基于多源同步信號與深度學習的刀具磨損在線識別方法
2021-10-29 09:34:28周世超何建樑孫宇昕王禹林
中國機械工程 2021年20期
尹 晨 周世超 何建樑 孫宇昕 王禹林
南京理工大學機械工程學院,南京,210094
0 引言
刀具作為數控機床的直接切削部件,加工過程中會與工件、加工切屑不斷發生劇烈摩擦,在持續變熱力耦合的作用下會不可避免地產生磨損,直至刀具失效。倘若失效刀具未及時更換,輕則造成工件加工質量下降,重則造成工件報廢、機床故障,因此,實現機床加工過程中刀具磨損狀態的在線監測及識別,對保證機床加工質量穩定性、提高生產效率具有重要意義。
國內外學者在刀具磨損方面開展了大量的研究工作,依據測量原理來看,刀具磨損的識別方法大體可以分為兩類:直接測量法和間接測量法[1]。直接測量法大多通過視覺[2]、光學[3]或圖像[4-5]等測量方式直接對刀具的幾何尺寸、磨損狀態等進行測量,其優點在于能夠直接準確地識別刀刃幾何形狀和表面質量的變化,測量速度快,但其測量過程大都要求停機檢測,無法實現刀具磨損狀態的在線監測,且測量過程易受到切屑、冷卻液影響。不同于直接測量法,間接測量法是利用刀具產生磨損后其加工狀態的變化,測量能夠反映這種變化的切削力[6-7]、振動[8]、聲發射[9-11]、電機功率[12]等信號。隨著信號分析處理技術、特征提取與模式識別技術的不斷發展,間接測量法逐漸成為識別機床刀具磨損狀態主流方法。謝楠等[13]利用機床加工過程中的功率信號,提出了一種融合主成分分析法與C-支持向量機的刀具磨損狀態監測模型;MADHUSUDANA等[14]利用離散小波變換和支持向量機(support vector machine, SVM)構建故障診斷模型;TOBON-MEJIA等[15]利用動態貝葉斯網絡對刀具的磨損狀態進行建模,通過對刀具不同退化階段的判別實現其故障診斷;張棟梁等[16]提出一種融合混沌時序分析與SVM的刀具磨損狀態識別方法。
然而,上述采用間接測量法實現刀具磨損狀態識別的方法大都是基于某一種監測信號開展研究,未考慮不同種類信號在刀具磨損監測中的優勢,如振動信號對加工過程中的刀具狀態變化敏感、主軸電機的電流信號能間接反映刀具與工件間切削力的變化等[1]。近年來,基于數據驅動的機器學習方法在機械設備故障監測與狀態識別中顯示出獨特的優勢與巨大的潛力[17],相比于傳統信號處理方法,深度學習依靠其強大的特征提取能力和出眾的模式識別效果,在利用多源信號實現刀具狀態準確識別方面表現出明顯的優勢[18-20]。DOU等[21]利用稀疏自編碼器對在線監測的振動信號和力進行建模,并成功實現了對不同磨削條件下的刀具磨損判別;SOUALHI等[22]利用自適應神經模糊推理系統提出了一種適用于不同傳感器的健康指標構建方法;CAI等[23]對刀具的切削力、振動信號、聲發射等多源監測信號與刀具磨損狀態間的映射模型進行了研究;高宏力等[24]利用主成分分析法對刀具切削力、振動信號中的多個特征進行分析,實現了刀具壽命檢測;何彥等[25]利用長短時記憶卷積神經網絡,通過振動、力、聲發射等信號實現了刀具磨損的監測。
盡管上述深度學習方法在提取多源信號特征、識別刀具磨損狀態方面已取得一定效果,但一方面其多源信號大都是在實驗環境下且機床在某一特定狀態下運行時采集的,而實際加工過程中機床的加工參數會隨著工序的切換而改變,使得機床的運行狀態始終在變化,制約了這些方法在實際加工過程中的應用。另一方面,利用間接測量法識別刀具磨損狀態的基本前提是多源信號的采集應處于刀具與工件接觸的“切削過程”,而實際加工中諸如工序切換、刀具更替等步驟必定會伴隨著產生刀具與工件未產生接觸的“切削間隙”,如何去除在“切削間隙”中采集到的干擾信號仍有待解決。此外,隨著OPC_UA、MTConnect等機床通信協議的不斷普及,西門子、華中數控等國內外知名數控系統都支持數控系統加工參數的監測與采集,這其中包含了許多與機床加工過程直接相關的控制信號[26],這些控制信號在刀具磨損監測方面的價值仍有待挖掘。
本文提出一種基于多源同步信號與深度學習的刀具磨損在線識別方法,該方法充分利用機床加工過程的刀具振動、主軸功率及數控系統參數等多源信號實現刀具磨損狀態感知,并利用數控代碼觸發的方式避免因加工參數變化而帶來的信號波動。通過引入高頻振動特征和皮爾遜積矩相關系數實現多源信號的樣本區分與特征篩選,避免“切削間隙”信號的干擾的同時提高數據樣本質量。最后采用識別精度高、診斷效率高的一維卷積神經網絡(one-dimensional convolutional neural network, 1-D CNN)搭建刀具磨損狀態在線診斷模型,實驗結果表明該模型與其他模型相比具有更高的診斷效率和準確性。
