采用OPC統一架構的鍛造車間能耗數據采集與監管系統
2021-10-29 09:34:30焦瑀陽陳行政
中國機械工程 2021年20期
焦瑀陽 李 麗 聶 華 周 麗 陳行政 李 濤
1.西南大學工程技術學院,重慶,4007152.中國船舶重工股份有限公司重慶長征重工有限責任公司,重慶,400083
0 引言
鍛造是零件毛坯的一種加工方法,其成形質量直接決定了零部件的精度、性能及壽命,是裝備制造、汽車、軍工、造船、航空航天等行業中的一種重要加工工藝[1],例如,造船采用鍛造工序加工曲軸、曲柄[2],航空航天使用了等溫鍛造技術、精密環軋技術[3]。我國重工企業在國家策略指引下,不斷引進新的工藝、加工設備,并對監測指標進行更新。與此同時,各類底層新設備也帶來了很大的挑戰[4],導致出現了以下問題:①鍛造工藝的生產線布置較長,車間占地面積大,新老設備間的互通較為困難;②歷史悠久的重工企業無法及時獲取生產中的各項能耗數據,難以實現實時管理與監控,無法判斷出能耗損失的具體環節及原因[5];③通信協議多樣,只能被動收集各種不同的通信數據來與底層設備匹配,延緩了車間信息化的建設進程。因此,必須攻克這些問題,實現鍛造工藝流程的能源利用高效化、能耗數據智能化,提高鍛造企業核心競爭力。
OPC統一架構(OLE for process control unified architecture,OPC UA)是一種機器對機器的通信技術,基于該技術,從傳感器到可編程機器的多個設備可通過一個通信線程連接起來[6]。監控系統,如數據采集與監視控制(supervisory control and data acquisition,SCADA)系統、制造執行系統(manufacturing execution system,MES)和企業資源計劃(enterprise resource planning,ERP)在OPC UA的連接范圍內,這些監控系統既可以嵌入到生產資源中,也可以作為插件安裝[7],通過其簡捷但強大的結構,用于各種類型網絡的客戶端和服務器之間消息的通信,促進信息交換[8]。