某48V IBSG 電機功率模塊bonding 脫線的原因與解決方案
2021-10-29 07:55:02李網靜盧本友孫百重
小型內燃機與車輛技術 2021年4期
關鍵詞:優化
李 楠 李網靜 盧本友 劉 爽 孫百重
(寧波吉利羅佑發動機零部件有限公司 浙江 寧波 315336)
引言
隨著汽車產業國際化及國內的油耗排放標準日趨嚴格,混合動力汽車已成為發展趨勢。48 V 微混動力系統作為改動最小、節油的系統,被汽車生產廠家廣泛列為降低汽車油耗及排放的技術手段。全球范圍內,奔馳、寶馬、奧迪等OEM 汽車公司已有相應的車型上市;通用、福特、大眾等汽車公司也在不斷地進行研發。在國內,吉利、長安、江鈴等汽車公司已推出了自主品牌車型[1]。
48VIBSG 電機作為48V 微混動力系統的重要組成部分,其品質直接決定了該系統是否可以正常工作。本文針對某48VIBSG 電機在運行過程中遇到電機功率模塊bonding 脫線問題的產生原因和解決方案做了介紹。
1 背景介紹
48 V IBSG 電機由電機本體和控制器模塊組成,電機本體為電機的執行部件,對外做功;控制器是電機的大腦。控制器中,功率模塊將電機的交流電轉換為直流電輸出給48 V 電池,使電機作為發電機使用;也可以將48 V 電池的直流電轉化為交流電,使電機作為電動機使用。因此,功率模塊在電機控制器中起著重中之重的作用。
控制器中包含集成電路(Integrate Circuit,IC)。集成電路是當代微電子學的主體,是電子工業的基礎和核心[2]。芯片封裝是芯片產業的重要環節,芯片封裝的好壞直接決定了集成電路的品質。在IC 封裝中,芯片與引線框架(基板)連接,引線連接(wire bonding)是其中一個關鍵的工藝[3-4]。
引線連接是一種利用熱、壓力、超聲波能量將半導體芯片引腳與基板上布線用金屬細絲連接的工藝[5]。本文介紹的48 V IBSG 電機控制模塊中的功率模塊使用了200 μm 的bonding 工藝。
48 V IBSG 電機在運行過程中,出現車輛無法起動故障,在后續的排查過程中發現,原因是電機控制模塊中的功率模塊bonding 脫線。
2 故障及原因分析
2.1 故障分析
故障電機返回后,進行故障分析。
1)讀取DTC 代碼,結果為48 V 電壓傳感器CLOC 故障。如圖1 所示。

圖1 電機DTC 代碼
2)測試功率模塊二極管壓降,結果顯示,功率模塊C2 相二極管短路。如表1 所示。

表1 功率模塊測試結果
3)對C2 驅動電路和驅動電路上元件進行檢測,結果正常。如圖2 所示。

圖2 C2 驅動電路和驅動電路元件檢測
4)去除C2 功率模塊,對電容盒進行檢測,結果正常。如表2 所示。表中,Capacitor 為電容量,ESR 為等效串聯電阻。

表2 去除C2 功率模塊后電容盒檢測結果
經過分析,結果為電機控制器模塊中的功率模塊C2 相體二極管短路。
圖3 為C2 功率模塊與正常功率模塊對比。可以看出,C2 功率模塊出現燒蝕。
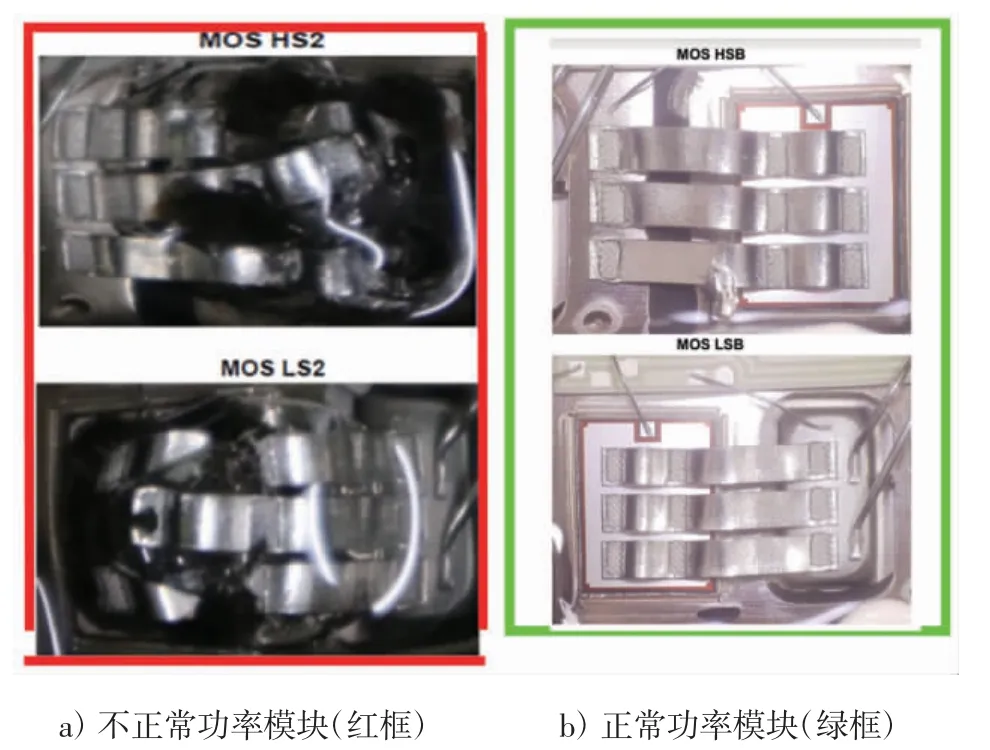
圖3 C2 不正常功率模塊對比正常功率模塊
圖4 為C2 功率模塊與基板的bonding 線脫焊。

