隨著翅片張角的增大,翅片尾部的溫降區(qū)域越大,錐段表面的低溫區(qū)分布也更加均勻。
圖9為不同“V”形翅片張角的水冷夾套頭部端面沿徑向的溫度分布曲線。可以清楚地看出,端面兩側是高溫區(qū),且外側面的溫度高于內側面。對于未加翅片的水冷夾套,端面平均溫度為達443 ℃,隨著翅片的加入,端面溫度顯著降低,而隨著翅片張角的增大,燒嘴端面的溫度進一步降低,當翅片張角達到90°時,端面平均溫度降低為401 ℃,降幅達42 ℃。這有利于延長端面材料的使用壽命。
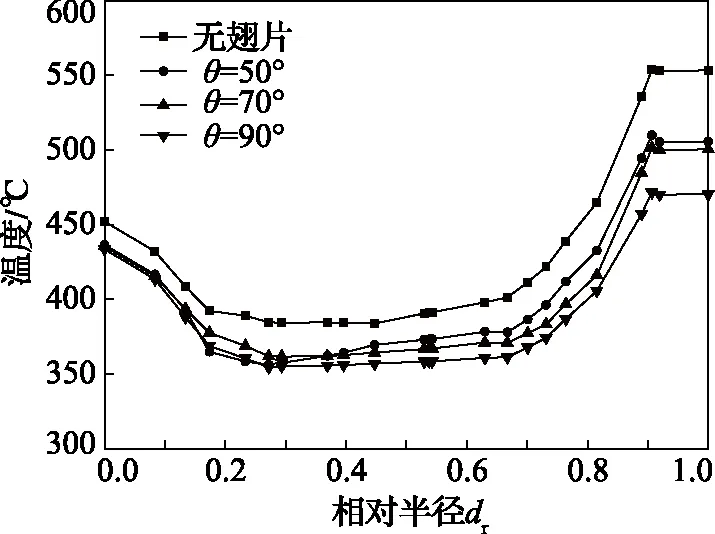
圖9 水冷夾套頭部端面溫度分布曲線
圖10為不同“V”形翅片張角的水冷夾套頭部錐段速度矢量分布。可以看出,對于無翅片的光管夾套,水流方向平穩(wěn)無擾動。隨著翅片的加入,在“V型”翅片尾部區(qū)域出現了渦流,而且渦流影響的范圍隨著擴張角的增大而增大。