CAVALIERI等[9]提出的Web平臺能訪問一個或多個OPC服務器,通過Web交換信息。OPC UA的作用不僅僅是作為從設備到數字存儲的橋梁,通過其適用性,還可以完成從數字存儲到客戶端顯示的過程[10]。林博宇等[11]設計的一套鍛造車間數據采集與分析系統僅包含OPC UA協議采集接口,未涉及信息采集與交互的建模過程及具體應用的場景。
綜上所述,數據采集及其標準化、可視化是實現鍛造車間信息化、智能化轉型的基礎。但是,目前國內鍛造車間的數據采集、數據傳輸匯總、能耗監管相關研究較少。采用信息模型對車間的數據進行梳理和組織、標準化集成方案、統一信息交互模型,是解決上述問題的關鍵。針對鍛造車間的信息模型及其應用開展研究,筆者提出采用OPC UA的鍛造車間能耗數據采集與監管系統。
1 鍛造車間能耗數據采集與監管系統需求分析
1.1 鍛造車間數據特點分析
鍛造車間中的重型設備眾多。鍛造加工、熱處理和機加工均屬于高能耗生產環節,車間造價高、占地面積大[12-13],且車間中的加熱爐、電阻爐眾多,型號也各不相同,新購買的先進設備與原有老設備共存,這造成了整條鍛造生產線內每個設備的能耗數據采集難以實現,如何完成自動化和信息化是鍛造車間急需解決的一個重要問題。現階段的信息化管理水平較低,往往只實現了生產線上硬件設備的自動化,生產線的信息管理依舊更多依賴人工的線下參與[14],同時,生產物料信息和車間人員信息也較為繁雜。綜合以上分析得到鍛造流程中需采集及監管的數據類型,如圖1所示。
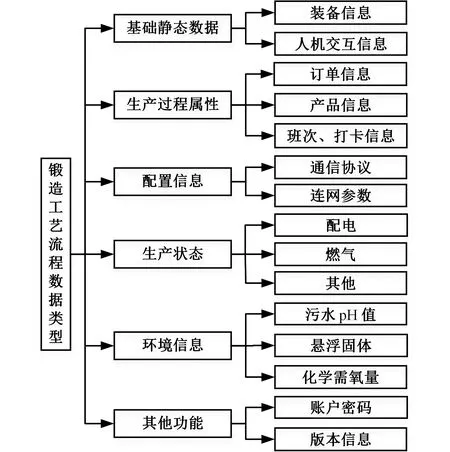
圖1 鍛造流程數據類型Fig.1 Data types in forging process
1.2 能耗數據采集與監管系統需求分析
結合鍛造生產線的生產特點可得系統的功能需求如下:
(1)在線監測分析。從鍛造工藝、能源管網、設備實時工況等幾個層面全方位監測并展示車間現場的實際能耗數據和設備運行狀況。
(2)信息查詢。能源類型、設備信息、查詢的起始時間和結束時間等信息的查詢結果以列表、曲線的形式展示。通過歷史數據查詢可查看任意設備的指定變量在選定時間段內的分鐘級、小時級的數據,為異常原因分析提供依據。