1 刀具磨損在線識別框架
測量信號的選擇是實現刀具磨損狀態準確識別的重要前提,雖然切削力對刀具磨損變化最為敏感,但高昂的測量成本制約了其應用于實際加工過程。本文綜合振動信號對加工過程中的刀具狀態變化敏感、主軸電機電流的變化與刀具切削力波動高度相關、數控系統加工參數能直接反映機床加工過程等優勢,同時選取刀具振動、主軸功率、數控系統參數作為判斷刀具磨損狀態的多源信號,因此,如何保證多源信號間的同步性至關重要。若不同來源信號間的采樣存在時間差,則各種信號對應的機床實際加工狀態會有差異,進而影響某一時刻下對刀具磨損狀態識別的精度。
綜上所述,本文所提出的刀具磨損診斷方法的詳細流程框架如圖1所示,主要包含4個步驟:
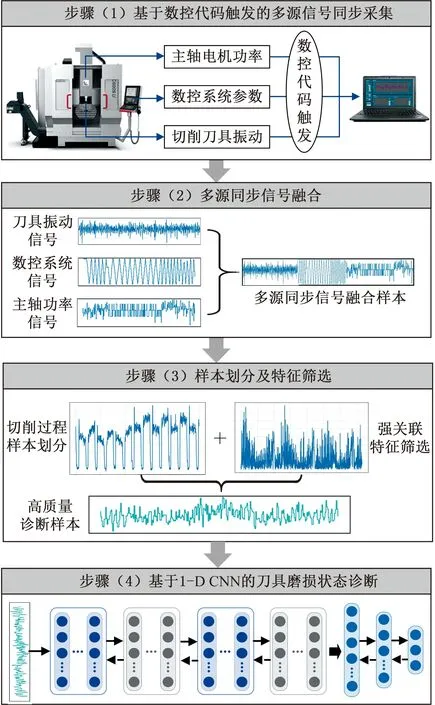
圖1 刀具磨損在線識別方法流程圖Fig.1 Flow chart of the tool wear onlinerecognition method
(1)首先采用數控代碼觸發的方式實現多源信號在特定工序段的采集,該方法不僅能夠保證多源信號的時間同步,還避免了實際加工過程中因加工參數變化而帶來的信號波動干擾。
(2)按照時間一致性原則,利用各類信號的采樣時間信息實現多源數據融合,獲取包含振動、功率及數控系統參數的多源同步信號融合樣本。
(3)由于實際加工中諸如工序切換、上下料等步驟必定會伴隨著因刀具與工件未產生接觸而出現的“切削間隙”,而判斷刀具磨損狀態的融合樣本應對應刀具與工件接觸的“切削過程”,故在獲取多源信號融合樣本后,通過提取振動特征實現“切削過程”樣本劃分,并考慮到多源信號在豐富刀具磨損狀態信息的同時會不可避免地引入無關特征,故利用皮爾遜積矩相關系數篩選出與刀具狀態強關聯的特征,得到高質量樣本的同時減小特征維度。
(4)從提高刀具磨損在線診斷速度的角度出發,選取計算效率較高的1-D CNN模型搭建刀具磨損識別模型,實現刀具磨損狀態的在線識別。
2 刀具磨損診斷方法
2.1 多源信號同步在線采集
本文提出的基于數控代碼觸發的機床加工過程多源數據采集方法的流程見圖2,詳細過程介紹如下:
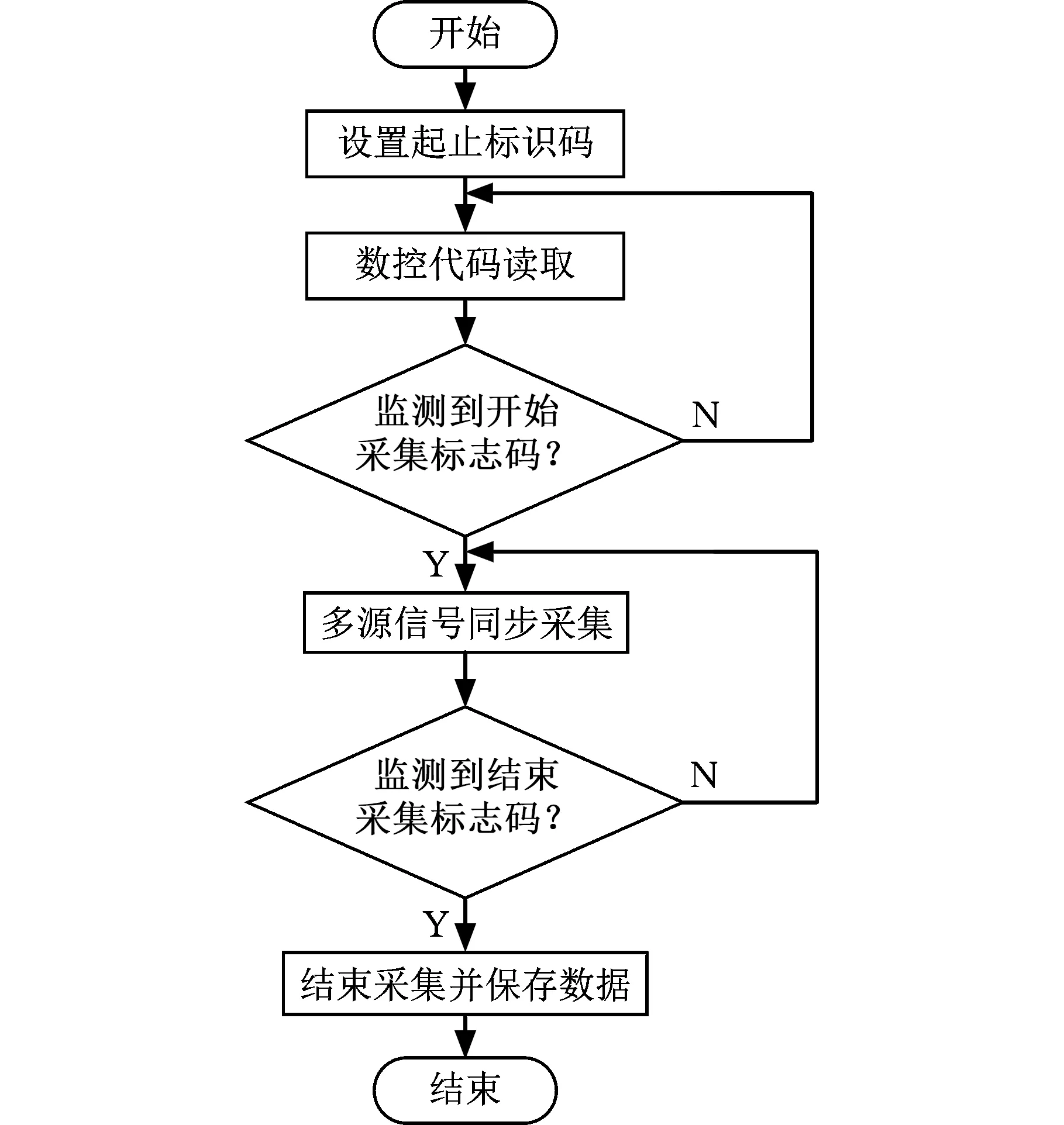
圖2 機床加工過程多源數據采集方法流程圖Fig.2 Flow chart of multi-source data acquisitionmethod during machining
(1)設置采集起止標志碼。分析機床實際加工工序,選取主軸轉速、切削量等主要加工參數恒定或變化較小的工序作為信號采集的目標工序,在其對應的數控程序段之前設置開始采集數控標志代碼,在其數控程序段的結束處設置結束采集標志代碼。
(2)采集標志碼判定。在數據采集上位機中部署多源信號采集程序,并搭建上位機與數據采集硬件的信號傳輸局域網,利用機床通信協議讀取數控系統參數,獲取機床當前運行的數控代碼,并實時判定加工程序是否運行到起止標志碼處。
(3)多源信號同步采集。當監測到加工程序運行到開始采集標志代碼時,多源信號采集程序開始運行,并保存多源信號采集到的時間信息。由于控制數據采集硬件采集的信號軟件自動同時觸發,故不同來源信號標記的時間信息能保證同步。
(4)數據保存。隨著加工程序的進行,當上位機監測到結束采集的數控標志代碼時,停止多源信號采集程序并保存數據,獲得機床運行時在目標工序過程中的多源同步信號。
2.2 多源信號融合及切削過程樣本識別
為實現“切削過程”采集信號的準確識別,將多源信號以樣本的形式進行融合。如圖3所示,由于傳感器及機床數據都是時序信號,故以采樣時間為橫軸,將采樣周期t內采集到的多源數據組成一個融合樣本,其中振動信號的數據樣本記為sv,且sv∈Sv,對應的采樣點數為M,即sv=(sv1,sv2,…svM)。同樣地,功率信號的數據樣本記為sp,且sp∈Sp,其采樣點數為N,則功率數據樣本sp=(sp1,sp2,…,spN);數控系統參數的數據樣本記為sc∈Sc,對應的采樣點數為Q,則數據樣本sc=(sc1,sc2,…,scQ)。將上述振動、功率及數控系統樣本進行歸一化處理,并拼接為多源數據融合樣本,記為x*=(sv,sp,sc)∈X*,即x*=(sv1,sv2,…,svM,sp1,sp2,…,spN,sc1,sc2,…,scQ)。