值得注意的是,這種影響范圍的擴張方向主要沿著錐段的軸向;而在錐段的周向非翅片區(qū)域,流體仍保持原有的直線型流動路徑。渦流的產生強化了冷卻水和夾套壁面之間的對流換熱,這是夾套表面溫度分布改善的根本原因。
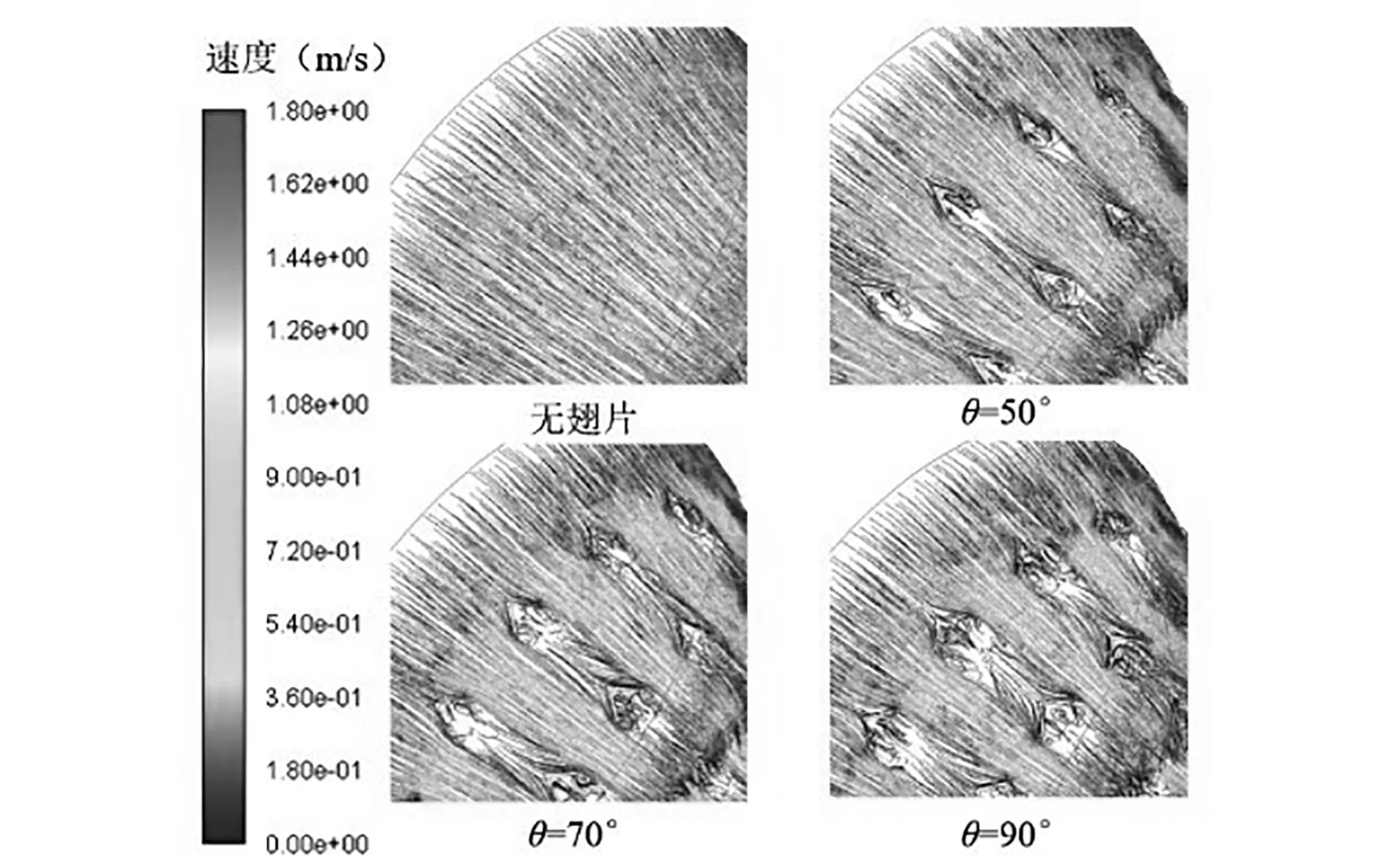
圖10 水冷夾套頭部錐段速度矢量分布
圖11為不同“V”形翅片張角的水冷夾套頭部冷卻水沿流程的壓力曲線。可以看出,對于沒有翅片的光管夾套,壓力降主要出現在折返段。而對于內置微翅片的夾套,在兩處翅片設置的位置,均有一個明顯的小幅壓力降,但主要的壓力降仍出現在折返段。對比不同翅片張角的壓降曲線可以看出,隨著翅片張角的增大,冷卻水沿流動方向的壓降的水平呈提高的趨勢,即流動阻力隨翅片張角的增大而增大。
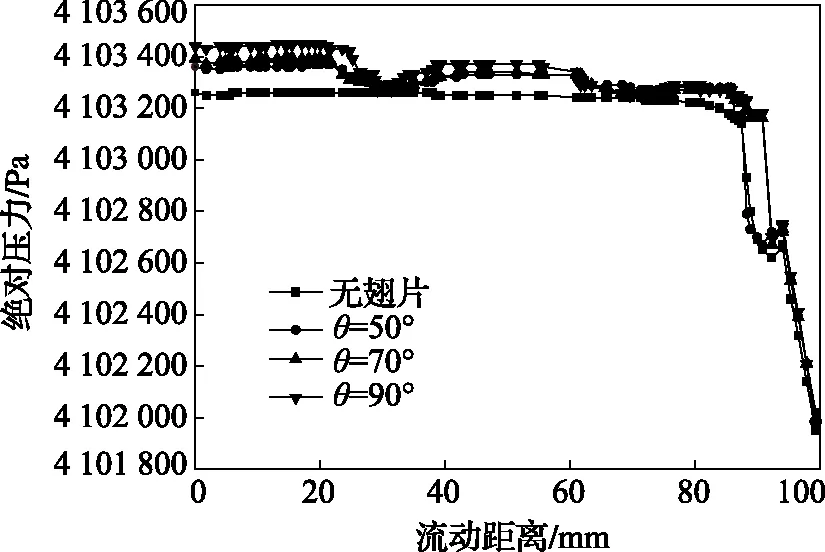
圖11 水冷夾套頭部沿流程壓力分布曲線
3.2 翅片長度對換熱和流動特性的影響