(3)設備管理。設備檔案功能是實現對系統設備的集中管理,有權限的用戶可在線修改設備的固有屬性、特殊參數等信息。通過設置設備類型、能源類型對當前分析對象進行篩選,選擇需要錄入的設備名稱。
(4)報警管理。報警記錄主要是對設置的報警信息(包括實時報警信息和歷史報警信息)進行集中管理。管理人員可根據需求對設備的報警條件進行增刪改操作;通過設置相應的報警條件,達到關聯提醒、控制操作和節能分析的目的。
2 能耗數據采集與監管系統的總體網絡架構
通過工業以太網和通信技術可將捕獲的數據傳輸并存儲到企業數據庫,同時進行數據預處理,為進一步的數據挖掘和決策提供有效可靠的數據支持。所挖掘的結果將為節能減排的優化控制和決策提供有價值的信息。
2.1 鍛造車間多源異構數據感知與獲取整體架構
如圖2所示,整個多源異構數據感知與獲取架構分為硬件層、數據采集層、數據層、功能層、應用管理層。
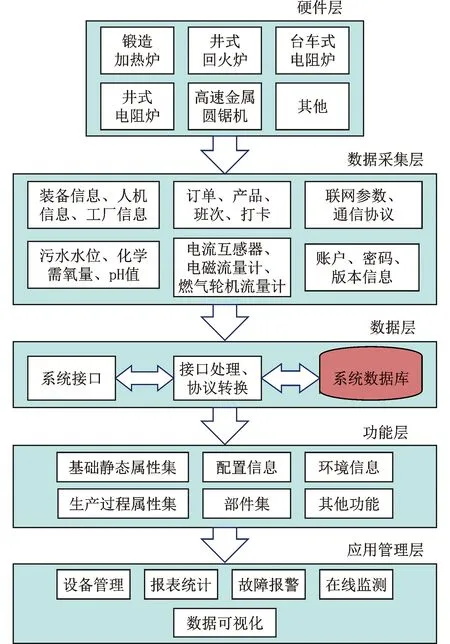
圖2 鍛造車間多源異構數據的感知與獲取整體架構Fig.2 Overall architecture of multi-sourceheterogeneous data perception and acquisition inforging workshop
(1)硬件層是鍛造生產線的執行資源,包括模鍛、自由鍛所需的加熱爐、回火爐等設備,是實現數據采集、決策等一切后期分析的實體基礎。
(2)數據采集層在分布式、動態制造環境中配置物聯網設備,捕獲空間維度(機器、車間、工廠、系統)、數據維度(工廠信息、訂單信息、能源信息)和時間維度(分、時、日、月)的多源異構數據。
(3)數據層根據不同的應用目標,將多源異構數據集清理、集成并存儲在不同的企業數據庫中,為后續功能層的實現提供數據支持。
(4)功能層從區域、班組、工序、單耗等方面進行多維度的分析。監控室的監測計算機提供直觀的人機交互接口來實現與控制計算機的數據交互,通過界面實時顯示鍛造過程中產生的各種傳感器參數。
