航空自潤滑關節軸承的內錐面滾鉚工具設計
2021-10-29 09:34:34陳繼剛趙建華胡占齊
中國機械工程 2021年20期
王 強 陳繼剛 趙建華 李 雪 胡占齊
1.燕山大學機械工程學院,秦皇島,0660042.燕山大學自潤滑關節軸承共性技術航空科技重點實驗室,秦皇島,0660043.燕山大學里仁學院, 秦皇島,066004
0 引言
航空自潤滑關節軸承是飛機重要基礎原件,其產品及其裝機的技術與質量控制水平影響飛行器安全與可靠性。相對普通關節軸承的應用,航空自潤滑關節軸承具有特殊的自潤滑結構、較高的性能與可靠性要求。當前,掌握航空自潤滑關節軸承的翻邊固定工藝技術,是我國多種自主研制機型的重要基礎研究需求。特別對于自主研發大飛機與高性能直升機,航空自潤滑關節軸承的安裝與固定質量直接影響軸承的工作性能與壽命,進而影響航空安全。常用的翻邊固定工藝有壓鉚與滾鉚兩類,壓鉚工具與工藝相對簡單,但工具作用載荷大,嚴重影響軸承啟動力矩,易產生軸承內外圈“抱死”[1-2]。因此,對于高質量的翻邊固定安裝,滾鉚工藝將成為主流工藝。
在航空關節軸承的翻邊固定技術研究方面,目前尚未見到國外相關的學術研究文獻,主要是該領域領先的幾家航空關節軸承公司給出了各自產品的建議,如Sarma公司給出了三個小圓柱輥子的滾鉚工具的要求、RBC公司給出了壓鉚工具與滾鉚工具的要求、NHBB公司給出了壓鉚工藝的示意圖等[3-5],相應的技術規定與安裝建議不統一且不完整,都沒有給出具體的工藝參數、工具設計及其裝備。
在國內,現有代表性的研究與論述主要有:文獻[6]綜述了國內外航空標準中規定的自潤滑關節軸承安裝固定技術,并對標準規定的軸承固定效果檢驗方式進行了研究;文獻[7-9]研究了現階段自潤滑關節軸承安裝固定技術、軸承固定質量檢查方法以及固定裝備,研究了片滾輪的滾鉚工具與工藝,同時研究了一種超聲滾壓翻邊固定裝置;文獻[10]對壓鉚翻邊工裝進行了改進研究。總之,當前國內外沒有形成全面而統一的技術規范,但在工藝質量上關注的問題較為相近,多著力于具體的產品與工藝技術應用研究,對滾鉚工具的具體設計與分析不多見。