圖4 C2 功率模塊與基板的bonding 線脫焊
基板上門驅焊線出現異常,C2 MOS HS 信號紊亂,從而導致C2 MOS HS 失控,失控電流擊穿C2 MOS HS,導致驅動芯片損壞,C2 MOS LS 信號紊亂,進而C2 MOS LS 失控被擊穿。
通過分析,電機失效的根本原因是電機控制模塊中功率模塊與基板的bonding 線脫焊。
2.2 原因分析
電機控制模塊中,功率模塊與基板bonding 線脫線的本質原因是焊接力<120gf。
導致焊接力不足的原因可能有:
1)基板底部缺膠,bonding 過程中,基板支承不穩,能量損失,影響了bonding 的強度。示意圖如圖5所示。

圖5 bonding 基板底部缺膠示意圖
2)基板底部膠溢出過多,bonding 點被污染,阻礙金屬間的相互擴散。示意圖如圖6 所示。
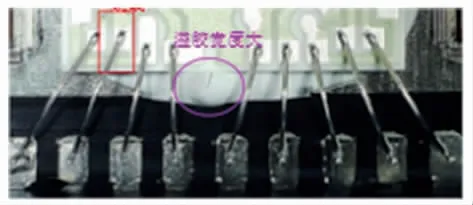
圖6 bonding 基板底部膠溢出過多示意圖
通過對故障件及本批次產品的調查,進行點膠量、點膠路徑、基板下壓高度、膠切片空洞、外界元素、基板傾角、基板邊角狀態、基板溢膠寬度檢測,發現故障件確實存在bonding 基板底部缺膠和bonding基板底部膠溢出過多現象,分別如圖7、圖8 所示。
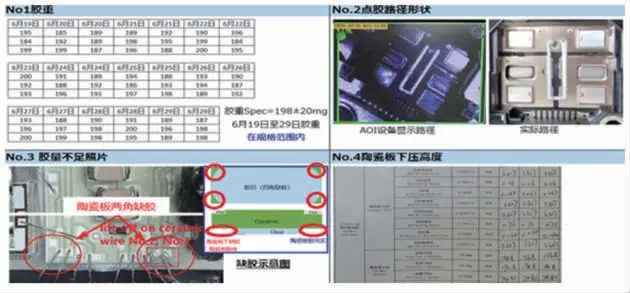
圖7 bonding 基板底部缺膠

圖8 bonding 基板底部溢膠過多
為了進一步鎖定故障原因,進行故障復現試驗。
1)為了模擬基板底部缺膠,特制12 件質量不良的功率模塊,編為1~12 號樣品。并對每一件樣品的bonding 基板的四角進行確認,確保都處于缺膠狀態。如圖9 所示。

圖9 基板兩角缺膠
200 μm 的bonding 線編號由右向左編號,分別為wire1~wire17,如圖10 所示。

圖10 200 μm bonding 編號
拉力測試結果如圖11 所示。

圖11 拉力測試數據(控制下限≥176gf)
通過拉力測試,5 號、9 號樣品的wire1 線拉力小于控制下限,8 號樣品的wire9 線拉力小于控制下限。
推力測試結果如圖12 所示。