(5)應用管理層實現能耗信息的分析和診斷,實現實時監測、能耗分析、節能診斷,優化企業現有的能源運營控制策略,達到節能降耗的目的。
2.2 鍛造車間數據傳輸路線
如圖3所示,智能儀表(電流互感器、燃氣輪機流量計、水系統電磁流量計、污水在線監測儀)用于監控和捕獲生產過程中的能耗數據,搭建大型構件離散制造工廠能源的多源異構數據采集網絡,實現能源及環境排放數據的實時采集和傳輸。通過編寫相關通信協議接口,基于.NET平臺,設計C+語言的采集程序,將車間各個設備的數據采集至服務器數據庫進行存儲。
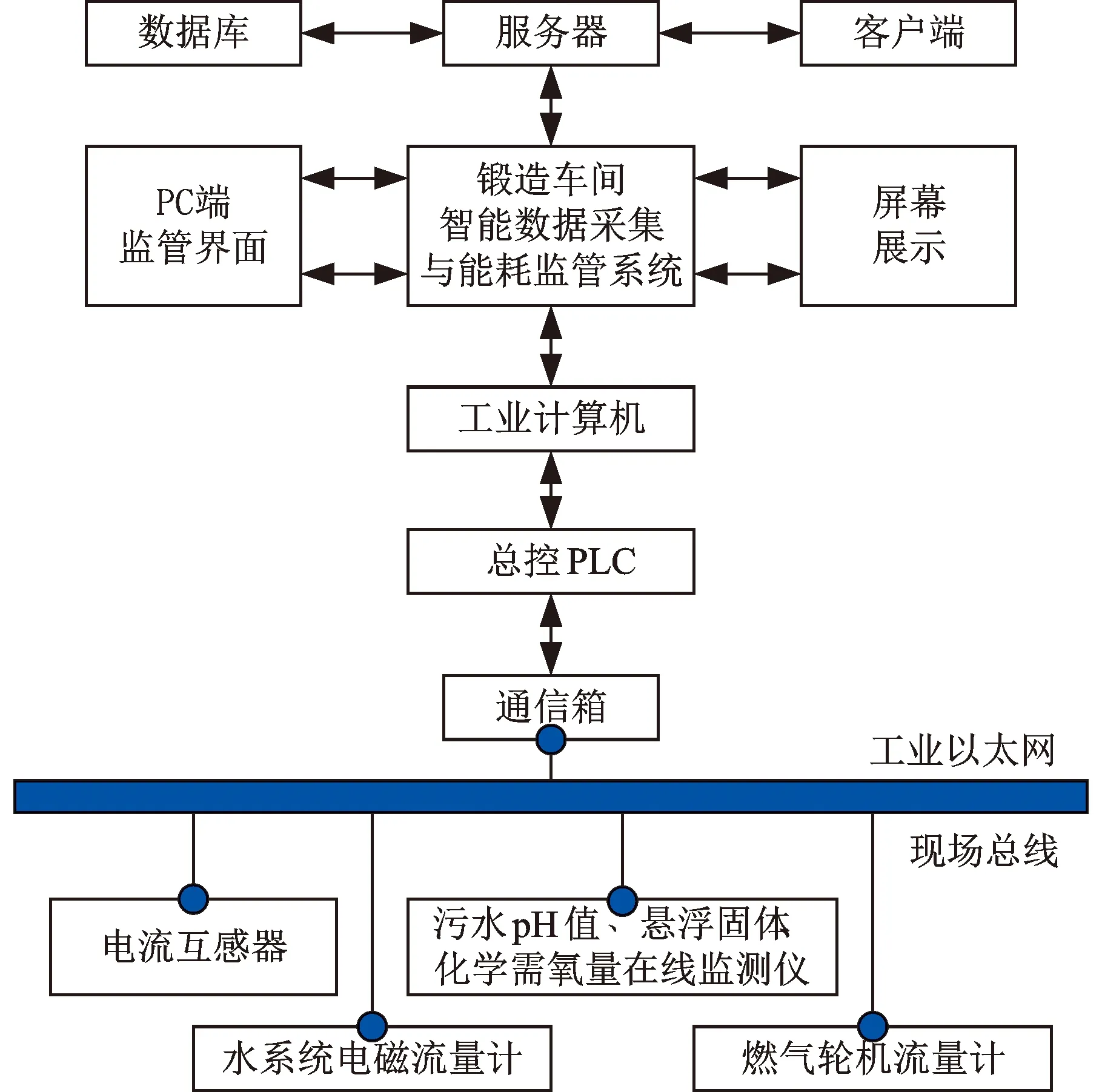
圖3 面向鍛造車間的數據傳輸路線Fig.3 Data transmission route of forging workshop
3 采用OPC UA的能耗數據采集與監管系統的關鍵技術實現
鍛造車間具有多種能源介質,這些能耗數據需要從工廠的制造設備(回火爐、加熱爐、模鍛錘等)、供配電系統、天然氣系統及車間污水處理站獲取。在車間硬件層,通過TCP/IP協議連接相應的數控設備,通過設備的私有協議進行數據采集,其具體技術方案的實現如圖4所示。
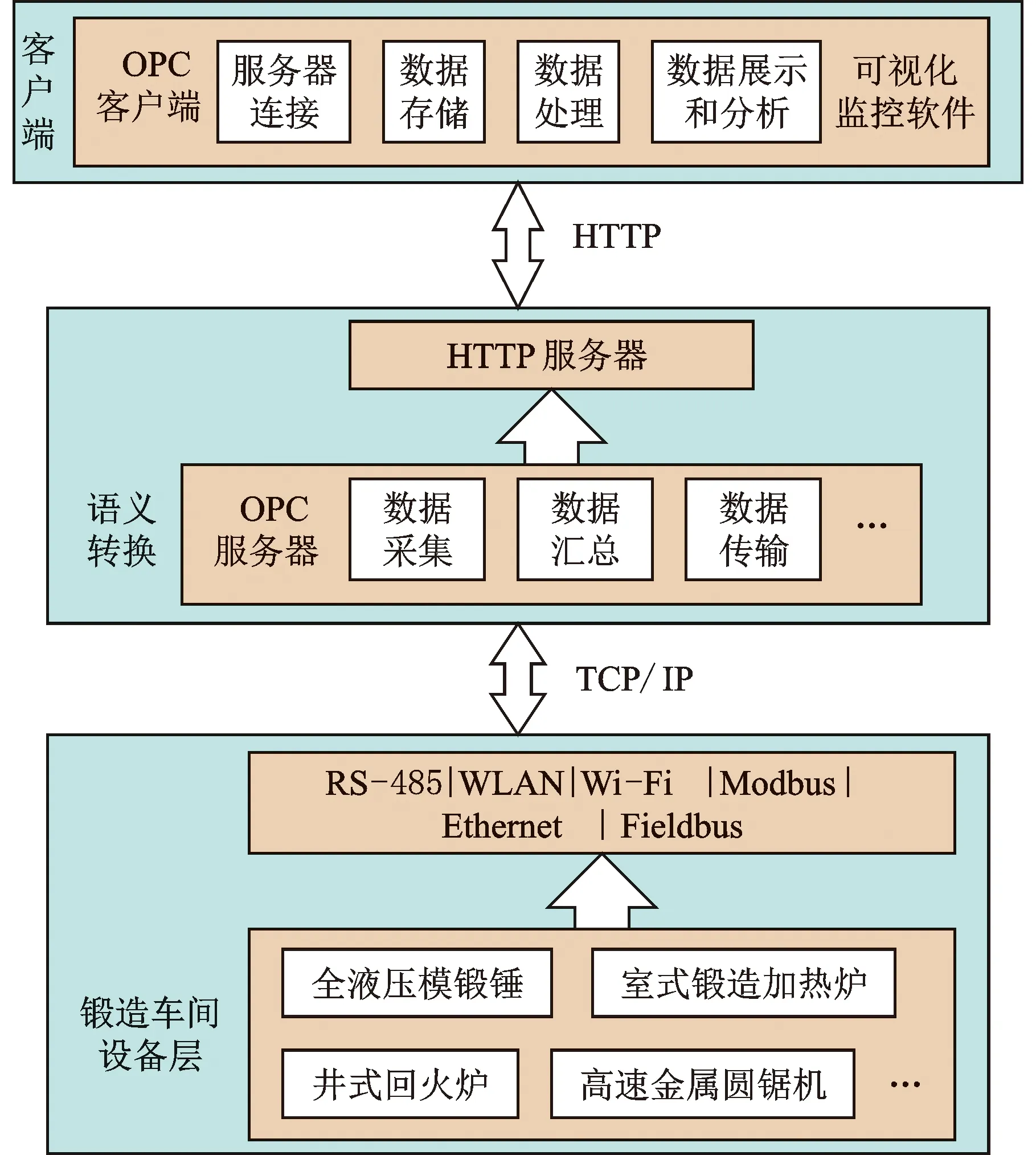
圖4 基于OPC UA的鍛造車間數據通信流程Fig.4 Data communication process of forgingworkshop based on OPC UA
3.1 采用OPC UA的鍛造車間能耗數據對象的語義模型
由于鍛造車間涉及的能耗數據項較多,為更好地表達車間數據對象類型和各個監測系統對象之間的聯系,并對后續的數據傳輸提供有效的支持,將車間的用水量監測系統、電力系統、天然氣用量監測系統、污水處理系統及其相關數據中的部分代表項進行列舉。根據鍛造車間的主要監控需求來創建其OPC UA語義模型,通過該語義模型實現對鍛造車間各監測點對象狀態的有效監測,并建立圖5所示的OPC UA語義模型。

圖5 鍛造車間數據對象的OPC UA語義模型Fig.5 Hierarchical model of OPC UA for data objects in forging workshop