本文依據航空標準的規定要求實現滾輪純滾動,同時提高滾壓接觸表面質量、減小對軸承啟動力矩的影響為目標,研究與分析新型的航空關節軸承翻邊固定的滾鉚工具。
1 滾鉚翻邊固定工藝概述及內錐面滾輪滾鉚工具的提出
滾鉚翻邊固定工藝利用帶滾輪的工具對軸承外圈或安裝座圈上的V槽施加滾壓作用,使得V槽外緣材料連續地產生局部塑性變形,從而固定關節軸承。該安裝固定工藝不需增加其他緊固連接件,具有結構緊湊、輕量化的特征。依據國內外文獻與產品樣本資料[3-4],如圖1所示,可以將現有的滾鉚工具分為兩種:雙片滾輪工具、三圓柱滾輪工具。

(a)雙片滾輪 (b)均布圓柱滾輪圖1 兩種滾鉚工具示意圖Fig.1 Section schematic of two kinds of rollswaging tools
采用傳統的片滾輪、圓柱滾輪進行翻邊固定時,由于滾輪與軸承V槽接觸面之間不是純滾動,特別對于片滾輪,易造成翻邊后軸承V槽表面出現褶皺、撕裂、機械損傷等現象,導致軸承的疲勞壽命降低,也會導致軸承翻邊固定后軸承啟動力矩顯著增大[11-13]。
基于滾鉚接觸面實現純滾動的思想,本文提出并設計一種新型滾壓翻邊固定工具,即內錐面滾鉚工具,該工具的特征為:實現滾鉚作用的滾輪為圓錐形,將傳統的均布圓柱滾輪改進為圓錐形的滾輪,圓錐的大頭在外側,小頭在內測,圓錐滾輪的虛擬尖點在公轉軸線上。這樣,基于幾何關系,可以實現接觸面之間的純滾動。本文以滾鉚MS14101-9自潤滑關節軸承為例,分析與確定內錐面滾輪滾鉚工具與工藝的結構,研究載荷、質量影響與參數優化。
2 內錐面滾輪設計的理論分析
2.1 基本假設
翻邊固定過程是軸承外圈V槽發生塑性變形的過程,即將軸承V槽外側擠壓到座圈倒角上的過程。在翻邊固定工藝中,材料的周向位移相對較小,可將三維變形簡化為平面應變問題,并作如下假設:忽略變形材料的彈性行為;材料均勻連續且不可壓縮,變形前為平面的橫截面變形后仍為平面。
2.2 純滾動的原理與運動關系分析
圖2為片滾輪與軸承V槽接觸示意圖。圖2中滾輪錐角位于軸承中心軸線外側;滾輪運動可分為繞軸承中心軸的公轉、滾輪繞自身軸線的自轉以及二者之間的牽連運動[14-15]。由速度合成可得
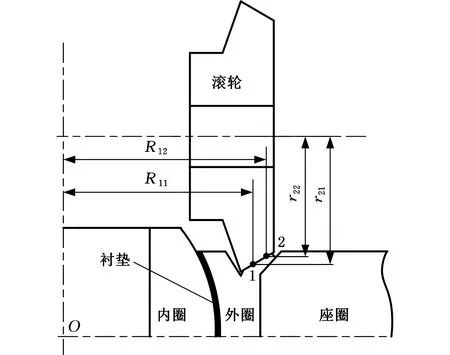