圖12 推力測試數據(控制下限≥360gf)
通過推力測試,8 號樣品的wire11 推力小于控制下限。并且8 號樣品wire1、wire2、wire3 和wire8、wire9 線少膠的平均推力比膠充足的wire4、wire5、wire6、wire7 線推力小。
2)為了模擬基板底部溢膠過多狀態,調整膠量,使膠量溢出超過標準值,膠厚度≥0.472 5cm,視為膠溢出過多。如圖13 所示。

圖13 溢膠過多示意圖
圖中,Hglue表示膠厚度,Hceramic表示陶瓷板厚度。通過不良樣品與正常樣品的拉力和推力測試,溢膠過多樣品的拉力和推力均在控制下限之上,未出現脫線問題。溢膠過多樣品與正常樣品的拉力和推力測試結果分別如圖14、圖15 所示。

圖14 溢膠過多樣品與正常樣品的拉力測試數據(控制下限≥176gf)

圖15 溢膠過多樣品與正常樣品的 推力測試數據(控制下限≥360gf)
通過故障再現測試和數據對比可知,基板少膠是導致bonding 脫線的根本原因。基板下方點膠后,基板少膠使得bonding 過程中基板的支承不穩定,導致bonding 焊接力不足。
3 解決方案及驗證措施
3.1 解決方案
從市場售后表現來看,該電機因為bonding 脫線導致的失效未達到批量不良的狀態,說明非工藝參數設置錯誤所致。進一步的研究表明,基板下方的點膠路徑對基板四角缺膠有很大的影響,必須對基板下方的點膠路徑進行優化。
圖16 為優化前的基板下方點膠路徑。優化前,點膠路徑方正。但在基板下壓后,基板的四角容易出現膠缺失。
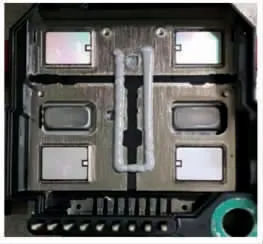
圖16 優化前基板下方點膠路徑
圖17 為優化后的基板下方點膠路徑。優化后,點膠路徑呈現中間向四周發散,基板四角的膠分布更均勻,且不容易出現溢膠的現象。
圖17 優化后基板下方點膠路徑
3.2 驗證措施
優化點膠路徑后,驗證其合理性。
1)用同一劈刀(bond tool)制作60 個樣品,并進行拉力和推力測試,結果如圖18 所示。從圖18 可以看出,拉力和推力均在控制下限之上。

圖18 200 μm bonding 拉力和推力測試結果
2)用3 種不同狀態的劈刀(bond tool)各制作30個樣品,并進行拉力和推力測試。結果表明,優化后,拉力和推力均在控制下限之上,并且優于優化前的狀態,基板邊角少膠狀況也得到了改善。
圖19 和圖20 分別為優化前和優化后邊角少膠情況。
從圖19 和圖20 的對比可以看出,優化后,基板邊角的少膠范圍減小了很多。

圖19 優化前邊角少膠情況

圖20 優化后邊角少膠情況
圖21 和圖22 分別為優化前和優化后的200 μm bonding 拉力測試數據。
從圖21 和圖22 的對比可以看出,優化后的最小拉力176 gf 大于優化前的最小拉力133 gf。

圖21 優化前拉力測試數據

圖22 優化后拉力測試數據
圖23 和圖24 分別為優化前和優化后的200 μm bonding 推力測試數據。
從圖23 和圖24 的對比可以看出,優化后的最小推力382 gf 大于優化前的最小推力381 gf。

圖23 優化前推力測試數據

圖24 優化后推力測試數據
該優化可以適應不同狀態的劈刀(bond tool)焊接。
3)加大樣品數量到1 000 個,并且不分劈刀狀態,進行拉力和推力測試。結果表明,優化后的拉力和推力均大于優化前。
從1 000 個樣品中分別挑選出拉力和推力最小的一個樣品進行優化,優化后的拉力和推力數據分別如圖25 和26 所示。

圖25 優化后拉力測試數據
從圖25 和圖26 可以看出,優化后的最小拉力157 g(f雖小于控制下限但大于標準值)大于優化前的最小拉力133 gf;優化后的最小推力495 gf 大于優化前的最小推力381 gf。

圖26 優化后推力測試數據
該優化方案應用到后續的市場中,未再出現電機功率模塊bonding 脫線的不良現象,優化方案有效。
5 結束語
本文介紹了某48 V 微混動力系統中IBSG 電機功率模塊bonding 脫線產生的原因及對應的解決驗證方案。在不增加成本的前提下,優化方案提高了電機的產品品質,對于因此原因導致的電機失效問題的解決具有一定的指導和參考意義。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