3.2 基于OPC UA的鍛造車間信息建模流程
監測點應用程序在監測采集模塊中運行,該監測點提供用來定義所需采集數據的終端。自由鍛車間、模鍛車間及下料工段實現所需功能的OPC UA應用場景如圖6所示。采集終端以同樣的方式工作,應用程序只需開發一次即可適用于所有的能耗監測采集模塊,可使用類型層次結構暴露的信息,讓客戶端程序使用基礎類型的定義,并根據這些父類型進行編程。
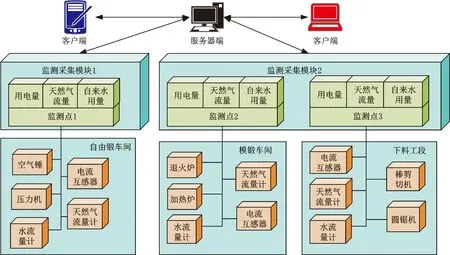
圖6 OPC UA在鍛造車間中的應用場景Fig.6 Application scenarios of OPC UA in forging workshop
鍛造車間用電量監測點的結構層次類型如圖7所示。監測采集點有一個基本的抽象類型,可被各個監測點模塊引用,獲取用電量監測點的設備工作狀態,進行電能監測。功率監測點是用電量監測點的一個子類型,它繼承了用電量監測點的基本特征,通過在枚舉字符串中增加額外的狀態,重載功率監測點的狀態。電能監測點繼承了同樣的功能,但未進行狀態重載。電能監測點增加了有功電能和頻率的設定點,功率監測點增加了有用功率設定點。應用程序關注用電量的采集,它基于抽象的用電量監測點編程,并在運行時使用電能監測點或功率監測點的具體實例。
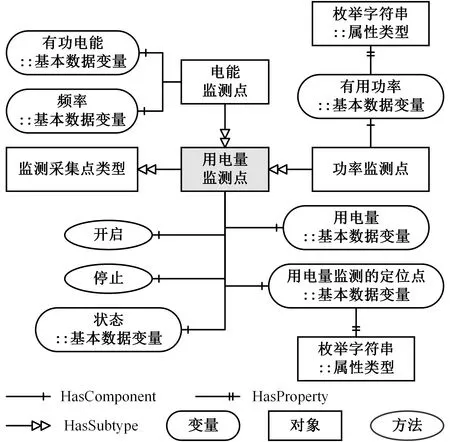
圖7 鍛造車間中用電量監測點的結構層次類型Fig.7 Structure level type of power consumptionmonitoring points in forging workshop
如圖8所示,連通性層次結構使用Connects引用連接IO模塊和設備,鍛造車間拓撲使用Contains引用從廠房指向設備。監測點變量使用非層次化引用Signal指向設備變量,這種類型的引用意味著設備的測量值被監測點使用。所有這些引用類型都是新創建的,而不在OPC UA規范中,因此,鍛造車間并不總是需要提供新的引用類型。
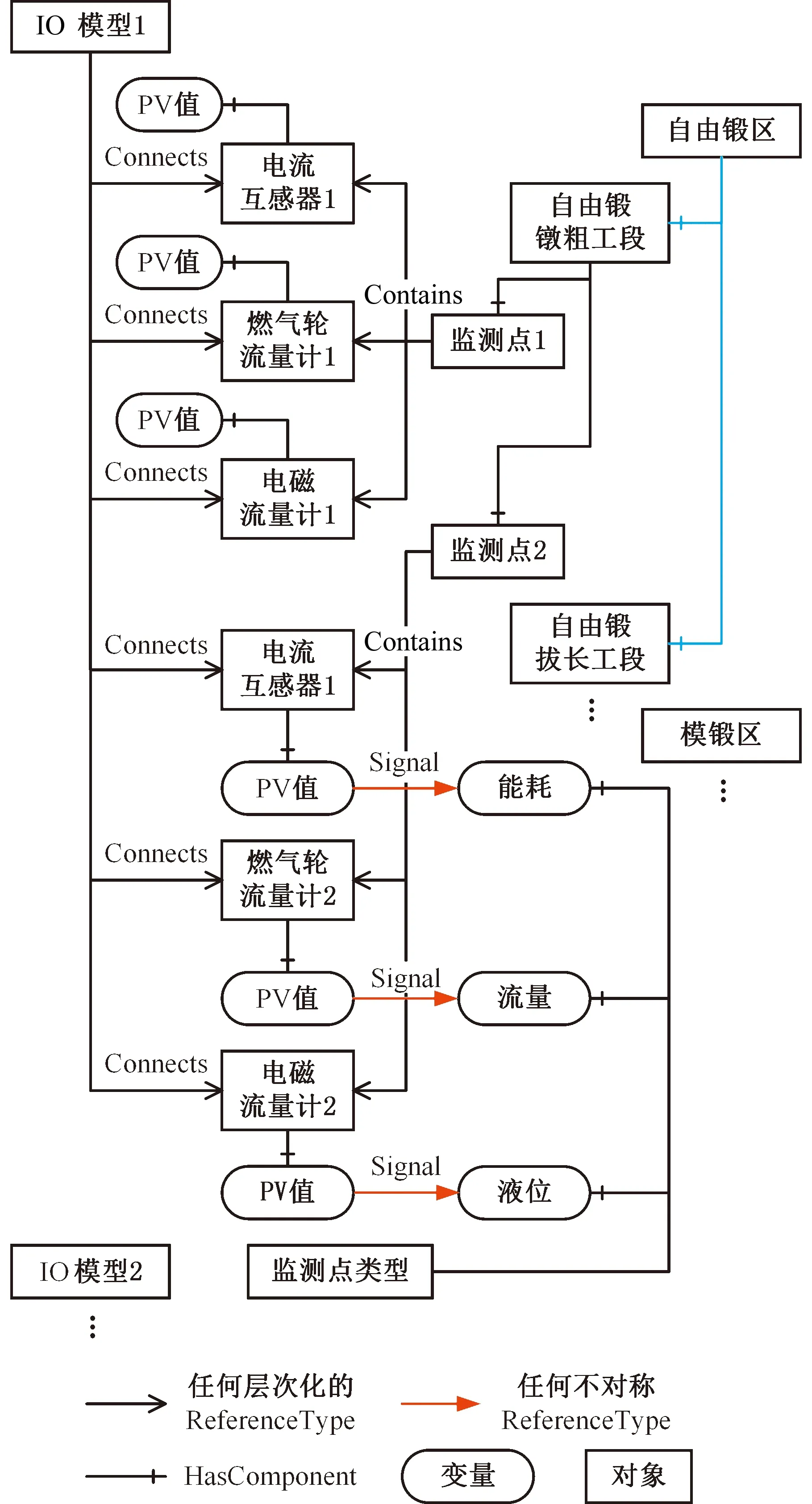