圖2 片滾輪與軸承V槽接觸處的剖面示意圖Fig.2 Section schematic of the contact betweenthe sheet roller and the bearing V groove
va=ve+vr
(1)
式中,va、vr、ve分別為滾輪參考點的絕對運動速度矢量、相對運動速度矢量、牽連運動速度矢量。
由圖2可得,滾輪參考點1的絕對速度為
va1=ω1R11-ω2r21
(2)
式中,ω1、ω2分別為滾輪的公轉角速度、自轉角速度;R11、r21分別為參考點1的公轉半徑、自轉半徑。
滾輪參考點2的絕對速度為
va2=ω1R12-ω2r22
(3)
式中,R12、r22分別為參考點2的公轉半徑和自轉半徑。
若滾輪做純滾動,則滾輪與軸承V槽接觸點瞬時絕對速度為0,則由式(2)、式(3)可得
(4)
顯然,式(4)中的兩等式不能同時成立,即不能實現純滾動的翻邊運動。
圖3為內錐面滾輪與軸承V槽接觸示意圖。圖3中內錐面滾輪母線延長線與軸承中心軸線相交于一點,即虛擬尖點在公轉軸線上,稱之為內錐面滾輪。滾輪與滾道接觸的兩條母線的延長線正好交于自潤滑關節軸承軸線上,由幾何關系可知:
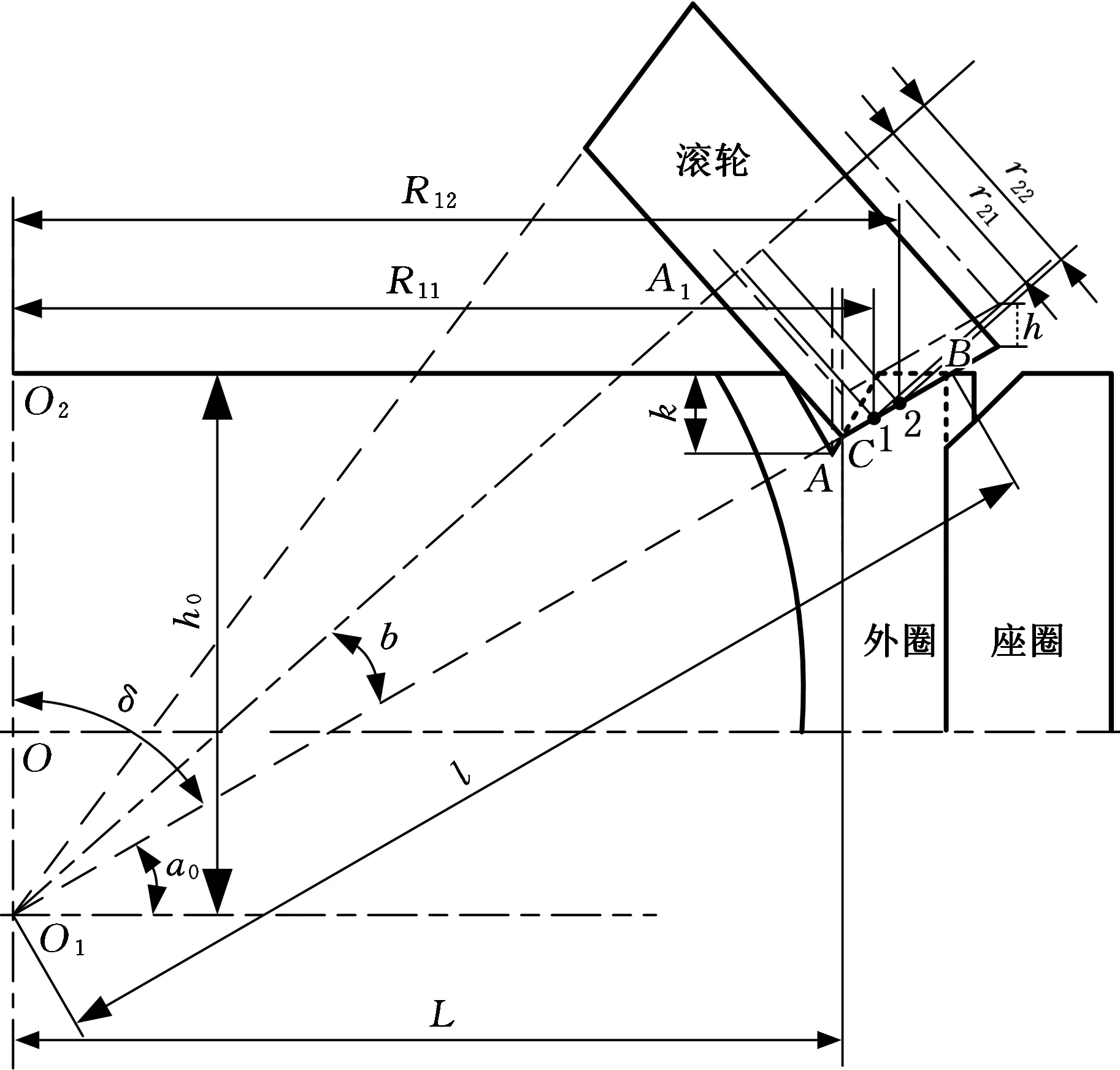
圖3 內錐面滾輪與軸承V槽接觸示意圖Fig.3 Schematic of the contact between the innercone roller and the bearing V groove
(5)
式中,δ為內錐面滾輪與軸承中心軸線夾角;β為內錐面錐形滾輪錐角的一半。
對于內錐面滾壓工具滾輪,綜合式(2)~式(5)可得
va1=va2=0
(6)
即滾輪在接觸線上的任一點的瞬時速度均為0,從而保證翻邊時的滾輪的純滾動接觸。
2.3 內錐面滾輪設計的基本方程
圖3中,設軸承對稱中心為點O,點O1為內錐面滾鉚輪軸向截面兩母線交點(即圓錐的錐點),O2為軸承外圈與中心軸的交點。圖4為翻邊固定前后軸承V槽局部金屬變形放大圖,圖中軸承上的虛線所示為翻邊前軸承外圈V槽初始形狀,實線所示為翻邊固定之后軸承外圈與座圈倒角相貼合狀況[16]。