圖3 多源信號融合示意圖Fig.3 Diagram of multi-source signal fusion

(1)
其中,fm為頻域信號頻率分量,dvm為對應的頻域信號的幅值。設定切削狀態區分閾值,實現“切削過程”與“切削間隙”融合樣本的劃分,獲得僅包含“切削過程”融合樣本x#的數據樣本集X#。
2.3 多源信號樣本的特征篩選
由多源信號組成的數據樣本x#∈X#在全面反映機床刀具磨損狀態的同時,不可避免地會引入無關的信號噪聲。為提高樣本質量、減小數據維度,提出基于皮爾遜積矩相關系數的特征篩選方法。皮爾遜積矩相關系數廣泛用于度量兩個變量間線性相關程度,用字母r表示。r的變化范圍在[-1, 1]之間,其大小表示兩個變量之間的相關性,當r>0時表明兩個變量間大體成正相關關系,反之兩個變量則表現為負相關,其數學定義為兩個變量間協方差和標準差的比值:
(2)
其中,X、Y表示變量,μ、σ分別為均值與方差。由于融合樣本表示一段加工時間內采集得到的離散信號,對應信號特征的總體分布無從確定,故本文采用基于樣本度量的方式計算融合樣本x#各維特征與刀具磨損狀態之間相關系數,公式如下:
(3)

2.4 刀具磨損診斷模型
針對經過切削過程樣本篩選、特征篩選得出的多源信號樣本x∈X,本文用計算效率較高的的1-D CNN實現刀具磨損狀態在線識別。1-D CNN由輸入層、交替鏈接的卷積層和池化層、全連接層和輸出層構成。
(4)
i=1,2,…,N

xl+1=maxpool(yl,σ)
(5)