圖8 地址空間中的鍛造車間設備Fig.8 Forging workshop equipment in the address space
3.3 基于OPC UA的設備數據采集與交互
聚合服務整體服務器模式如圖9所示,普通的OPC UA用戶端首先與含有嵌入式OPC UA客戶端的OPC UA服務器1進行對話。在響應發給普通客戶端之前,中間客戶端已準備好從其他服務器獲得的數據,或已對這些數據完成了處理。每個聚合服務器都對生產過程的某個指定部分負責。一旦它們完成自身任務,就將結果返回給OPC UA服務器1,這些結果構成了對普通服務器的響應。

圖9 聚合服務器模式Fig.9 Mode of aggregation server
響應發送給普通客戶端之前,從聚合服務器獲得的數據需由客戶端或服務器進行分析,以便獲取生產的產品類型與數量等多種信息[15]。服務器1處理請求并分發子任務給基礎服務器,OPC UA服務器發生更改,觸發數據更改函數并返回相應的OPC UA項值[16]。設備的數據采集交互流程如圖10所示。
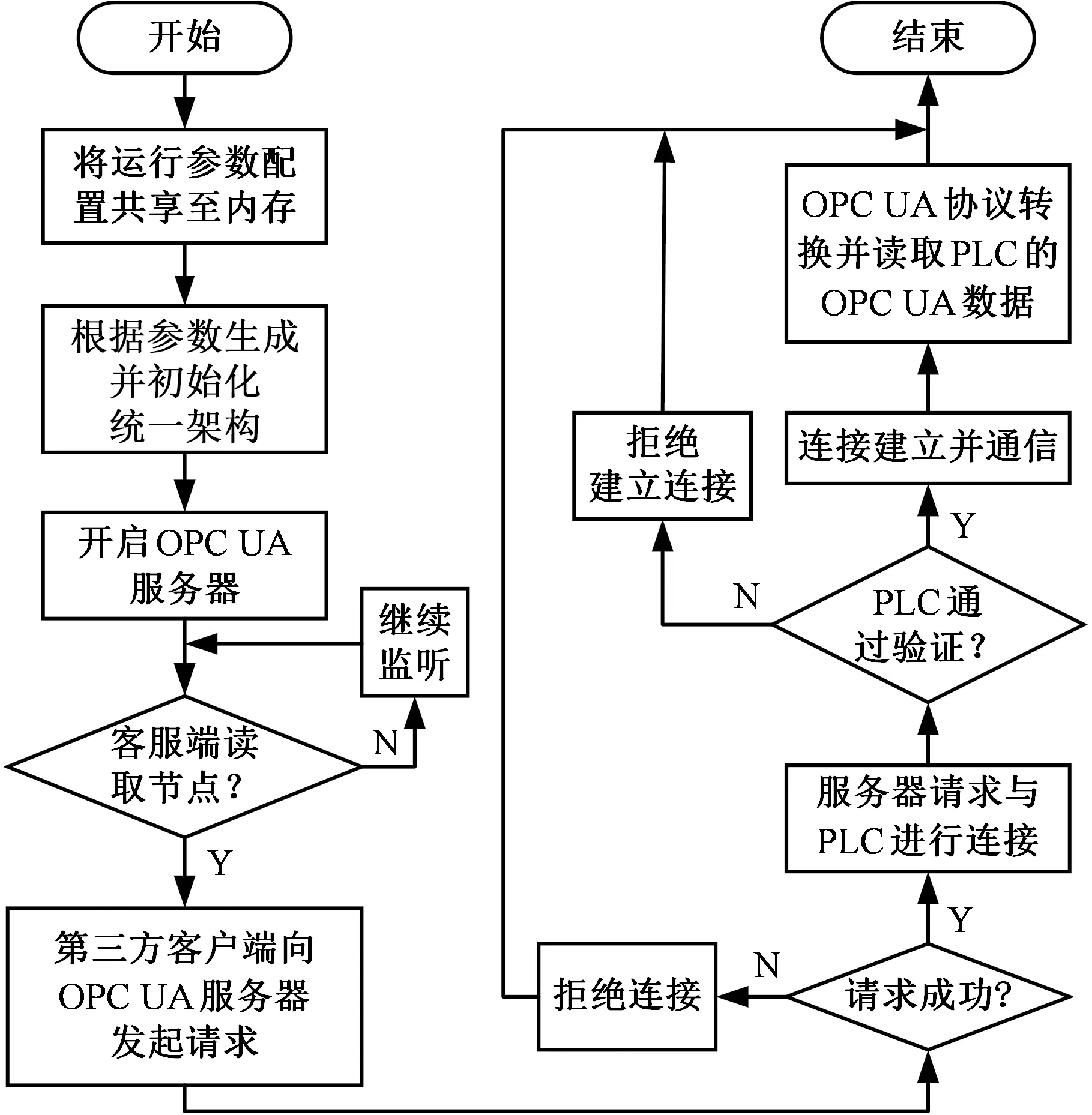
圖10 設備的數據采集、交互流程Fig.10 Data collection and interaction processof equipment
可擴展標記語言(extensible markup language,XML)具有良好的擴展性,是目前廣泛應用的中性數據描述語言[17]。通過信息模型編輯器建立車間信息模型并生成鍛造車間信息模型的XML描述文件。
4 應用案例
某公司鍛造車間的工藝流程和生產線布局如圖11、圖12所示。
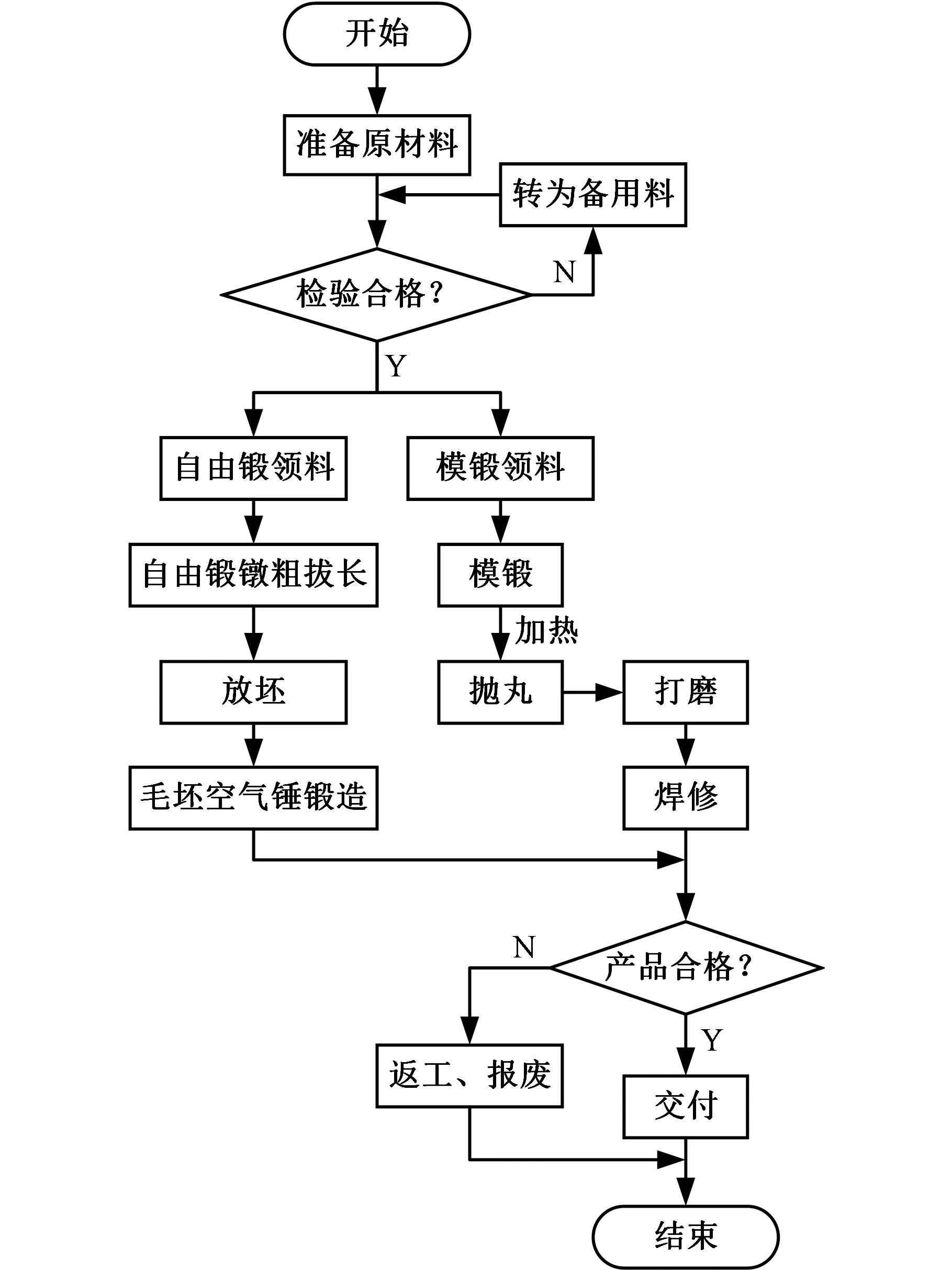
圖11 鍛造車間的工藝流程Fig.11 Process flow of forging workshop
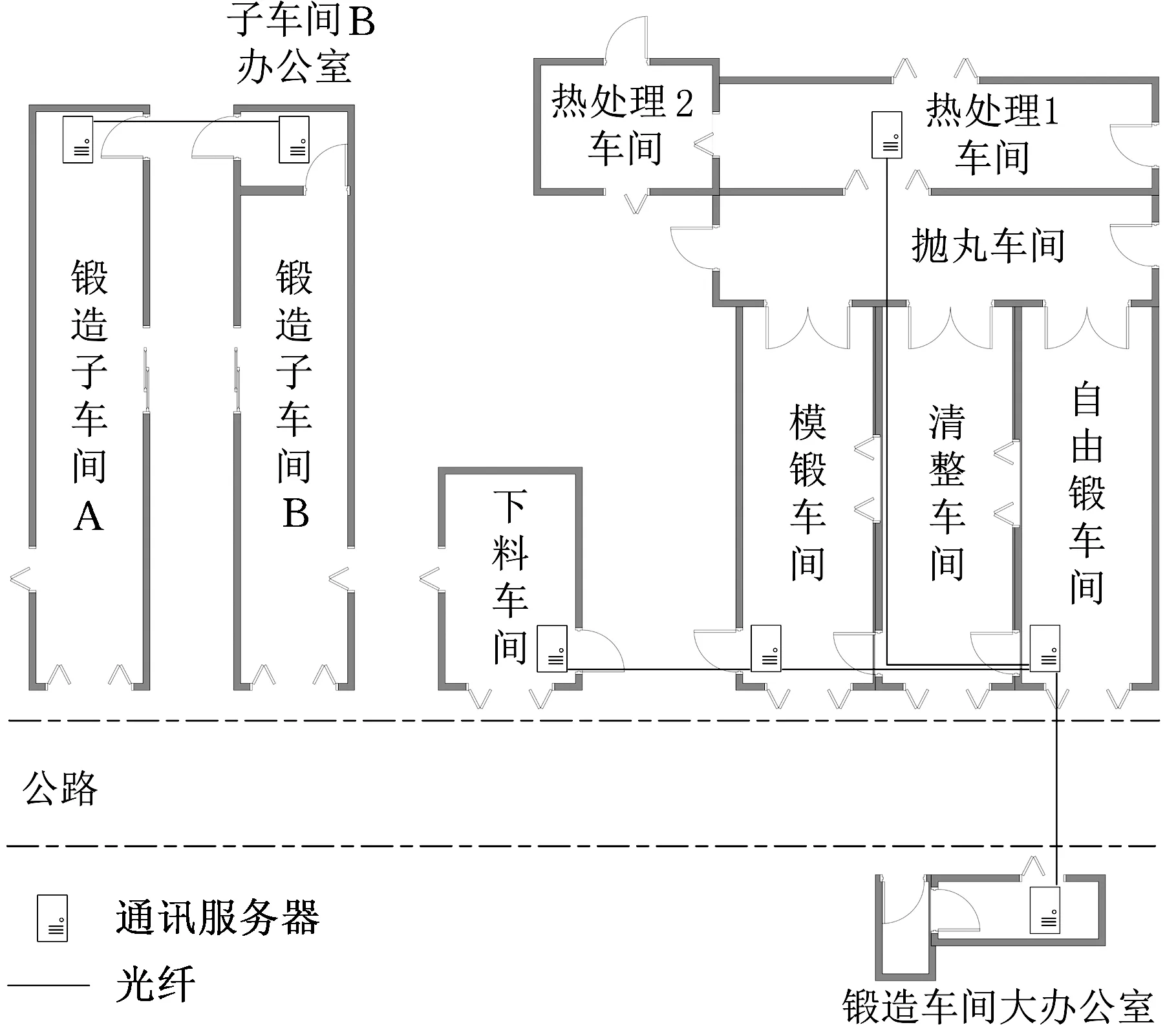
圖12 鍛造生產線平面布置Fig.12 Layout of forging production line