圖4 內錐面滾輪與軸承V槽接觸局部放大示意圖Fig.4 Local enlarged schematic of the contact betweenthe inner tapered roller and the V groove of the bearing
從圖4中可知,滾子節圓半徑與V槽節圓半徑之間的偏距為l2,軸承外圈V槽變形前后之間的間隙長度為l5。設軸承外圈V槽深度為k,V槽開口一半的寬度為l1,軸承外圈V槽翻邊完成后錐輪頂點C與外圈初始頂點B1之間的距離l3為
(7)
式中,α2為軸承V槽角度的一半。
內錐面滾輪與V槽剛接觸時,滾輪距離軸承上端面的距離k1為
k1=l3tanα0
(8)
設從滾輪下壓接觸到軸承外圈V槽開始,到軸承外圈翻邊完成之后,滾輪下壓位移為h,由幾何關系可知,點C2到點B的水平距離為l3、l4、l5之和:
l3+l4+l5=(h+k1)cotα0
(9)
式中,α0為滾輪傾斜角度。
軸承對稱軸上的點O2到滾子錐角頂點O1的距離為h0,設軸承外圈寬度為H,錐輪頂點偏離軸承中心的距離OO1為
(10)
在ΔCC1C2中,根據幾何關系可得滾輪小端面與豎直方向夾角α3為
(11)
在ΔO1CA1中,根據幾何關系可得α4為
(12)
錐形滾子的錐角一半β為
(13)
可知錐形滾子與翻邊后V槽接觸長度l6為
l6=(h+k1)/sinα0
(14)
由圖4中幾何關系可知,在ΔO1CA1中,邊O1C的長度l為
O1C=l-l6
(15)
進而可得,邊CA1的長度即為內錐面滾輪最小端的半徑,其中邊CA1的長度為
CA1=O1Ccosα3
(16)
2.4 內錐面滾輪設計實例
不同型號和規格的關節軸承滾壓工具需要專門設計,本文以MS14101-9軸承為例,對滾輪主要結構參數進行設計以及對軸承翻邊固定工藝進行研究。該型號軸承的主要結構參數和翻邊參數如圖5和表1所示。對內錐面滾輪設計時,滾輪傾斜角度α0根據以往研究結果設定為30°[17-18]。
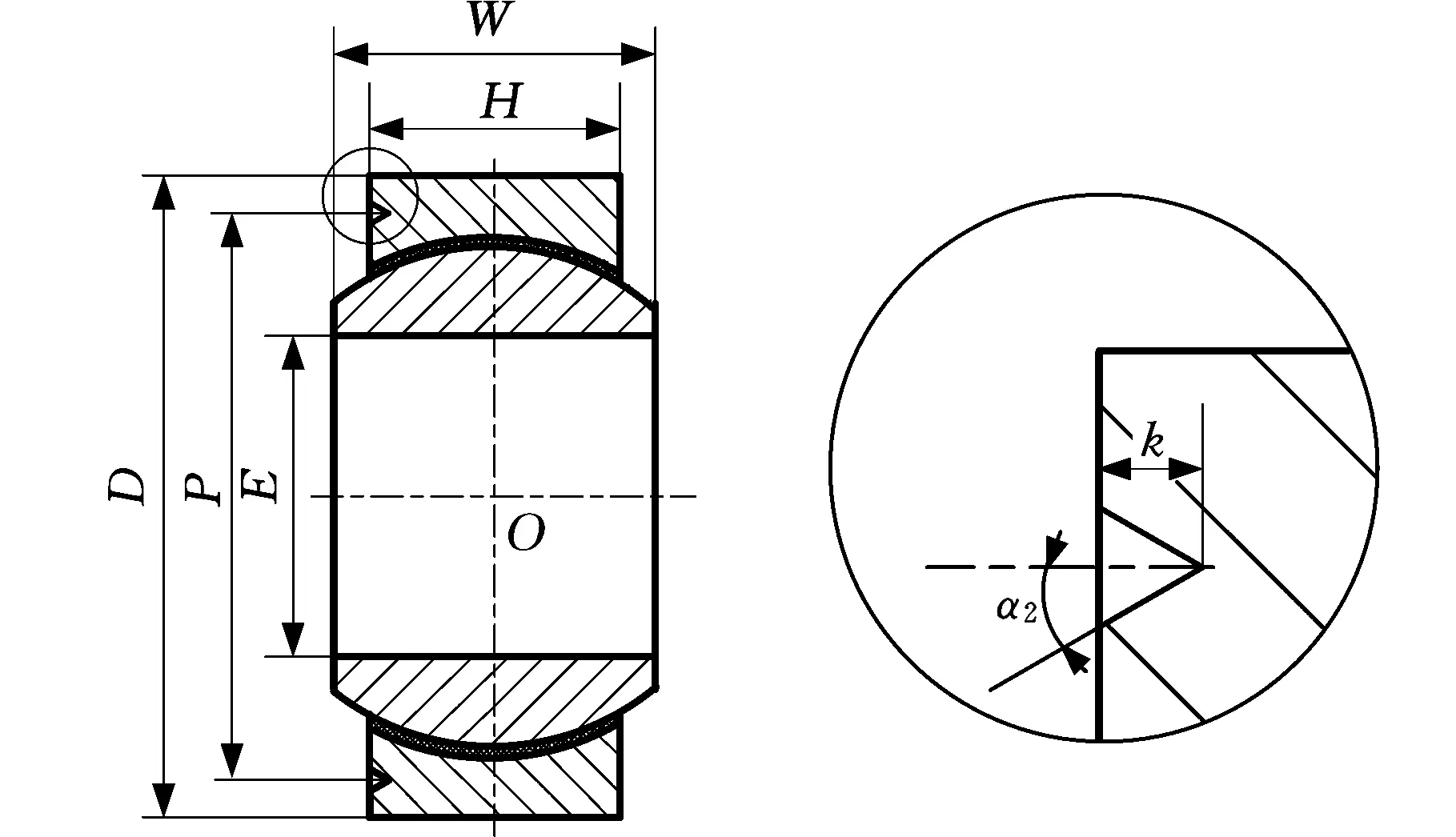
(a)軸承結構 (b)軸承V槽圖5 MS14101-9自潤滑關節軸承結構示意圖Fig.5 Structural schematic of the MS14101-9 bearing