(6)

(7)


(8)

3 實驗
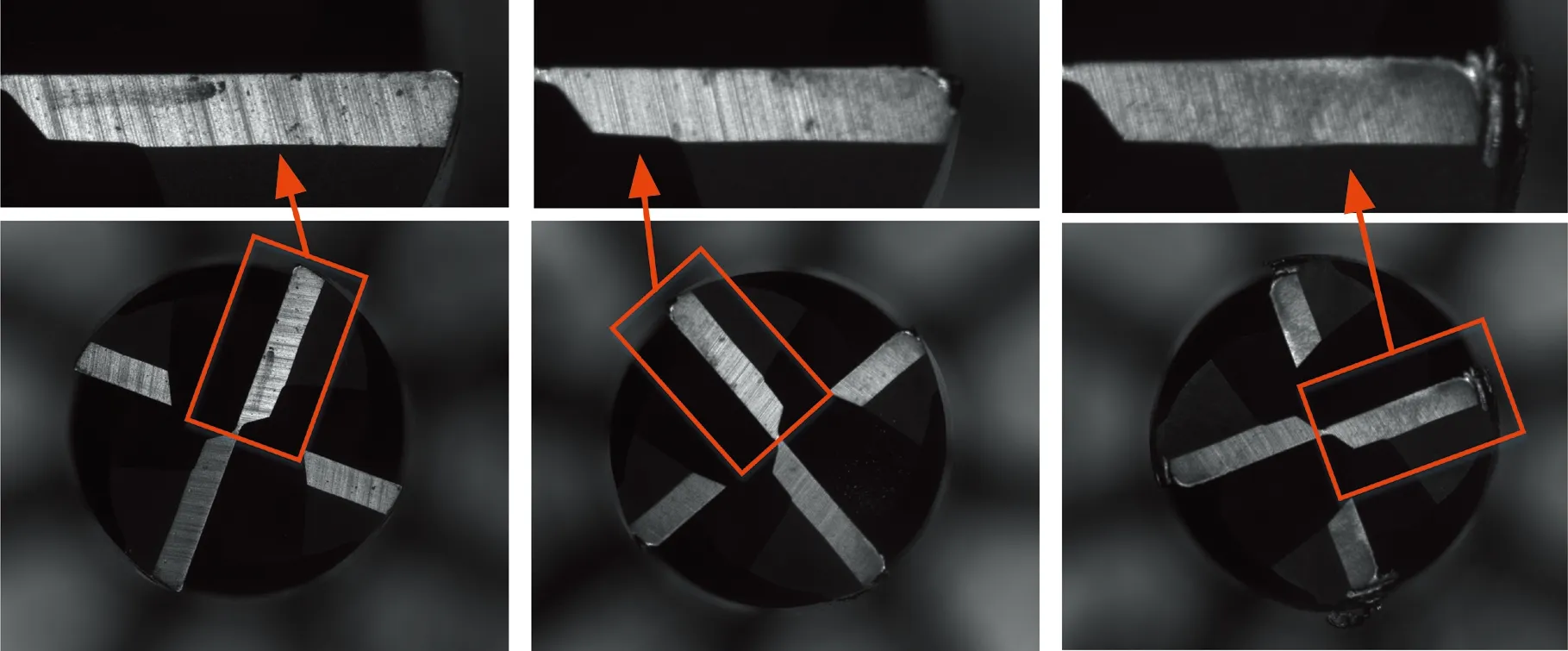
(a)初期磨損 (b)正常磨損 (c)急劇磨損圖4 實驗刀具底刃磨損圖Fig.4 The bottom edge wear pictures ofexperimental tools
為了驗證本文刀具磨損在線識別方法在機床加工過程中的有效性,以大連科德的KMC600S UMT五軸立式車銑復合加工中心為對象,對其刀具磨損狀態進行在線監測。實驗中刀具磨損狀態按照初期磨損、正常磨損、急劇磨損劃分[1],分別采用新刀、加工精度保持穩定的刀、已磨鈍即將更換的平頭銑刀對45鋼件進行加工。圖4為實驗選取銑刀在顯微鏡下的底刃磨損圖,可以看出:在初期磨損階段,刀尖出現細微缺失;隨著加工的進行,刀具進入正常磨損階段,刀刃出現較小缺口,表面逐漸出現明顯的擦傷;進一步加工,刀具進入劇烈磨損階段,刀刃出現較大缺口,并伴隨有卷刃現象,切屑粘黏在刀具刃口處。考慮到刀具初期磨損過程相對較短、長時間用磨鈍刀具加工可能會影響機床性能,分別使用新刀、穩定加工的刀、已磨鈍的刀完成10、20、15個工件的加工。結合實際加工工藝,選取工件加工中的平面銑削過程為監測工序,該工序中主軸轉速為2000 r/min,切削深度為1 mm,進給量為0.5 mm/r。
實驗裝置如圖5所示,其中振動信號通過安裝在主軸箱體上的Dytran3143D三軸加速度傳感器和NI CDAQ-9189數采箱進行采集;功率信號利用與主軸供電模塊相連的HIOKI-PW3337功率分析儀進行采集;數控系統信號利用Socket協議由加工中心的GNC62型數控系統實現采集。通過現場網線和交換機將數采箱、功率分析儀和數控系統組成數據采集局域網,依照2.1節所述的方法,在數控加工程序中插入采集標識碼的同時將相應信號采集軟件部署到采集控制電腦中,實現振動、功率以及數控系統參數的同步在線采集,其中振動信號采樣頻率為12 kHz,功率信號采集頻率為20 Hz,數控系統信號采樣頻率為1 Hz。