4.1 鍛造工藝生產數據采集架構布置
以該鍛造車間為基礎,基于數據感知與獲取方法,通過布置132個電量監測點、19個天然氣流量監測點、1個自來水流量監測點完成相關數據的采集及傳輸,布置車間總能源管網如圖13所示。
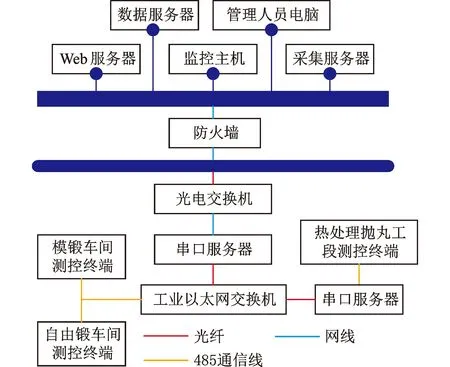
圖13 鍛造車間總數據傳輸路線布置Fig.13 Layout of total data transmission routein forging workshop
4.2 能源平衡分析驗證
考慮到數據來源的復雜性、各車間和各工段數據描述方式的差異性,以及接入、傳輸過程中可能存在的數據轉換誤差[18],通過以下三種方法進行常規校驗,避免錯誤或無效數據。
(1)個體校驗。鍛造車間需采集的各類數據通常具有合理、有效的范圍,比如電阻爐的發熱功率具有非負性,且一般小于裝機容量。
(2)邏輯校驗。鍛造車間各工段數據的之間存在邏輯關系,例如模鍛車間的拋丸工藝和打磨工藝。一次下料后,拋丸機組用電量為零時,打磨機組用電量一定為零。
(3)時間校驗。結合鍛造車間的數據之間關系進行多點關聯校驗。例如,鍛件公司的某一節點單位在某一天內的總用電量應等于其各工段的用電量之和,因此,可以利用數據間的時間節點關系,保證數據的準確性。
取鍛造車間2020年9月27日的用電量來驗證準確性,該日平衡分析的準確性達到96.54%,如表1所示。
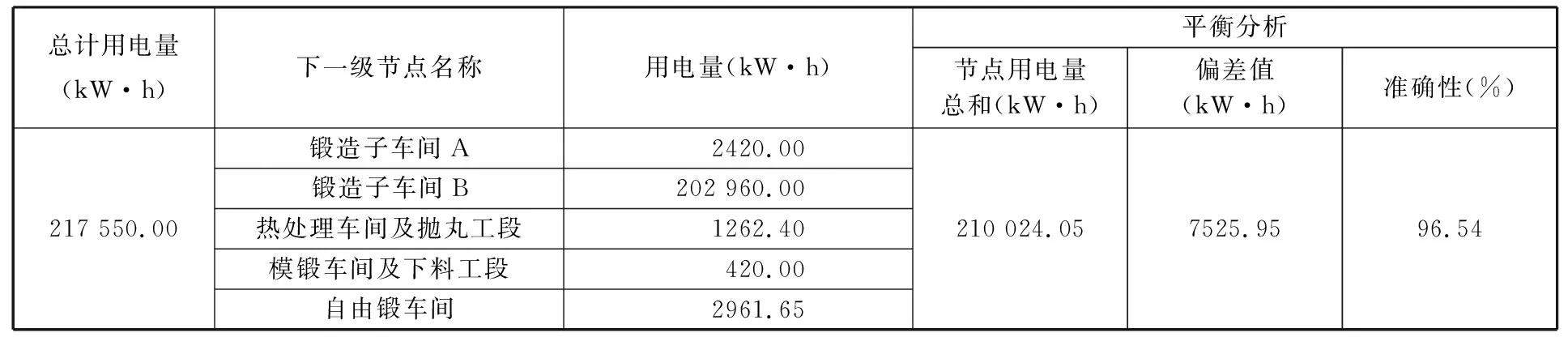
表1 鍛造車間2020年9月27日的能源平衡分析列表
4.3 鍛造車間監控與管理
如圖14所示,監控內容包括設備實時數據監測、設備信息查詢、設備管理、報警提醒等。其中,監測對象主要包括加熱爐、燃氣爐、單點壓力機、曲柄壓力機、退火爐、電阻爐、空壓機、加熱爐、模鍛錘等。
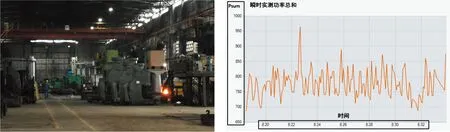
(a)鍛造車間現場 (b)實時功率總和
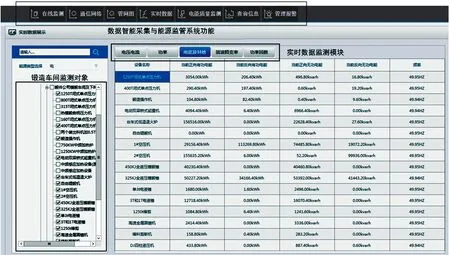