圖12為不同“V”形翅片長度的水冷夾套頭部溫度分布云。由于翅片的長度直接影響了翅片的換熱面積,因而翅片長度對夾套表面溫度分布的影響是顯而易見的。隨著翅片長度的增大,燒嘴側面和端面的高溫區(qū)都得到了明顯的改善,當翅片長度為20 mm時,基本消除了翅片分布區(qū)域的高溫區(qū)。
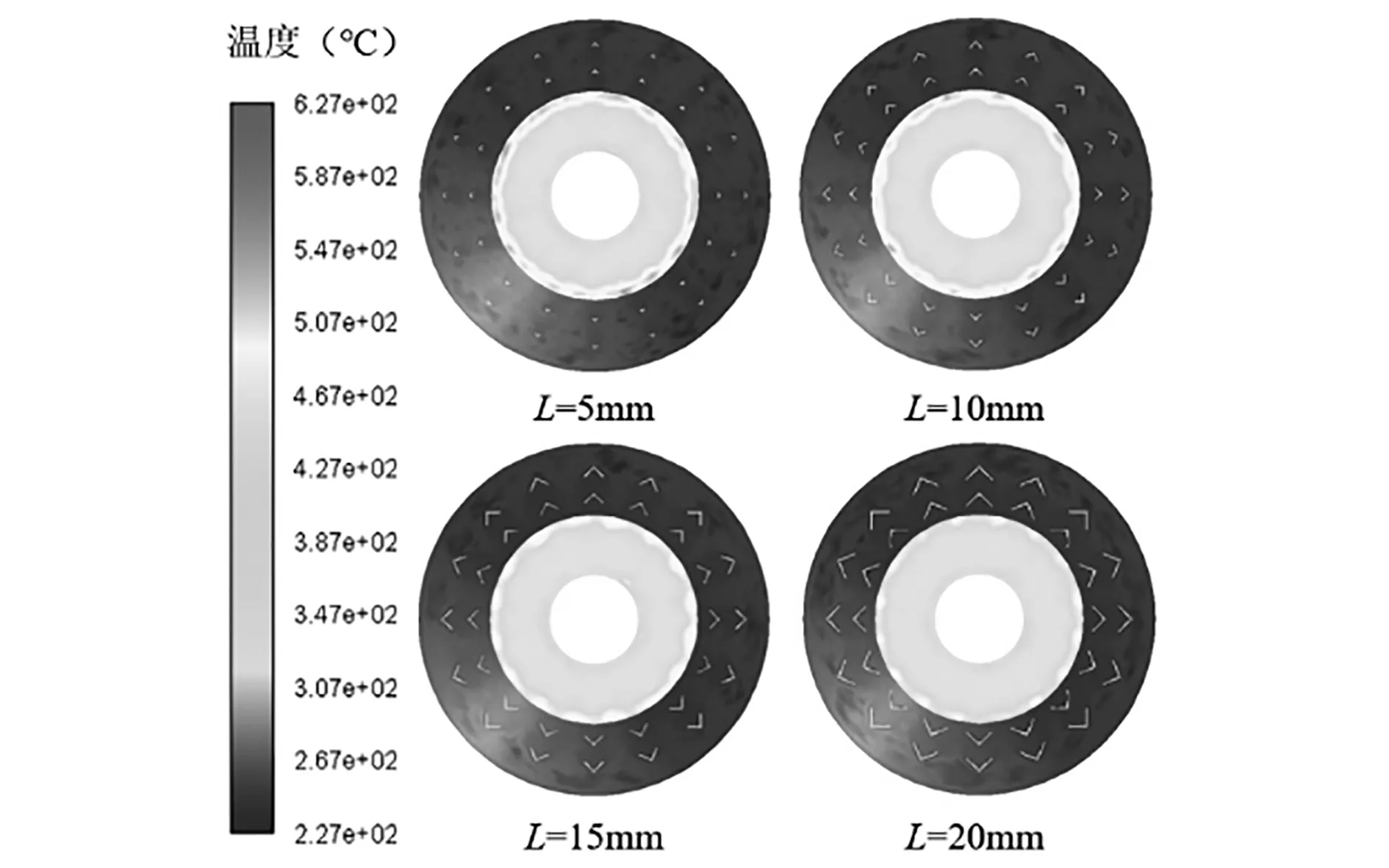
圖12 水冷夾套頭部溫度分布云
圖13為不同“V”形翅片長度的水冷夾套頭部端面沿徑向的溫度分布曲線。可以看出,隨著翅片長度的增大,燒嘴端面溫度降低,而且當長度由10 mm增大到15 mm時,溫度的降低幅度最為明顯,端面平均溫度由435 ℃降低至408 ℃,降幅達27 ℃。
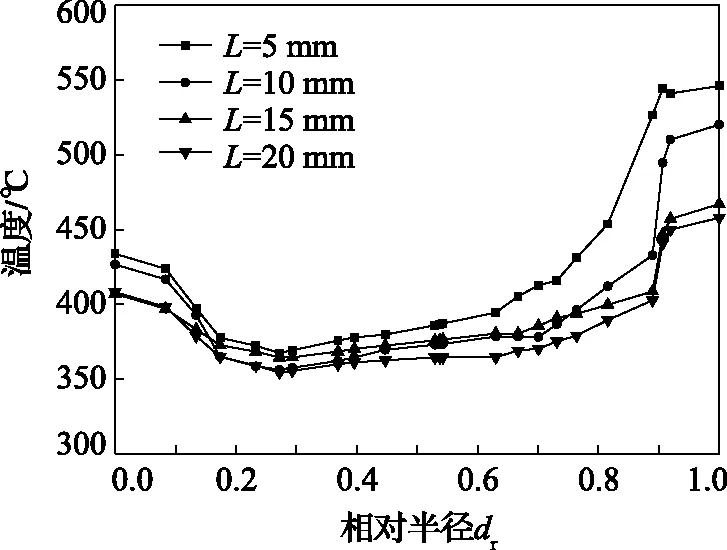
圖13 水冷夾套頭部端面溫度分布曲線
圖14為不同“V”形翅片長度的水冷夾套頭部錐段速度矢量分布。可以看出,翅片長度對夾套內冷卻水流場的影響主要表現在周向。