圖5 實驗裝置Fig.5 Experimental setup
4 結果及分析
4.1 多源信號同步性驗證
以加工一個工件采集到的多源信號為例,選取X向振動、U相電流以及Y軸位置來驗證振動信號、功率信號以及數控系統信號的同步采集情況。保存的數據記錄顯示:采樣時間從10∶12∶31開始到10∶17∶28結束,歷時298 s。期間共采集得到X向振動3 586 000個數據點,U相電流5968個數據點,Y軸位置299個數據點。振動信號、功率信號以及數控系統參數的采樣頻率之比為12 000∶20∶1,實際測得數據點數比值為11 993∶19.96∶1,考慮到小于1 s時間內產生的采樣差異及時間記錄誤差,上述誤差在可接受范圍內。進一步將上述采集信號進行可視化,如圖6所示,可以看到X軸振動信號和Y軸位置具備較明顯的周期性,符合目標工序中來回銑削的加工特點。實驗結果表明,本文提出的加工過程多源信號同步采集方法可有效獲取機床運行在目標程序段的數據。
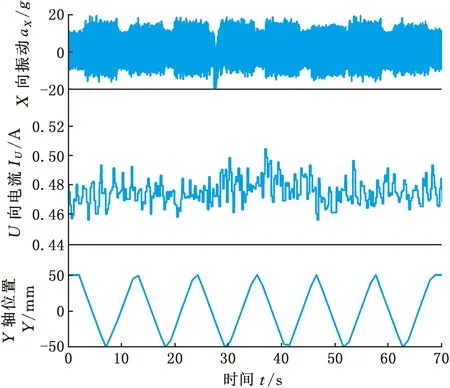
圖6 單工件加工過程多源信號Fig.6 Multi-source signals during oneworkpiece processing
4.2 刀具磨損診斷模型驗證
刀具磨損狀態模型的驗證包含三個步驟:①“切削過程”自動識別;②多源信號強相關特征篩選;③基于1-D CNN的刀具磨損狀態識別。如第2.1節所述,以采樣頻率最低的數控系統信號為基準,設定一個多源信號融合樣本的采樣時間為1 s,則x*=(sv,sp,sc)∈R4012×1,其中振動信號數據樣本sv∈R3600×1,功率信號數據樣本sp∈R400×1,數控系統信號數據樣本sc∈R12×1,獲得多源信號數據集X*共3264條數據樣本,其中刀具初期磨損、正常磨損以及急劇磨損的樣本數分別為717、1534、1013。
4.2.1切削過程自動識別