表1 軸承MS14101-9主要結構與翻邊參數
由圖3、圖4、圖5可知,滾輪節圓直徑L為軸承V槽節圓直徑P與滾輪節圓偏離V槽節圓直徑的距離l2之和,即為
L=P+2l2
(17)
標準NAS0331中規定l2的最大值為0.127 mm。此外,根據軸承主要結構參數、滾輪節圓直徑的取值范圍以及滾輪中心軸的強度,確定所設計內錐面滾輪最小端半徑為5 mm,對應的滾輪錐角度數為44.89°。滾壓工具的其他參數按照2.3節的方程計算,不再贅述。
3 關節軸承翻邊固定質量分析
為驗證采用內錐面滾輪對軸承的翻邊固定效果,以軸承翻邊固定之后的軸承內外圈等效應力分布、V槽與座圈貼合度以及軸向推出力為檢驗指標[1,8],使用內錐面滾輪翻邊固定的質量與采用圖2所示片滾輪翻邊固定的質量[1]進行對比分析。
3.1 軸承內外圈的應力場
將滾輪和座圈假設為剛體,翻邊載荷設置為4000 N,通過有限元軟件對不同滾輪對軸承翻邊固定的過程進行仿真,得到了兩種滾輪對軸承翻邊固定后的軸承內外圈75%Mises等效應力分布云圖,如圖6和圖7所示。
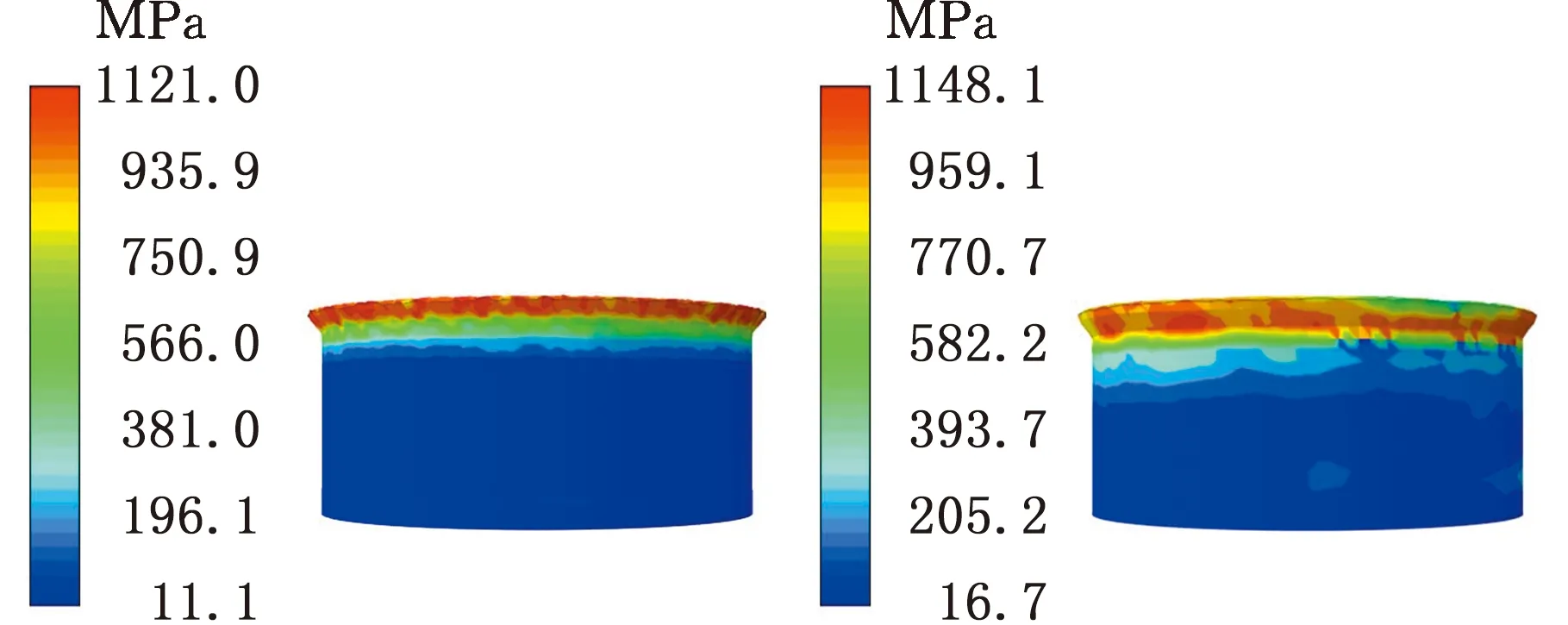
(a)內錐面滾輪 (b)片滾輪圖6 兩種滾輪翻邊后軸承外圈等效應力分布示意圖Fig.6 Schematic diagram of equivalent stressdistribution of the outer ring after flanging withtwo kinds of roller
由圖6可知,采用內錐面滾輪時,翻邊固定后對軸承外圈應力分布更加均勻。由圖7可知,采用內錐面滾輪對軸承翻邊固定后的軸承內圈最大應力為111.3 MPa,而采用片滾輪時,軸承內圈最大應力為271.3 MPa,且受力分布不均勻。由圖7明顯發現內錐面滾輪對軸承內圈產生應力較小,表明軸承內部襯墊在軸承滾壓翻邊時產生的變形較小,進而說明內錐面滾輪對軸承翻邊固定后的啟動力矩影響較小。
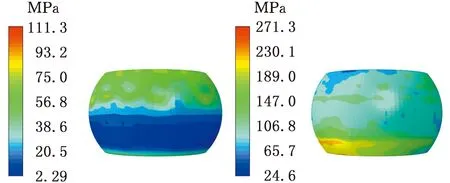