(c)數據采集客戶端圖14 鍛造車間現場與監控Fig.14 Monitoring and management of forging workshop
如圖15所示,PC端可查看數據的實時監測、統計及歷史能耗數據。企業可第一時間了解到高能耗設備數據異常、未工作持續耗電等情況,從而減少浪費、減少排放、降低成本。
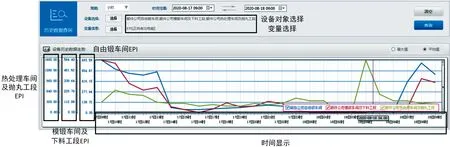
(a)鍛件公司8月17日至8月18日正向有功電能(EPI)各小時數據平均值走勢圖
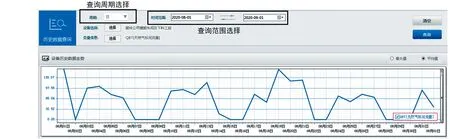
(b)鍛件公司模鍛車間及下料工段8月天然氣標況流量(QBT)各日數據平均值走勢圖圖15 鍛造車間管理層PC端頁面Fig.15 The PC page of the management of the forging workshop
5 結論
(1)針對傳統鍛造車間設備之間較為分散、廠房面積過大的情況,搭建了面向鍛造車間的能耗數據采集與監管系統總體網絡架構,實現了數據采集和存儲。
(2)結合鍛造車間的實際應用場景,介紹了地址空間中的結構層次類型,建立了基于OPC UA的信息交互模型。
(3)針對某鍛造車間現場條件,完成了數字化車間信息模型的實例化,證明了信息模型的實用性和數據的準確性。生產過程數據實時反映鍛造生產的狀態,為管理者提供有價值的及時決策輔助,避免浪費,驗證了信息模型結合OPC UA協議實現信息的互聯互通與管理人員監控的可行性。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中華手工(2017年2期)2017-06-06 23:00:31
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
中外會展(2014年4期)2014-11-27 07:46:46
消費者報道(2014年7期)2014-07-31 11:23:57
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32