隨著翅片長度的增大,翅片在周向的影響范圍逐漸擴大,當翅片長度為20 mm時,相鄰翅片之間產生的渦流區(qū)域近乎相交。由于相鄰渦流之間的撞擊會增大流體的流動阻力,可以推斷的是,當渦流區(qū)相交重疊后,勢必會造成壓損的大幅提高。因此,在設計翅片長度時,應充分考慮渦流區(qū)的范圍,在增大渦流區(qū)的同時盡量減少其交叉重合的區(qū)域。
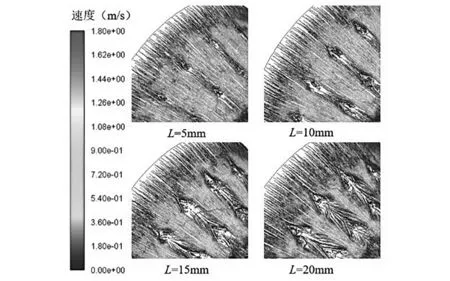
圖14 水冷夾套頭部錐段速度矢量分布
圖15為不同“V”形翅片長度的水冷夾套頭部冷卻水沿流程的壓力曲線。可以看出,隨著翅片長度的增大,冷卻水壓力損失也呈提升的趨勢,其壓降曲線形態(tài)與變張角壓力曲線形態(tài)一致。
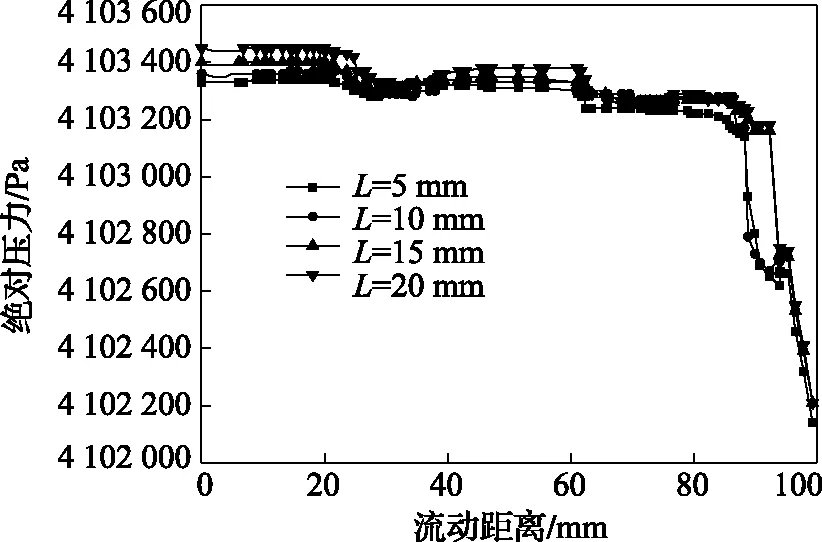
圖15 水冷夾套頭部沿流程壓力分布曲線
4 結 論
針對煤氣化燒嘴運行過程中易出現端部開裂的實際問題,提出采用增材制造的手段在水冷夾套內表面設置微翅片的技術方案,并通過數值模擬的方法,計算分析了內置“V”形微翅片氣化燒嘴水冷夾套的換熱和流動特性,證明了技術方案的可行性,主要結論如下:
(1)根據冷卻水在水冷夾套內的流動方向,可將水冷夾套分為直流段、收縮段、折返段和回流段四個區(qū)域,其中收縮段具有受熱負荷大、壓力損失適中的特點,是優(yōu)化改造的主要區(qū)間段。
(2)水冷夾套內置“V”形微翅片可以顯著改善燒嘴的換熱條件,相比于無翅片光管夾套,燒嘴端面溫度降幅可達42 ℃,有利于延長材料的使用壽命。
(3)“V”形翅片的張角和長度是影響冷卻水流動和換熱的主要幾何因素。隨著張角和翅片長度的增大,水冷夾套換熱的改善程度增大,燒嘴表面的溫度也更低,但同時壓力損失也增大。
(4)“V”形翅片擴張角對夾套內冷卻水流動的影響范圍主要沿燒嘴軸向,翅片長度對冷卻水流動的影響范圍主要沿燒嘴周向。渦流區(qū)的分布是評價冷卻水換熱和流動的主要指標,渦流區(qū)分布越均勻,換熱效果越好,渦流區(qū)交叉重合越多,流動壓降越大。