(a)內錐面滾輪 (b)片滾輪圖7 兩種滾輪翻邊后軸承內圈等效應力分布示意圖Fig.7 Schematic diagram of equivalent stressdistribution of the inner ring after flanging withtwo kinds of roller
3.2 翻邊后軸承外表面與座圈倒角之間的貼合度
圖8為采用兩種滾輪對軸承翻邊固定后的軸承V槽與座圈貼合度曲線圖。由圖8a可知,V槽外側坐標曲線(即軸承外圈軸向剖面坐標曲線)與座圈倒角的坐標曲線在徑向坐標14.32 mm處開始出現分離;由圖8b可知,軸承外表面坐標曲線與座圈倒角的坐標曲線在徑向坐標14.26 mm處開始出現分離,且在分離點之外兩者之間的間隙也大一些。兩相比較,采用內錐面滾輪工具具有優勢。
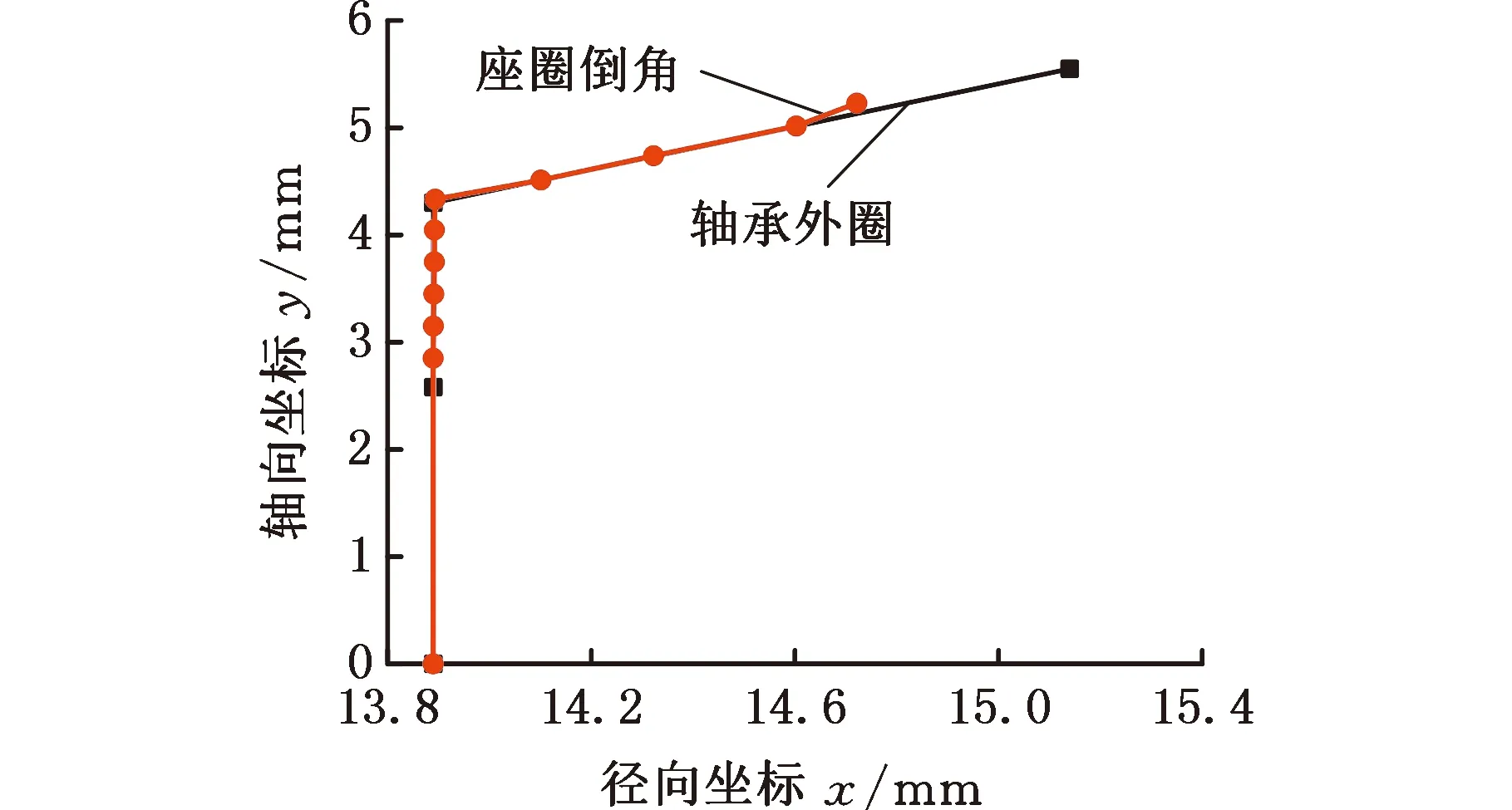
(a)內錐面滾輪
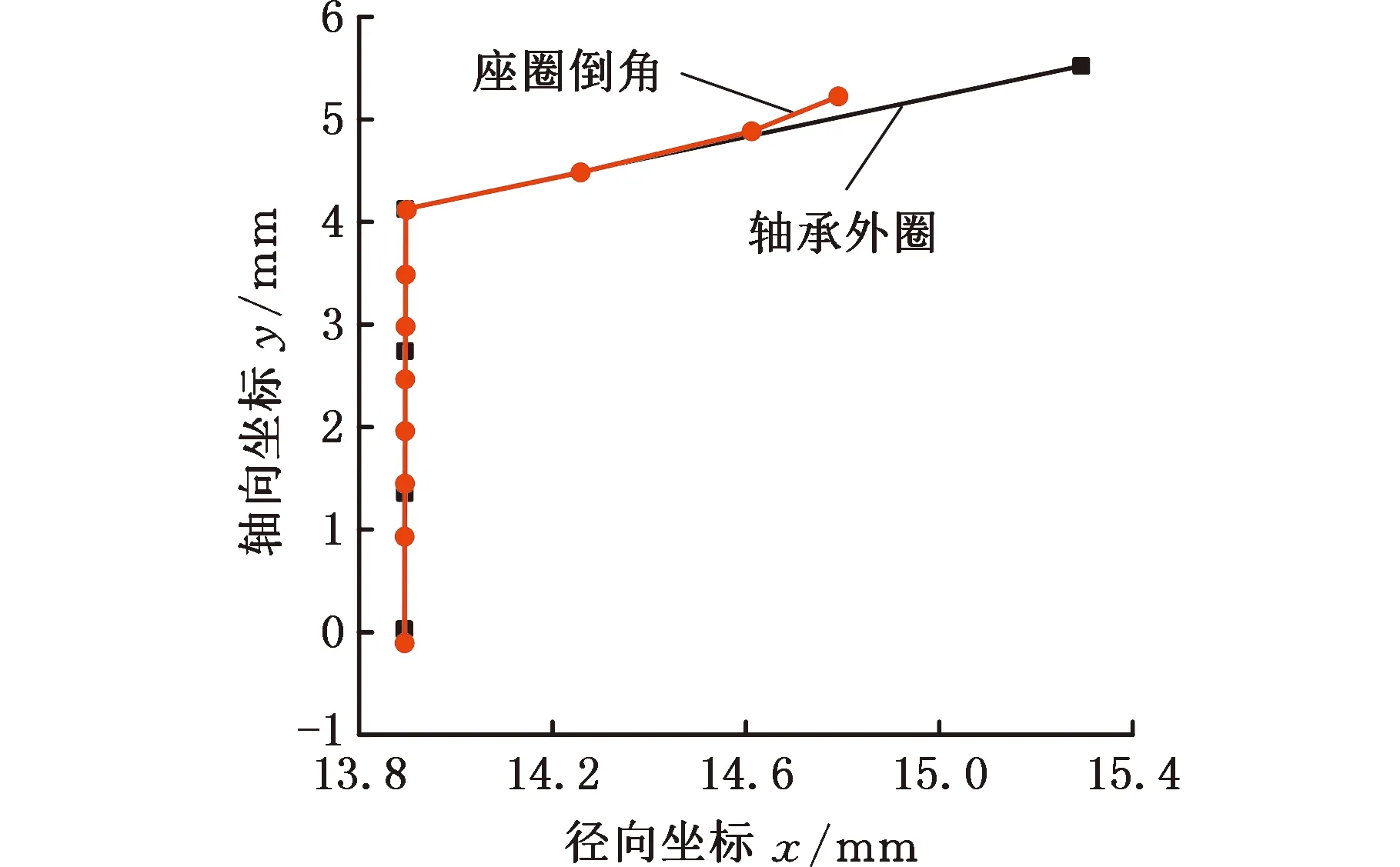
(b)片滾輪圖8 兩種滾輪翻邊后軸承外圈與座圈貼合度Fig.8 The fit between the outer ring and thehousing after flanging with two kinds of roller
3.3 軸承軸向推出力
標準MIL-STD-1599規定,關節軸承外圈被推出0.7 mm時即認為被推出,在此之前所承受的最大軸向載荷即為軸承的軸向推出力。推出力大小是檢驗軸承翻邊固定質量的重要指標之一。圖9為滾鉚翻邊固定后軸承的軸向推出力曲線,可以看出,采用內錐面滾輪翻邊固定后的軸向推出力最大值約為片滾輪翻邊固定后軸向推出力最大值的3倍。
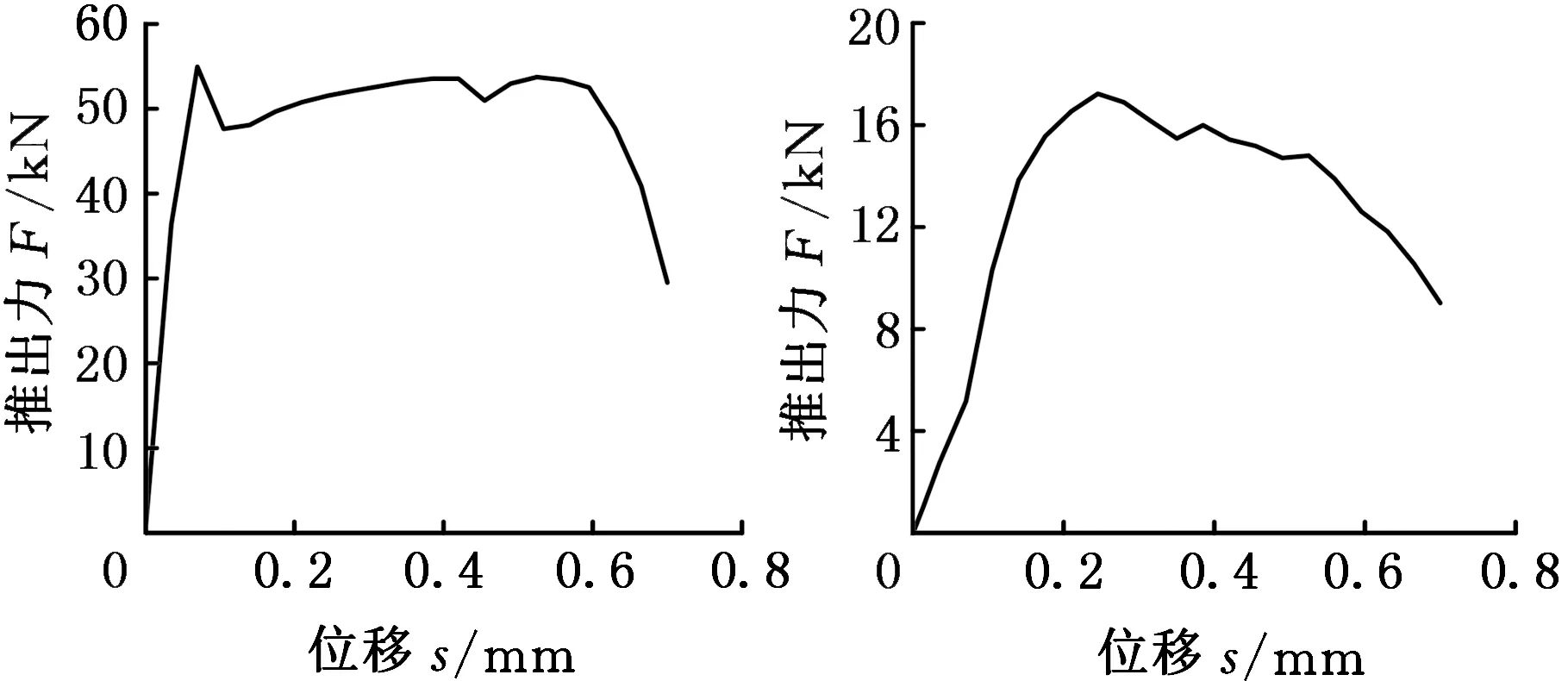
(a)內錐面滾輪 (b)片滾輪圖9 兩種滾輪翻邊后軸承推出力曲線Fig.9 Push-out load curves of bearing after swagingwith two kinds of roller
3.4 滾壓V槽表面的表面質量
圖10a和圖10b所示分別為采用內錐面和片滾輪翻邊固定的試件,通過電子顯微鏡對兩試件被滾壓部位進行觀察,得到被滾壓表面的局部放大圖見圖10c和圖10d,通過輪廓儀測得的所取V槽表面輪廓算術平均值如圖10e所示。