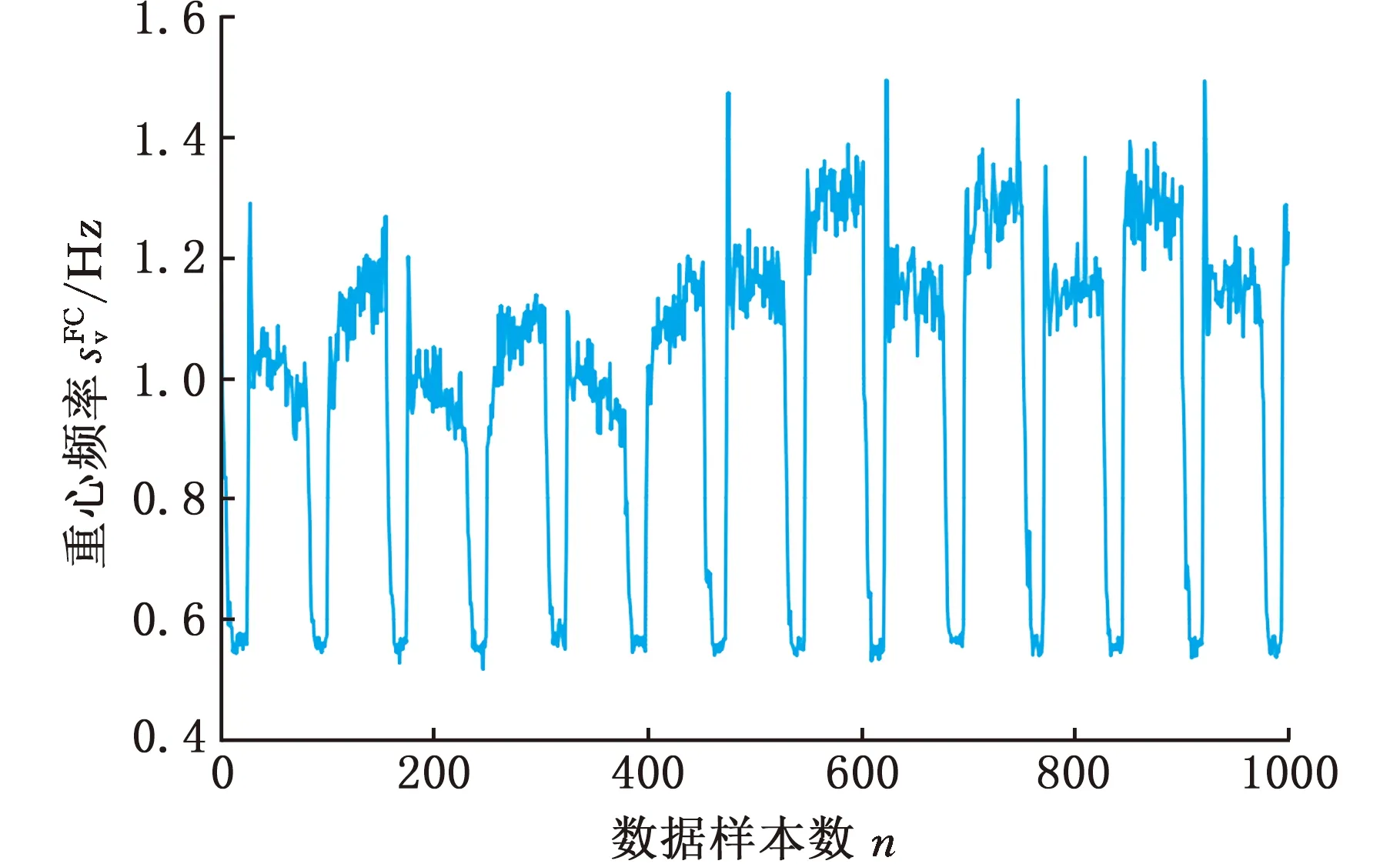
圖7 部分振動信號的中心頻率圖Fig.7 Center frequency diagram of vibration signals
4.2.2多源信號特征篩選
首先利用傅里葉變換將樣本x#中的振動信號sv轉換到頻域,并去除其中的直流分量,考慮到頻域頻譜的對稱性,選擇只保留一半的頻域特征,則獲得振動特征s′v∈R1800×1;將功率信號sp中的每個功率參數取其平均值,則獲得的功率特征s′p∈R20×1;由于數控系統信號采樣頻率低,故直接以原始信號作為特征,即s′c∈R12×1。綜上所述,在進行特征篩選前,多源信號融合樣本x#∈R1832×1具備1832維特征,其詳細構成如表1所示。
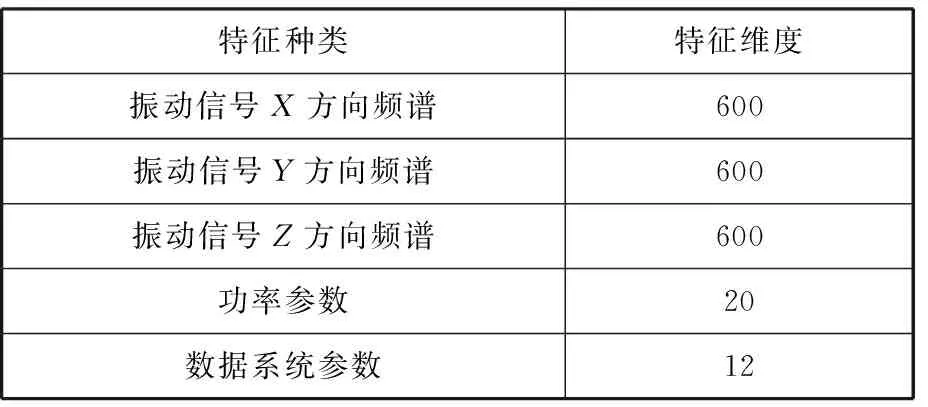
表1 融合樣本的特征分布
針對上述共1832維特征,利用式(3)分別計算它們與刀具磨損狀態的相關系數r′,計算結果可視化如圖6所示。基于r′值判斷特征是否相關的閾值需結合實際加工過程中的工藝參數進行確定,例如本文監測的目標工序中的主軸轉速始終為2000 r/min不變,而該特征與刀具磨損狀態的r′值為0.08,即相關系數閾值應大于0.08。通過類似分析,最終設置相關系數閾值為0.2,小于該閾值的特征進行剔除,最終獲得的單個數據樣本x∈R652×1。為直觀展示特征篩選的作用,采用t-SNE降維方法,將經過特征篩選后樣本與原始信號樣本可視化如圖9所示。由圖可知,相較于特征篩選后的數據樣本,原始信號樣本重疊度較高,且分布毫無規律;而經過特征篩選后樣本不僅重疊度降低、區分性變強,而且分布呈現出環狀規律,證明了特征篩選方法的有效性。