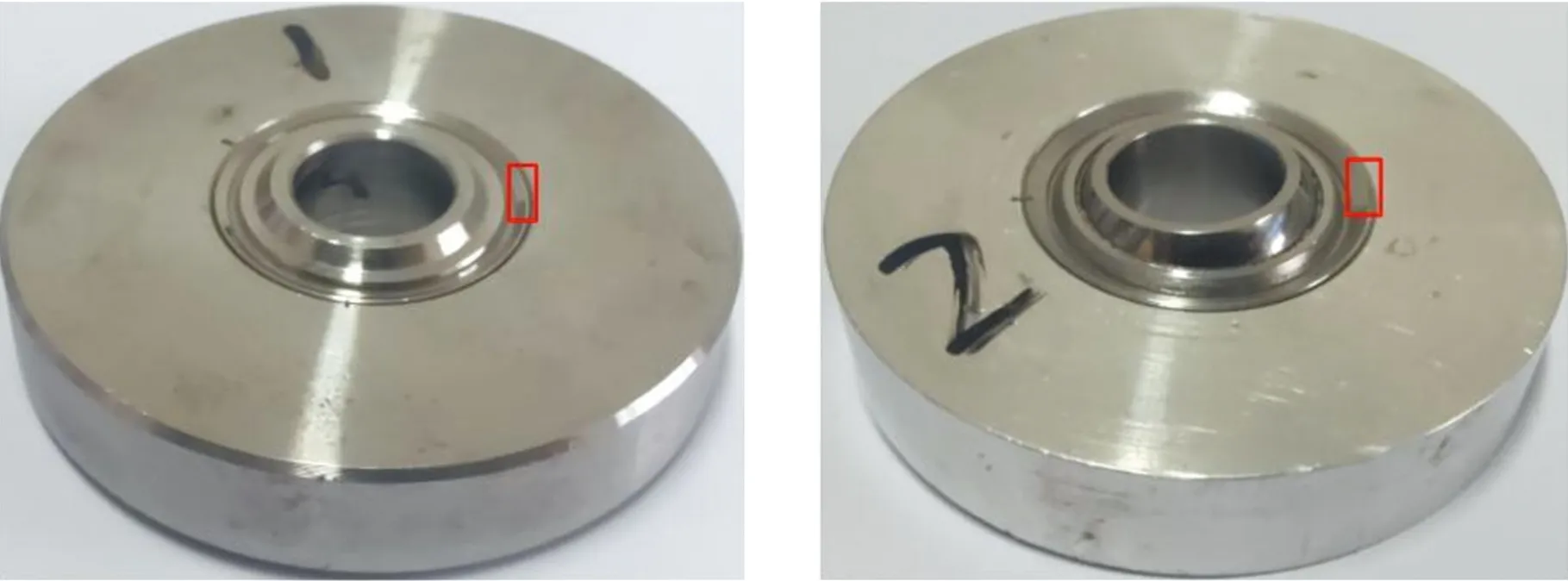
(a)內錐面滾輪翻邊后的(b)片滾輪翻邊后的軸承 軸承

(c)圖a中V槽局部 (d)圖b中V槽局部 放大圖 放大圖
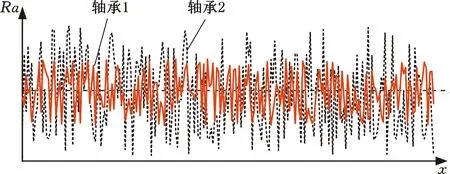
(e)V槽表面輪廓算術平均值曲線圖10 不同滾鉚輪翻邊后軸承V槽表面質量Fig.10 Surface quality of V groove after swagingwith different rollers
相比之下,采用內錐面滾輪對軸承翻邊后,試件表面質量有較大的改善。
由上文分析可知,當采用片滾輪對軸承翻邊固定時,可保證滾輪在滾壓過程中實現純滾動,減少了由于摩擦力引起的工件材料的有害變形。軸承翻邊固定后的軸承內外圈等效應力、軸承V槽與座圈貼合度、軸承固定后的軸向推出力以及軸承V槽的表面質量均優于采用片滾輪對軸承翻邊固定的效果,提高了軸承的翻邊固定質量。
4 翻邊載荷和滾輪公轉轉速參數優化
軸承翻邊固定質量主要受翻邊載荷、滾輪公轉轉速、座圈倒角高度等因素的影響,而翻邊載荷和滾輪公轉轉速對軸承啟動力矩影響較顯著[19]。因此以軸承啟動力矩為指標,以推出力為約束條件,對內錐面滾輪翻邊載荷和滾輪公轉轉速進行參數優化。
4.1 翻邊載荷和滾輪公轉轉速對啟動力矩的影響機理
滾壓翻邊固定過程中,翻邊載荷和滾輪公轉轉速的乘積決定了單位時間輸入工藝系統的機械能量,這些能量主要轉換成工件材料的塑性變形能。如果輸入的能量過小,則材料變形不充分,不能產生足夠的推出力,起不到固定軸承的作用;如果輸入的能量過多,材料的過大的塑性變形又會傷及自潤滑襯墊,使軸承的啟動力矩過大,造成軸承的“抱死”。優化的目的就是保證關節軸承的推出力達到設計標準的同時,對軸承啟動力矩的影響最小。選用的優化方法是虛擬正交試驗方法。
4.2 因素水平的確定
為研究翻邊載荷和滾輪公轉轉速對軸承翻邊固定后的啟動力矩的影響,需要同時考慮二者之間的相互作用。因此,將翻邊載荷(A因素)和滾輪公轉轉速B因素作為正交試驗的兩個因素,每個因素有三個水平,并考慮交互作用的影響,即(A×B)1、(A×B)2(分別用C、D表示),選用L9(34)正交試驗表,確定虛擬正交試驗的因素水平如表2所示,正交表設計如表3所示。

表2 虛擬正交試驗因素水平

表3 虛擬正交試結果
4.3 正交試驗結果及分析
對比表3所示虛擬正交試驗結果,發現翻邊載荷A的極差值最大,說明翻邊載荷對軸承內圈外球面位移影響較大。
圖11所示為不同試驗因素水平對軸承翻邊固定后得到的軸承內圈外球面位移變化量的影響。由圖11可知,第7組參數組合對軸承的內圈外球面位移變化較為顯著,因此只需從剩余的參數組合中選擇能夠使啟動力矩最小者即可。
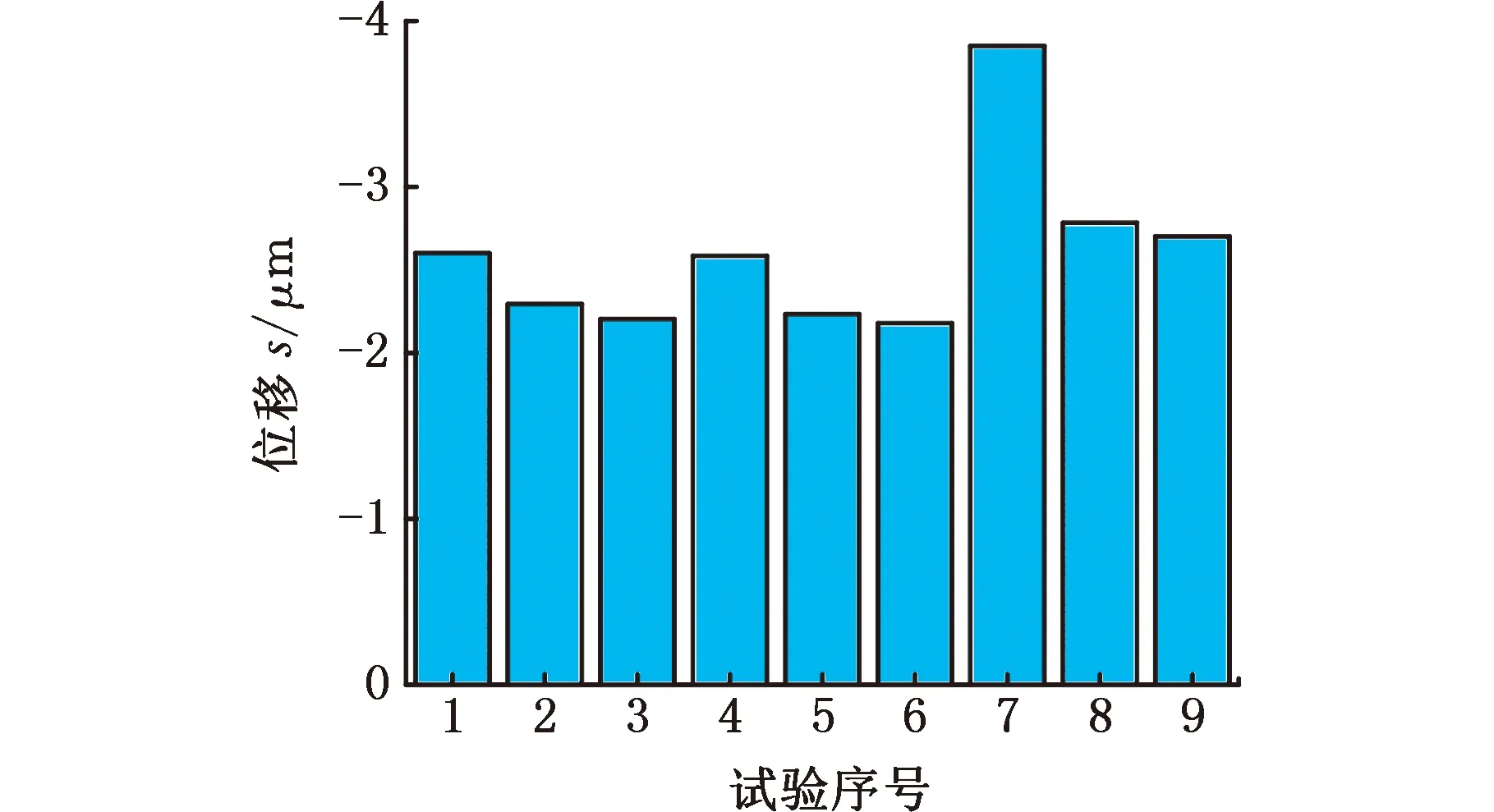
圖11 軸承內圈外表面徑向位移Fig.11 Radial displacement of the outer surfaceof the inner ring
根據以上原則,參考各因素組合對應指標的極差值,最后確定的MS14101-9自潤滑關節軸承滾壓翻邊固定的最優工藝參數組合為翻邊載荷4000 N、滾輪公轉轉速200 r/min。
5 結論
本文根據翻邊工具滾輪與V槽之間實現純滾動的條件,提出了一種新型滾壓翻邊固定工具的設計原則和設計方法,并以MS14101-9自潤滑關節軸承為研究對象,驗證了該工具的有效性。
(1)所設計內錐面滾輪參數為:最小端半徑5 mm,滾輪錐角44.89°。使用該內錐面滾輪能夠保證自潤滑關節軸承翻邊固定過程實現純滾動。
(2)在翻邊載荷、滾輪公轉轉速等因素相同的條件下,內錐面滾輪較片滾輪在軸承翻邊固定后的軸承-座圈貼合度、軸承內外圈等效應力、軸向推出力以及翻邊V槽表面質量等方面均有提高。
(3)通過有限元仿真發現,軸承內圈外球面位移隨著翻邊載荷的增大呈現增大的趨勢,而當載荷為4000 N時對軸承內圈外球面位移變化影響較小。而隨著滾輪公轉轉速的增加,軸承內圈外球面位移呈現減小趨勢,且在相同翻邊載荷下,轉速為200 r/min和250 r/min時軸承啟動力矩較接近。
(4)對于MS14101-9自潤滑關節軸承,翻邊載荷和滾輪公轉轉速的最優參數值分別為4000 N和200 r/min。