圖8 信號特征與刀具磨損狀態的r′系數分布Fig.8 r′values between signal features and toolwear status

(a)原始信號樣本
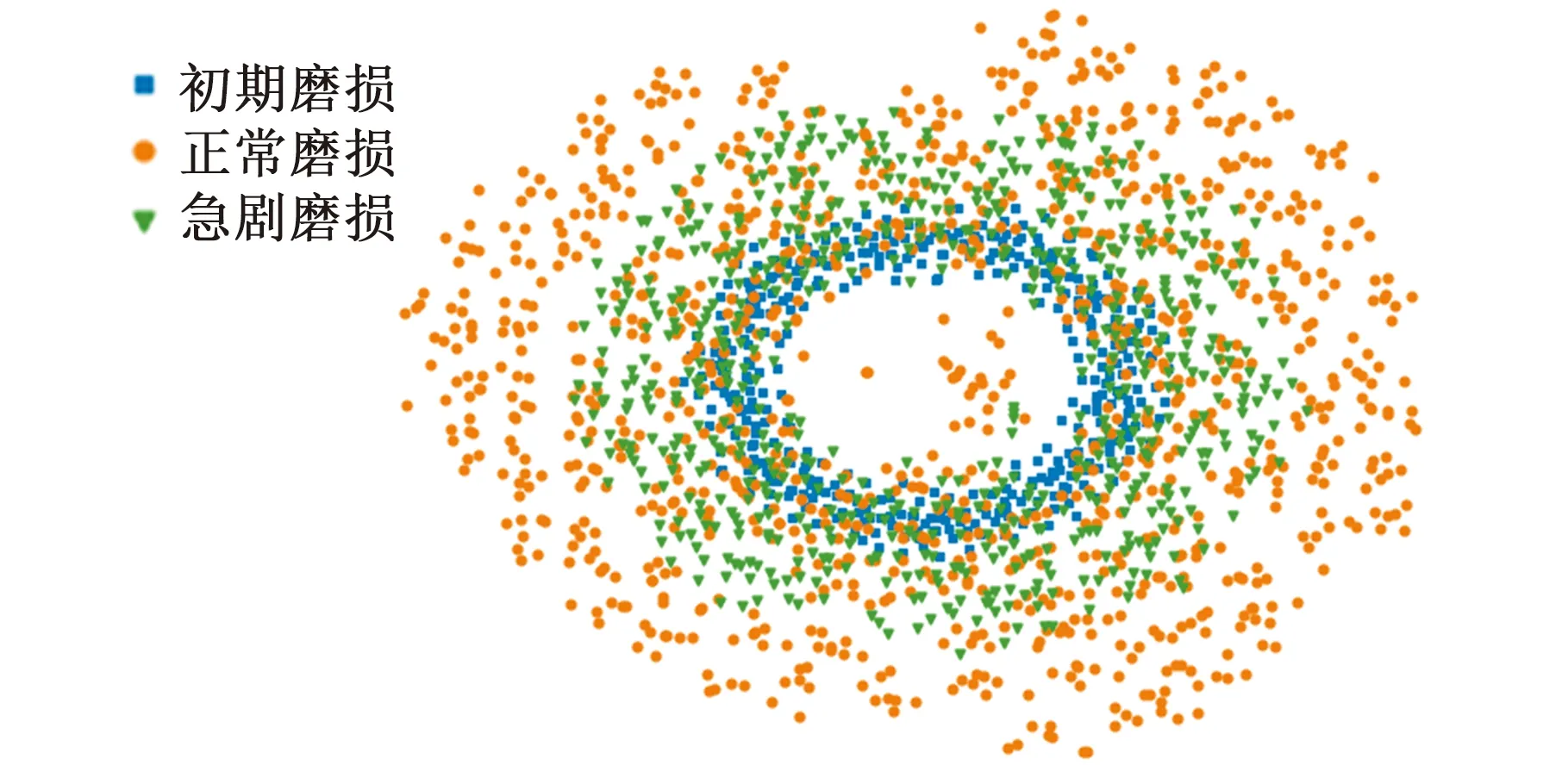
(b)特征篩選后樣本圖9 數據可視化Fig.9 Data visualization
4.2.3刀具磨損狀態識別結果及分析
經過“切削過程”樣本篩選和多源信號特征篩選后,用于實現刀具磨損識別數據集X共包含2199條特征維度為652的數據樣本,從中隨機選取80%的樣本作為訓練集,其余作為測試集。為了保證模型的順利收斂,訓練過程采用變學習率和5折交叉驗證的方式進行,提高樣本容量的同時增強模型的魯棒性。圖10所示為訓練過程的損失曲線及識別精度,模型較快地收斂到了最優點。重復上述步驟20次,最終獲得基于1-D CNN的刀具磨損狀態診斷模型平均識別精度高達99.81%,表明了1-D CNN在刀具磨損狀態識別中的有效性。更進一步地,圖11所示為經過1-D CNN卷積層提取后的信號特征,相較于圖9b中特征篩選后的樣本,經過卷積映射后刀具磨損狀態已能實現明顯區分,證明了本文方法的有效性。
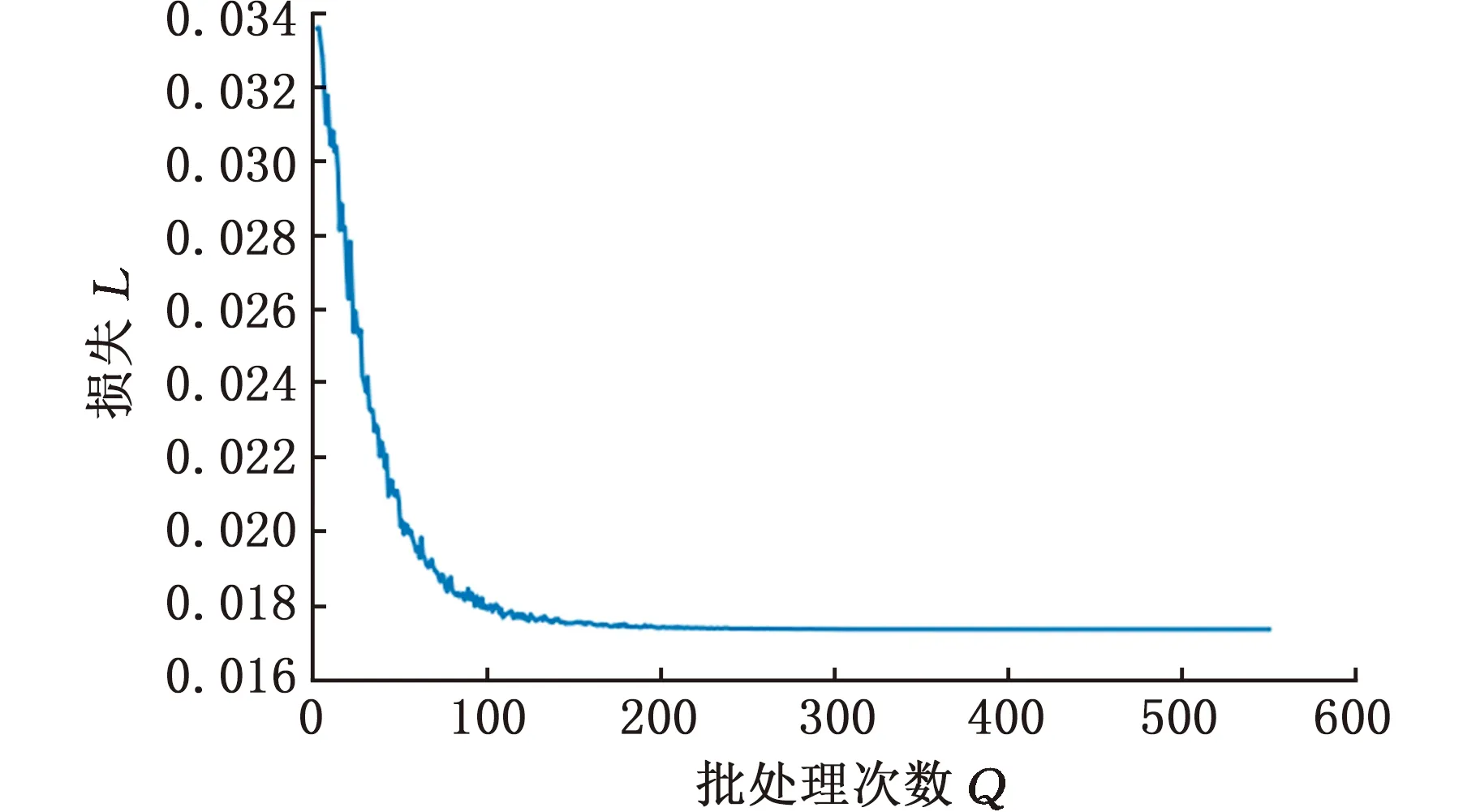
(a)損失曲線
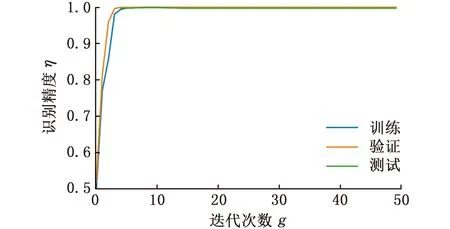
(b)識別精度曲線圖10 1-D CNN訓練過程Fig.10 Training process of 1-D CNN

圖11 1-D CNN中卷積層提取后的信號特征Fig.11 Extracted features of the convolutionallayers in 1-D CNN
為更好地說明1-D CNN診斷模型在刀具磨損狀態識別中的優越性,將常用的分類模型如隨機森林(random forest, RF)、支持向量機(SVM)和BP神經網絡作為對比進行實驗,同樣重復訓練20次,不同模型的平均識別精度及每100個數據樣本的計算時間如表2所示。實驗結果表明,上述模型均有效地識別刀具的磨損狀態,其中1-D CNN模型的識別精度99.81%最高,計算時間為22.98 ms,僅次于BP神經網絡,這主要是因為1-D CNN作為深度神經網絡在前向傳播及反向迭代過程中需要經過更多卷積層和池化層的映射。但從診斷精度來看,BP神經網絡97.42%的診斷精度是所有模型中最低的。SVM的識別精度僅次于1-D CNN,為99.12%;但從計算時間來看,SVM又比1-D CNN要慢一個量級,為209.4 ms。為進一步展示不同模型針對每種刀具磨損狀態的診斷效果,將每種模型的混淆矩陣可視化,如圖12所示。由圖可知,各模型對刀具正常磨損狀態的識別精度最高,均能達到100%。而識別率相對較低的BP、RF模型主要是不能完全區分刀具初期磨損與急劇磨損階段的樣本,潛在原因可能是刀具在正常磨損階段切削狀態相對平穩,在初期和急劇磨損階段的狀態變化都比較劇烈所致。而在實際機床監測過程中,需要監測提示更換的正是處于急劇磨損階段的刀具。綜上所述,相對于其他三種模型,1-D CNN模型為實際生產過程中刀具磨損狀態識別的最優選擇。

表2 不同模型診斷結果

(a)隨機森林分類 (b)支持向量機分類

(c)BP神經網絡分類 (d)1-D CNN分類圖12 不同模型的混淆矩陣Fig.12 The confusion matrixes of different models
5 結論
本文提出一種基于多源同步信號與深度學習的刀具磨損在線識別方法,該方法利用數控代碼觸發的方式實現了實際加工過程中刀具振動、主軸功率、數控系統參數等多源信號的同步采集,結果表明該方法可以準確有效地采集到目標工序的多源信號,有效排除了實際加工過程中因工序變化而帶來的信號波動干擾;同時,基于高頻振動特征和皮爾遜積矩相關系數的信號處理方法可以有效實現樣本劃分和特征篩選,保證了多源信號融合樣本的有效性;最后基于1-D CNN建立的診斷模型有效地實現了刀具磨損狀態的在線識別,與支持向量機、隨機森林以及BP神經網絡模型相比,該模型具備更高的識別精度和更快的診斷效率。另外,本文所提方法中功率信號的采集仍依賴于特定的采集裝置,實際應用中會帶來額外的成本,因此如何充分利用數控系統參數中功率相關的信號、降低多源信號采集成本將是下一步要研究的問題。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25