寬厚板精軋機竄輥系統(tǒng)分析
2021-11-02 03:57:54陳龍,方威
中國金屬通報 2021年12期
關(guān)鍵詞:系統(tǒng)
陳 龍,方 威
(湖南湘潭鋼鐵有限公司,湖南 湘潭 411101)
四輥可逆精軋機是寬厚度軋制生產(chǎn)線的最主要設(shè)備,用于將展寬后的板坯軋制到成品厚度和長度的鋼板[1]。精軋機由牌坊、主電機、主傳動軸、上下工作輥系統(tǒng)、上下支撐輥系統(tǒng)、壓下系統(tǒng)、AGC系統(tǒng)、導(dǎo)衛(wèi)系統(tǒng)、機架輥、支撐輥平衡系統(tǒng)、彎輥系統(tǒng)及竄輥系統(tǒng)等組成。其中竄輥系統(tǒng)又是精軋機的重要部件之一,通常與彎輥系統(tǒng)一起使用,其使用好壞直接影響軋制后鋼板的厚度均勻性及平直度[2]。某寬厚板廠竄輥油缸在使用過程中出現(xiàn)活塞桿斷開的事故,初步分析為軋制軸向力過大導(dǎo)致,本文將對竄輥系統(tǒng)進行分析研究。
1 竄輥系統(tǒng)介紹
鋼板在軋制過程中由于工作輥的彎曲彈性變形及彈性壓扁等因素會導(dǎo)致輥縫形狀的變化,導(dǎo)致鋼板凸度[3]。彎輥就是用于減小鋼板的凸度的,其布局見圖1。

圖1 彎輥系統(tǒng)
但彎輥也有其局限性,其彎輥力有上限,無法消除鋼板的中部浪形,對鋼板的厚度自動控制也會產(chǎn)生干擾[4]。所以通常除了彎輥系統(tǒng)外還會同時使用竄輥系統(tǒng)。而CVC軋制技術(shù)就是在此基礎(chǔ)上發(fā)展而來的,CVC軋制技術(shù)是指工作輥可以沿軸線竄動,從而改善鋼板的凸度。但由于CVC竄輥系統(tǒng)只能在沒有軋鋼的情況下預(yù)先調(diào)節(jié),在軋制過程中是不能調(diào)節(jié)的,在實際使用過程中并不能保證軋制出良好的板形,因此通常情況下精軋上會帶有彎輥系統(tǒng),配合CVC竄輥系統(tǒng)一起調(diào)節(jié)工作輥的輥縫形狀,從而改善鋼板質(zhì)量,參考圖2。

圖2 CVC竄輥系統(tǒng)
竄輥系統(tǒng)采用四個竄輥油缸,布置在換輥側(cè),上、下工作輥的入出口各一個竄輥油缸。竄輥油缸的活塞直徑為280mm,活塞桿直徑為180mm,竄輥行程為±150mm,加上工作輥的布置的±50mm,共有400mm的竄輥量。竄輥缸工作壓力為25.5MPa,按此計算可以得出竄輥油缸推力為157噸,而拉力為64.9噸。
2 工作輥軸向力分析
竄輥油缸活塞桿除了要承受竄輥油缸的推力和拉力外,還會承受軋CVC軋制過程中的工作輥軸向竄動力,因此有必要對工作輥軸向力進行分析。工作輥受力圖見圖3,工作輥軸向力產(chǎn)生的原因主要為:工作輥軸線水平交叉和豎直交叉、傳動萬向軸產(chǎn)生的周期性周向力。其中工作輥水平交叉和豎直交叉是軸向力過大的主要原因,而交叉的主要原因是牌坊窗口磨損導(dǎo)致的間隙過大造成的。根據(jù)1978年美國提出的工作輥軸向力取決于軋制力P和交叉角θ。當工作輥裝配的零部件制造裝配良好且牌坊窗口尺寸合適時,軸向力Ft約為軋制力P的0.5%~1%,如果工作輥交叉,工作輥的軸向力Ft約為軋制力P的5%[5]。軸向力FT的計算經(jīng)驗公式為:FT=K×P,上式中:P——軋制力;K——軸向力系數(shù),,θ——工作輥水平交叉角;r——壓下率;f——軋制摩擦系數(shù)。顯然當θ=0時,K=1,F(xiàn)T=0,隨著θ的增加軸向力也隨之增加。

圖3 工作輥受力圖
實際應(yīng)用過程中由于牌坊安裝耐磨板部位的磨損及耐磨板本身的磨損,在磨損嚴重時總磨損量接近于10mm,而兩個軸承座間距為6905mm。因此交叉角θ=arctan(10/6905)=0.083°。根據(jù)黃傳清博士[6]的研究認為軸向力系數(shù)在交叉角在0.083°時約為0.07,參考圖4。該精軋機設(shè)計軋制力為10000噸,通過對軋機監(jiān)測系統(tǒng)歷史信號的追溯可見軋制力一般在2500噸~6000噸之間的次數(shù)較多,見圖5,本文按8000噸軋制力進行計算。因此軸向力:FT=K×P=0.07×8000t=560t。軸向力主要由支撐輥的摩擦阻力承受,但極端情況下竄輥鉤頭也會承受軸向力部分分力的沖擊力作用。

圖4 軸向力與交叉角的關(guān)系

圖5 軋制力監(jiān)控數(shù)據(jù)
3 竄輥油缸活塞桿鉤頭有限元分析
為了了解竄輥油缸活塞桿鉤頭的承載極限,本文采用有限元分析對竄輥油缸活塞桿鉤頭的能力進行分析計算。活塞桿鉤頭采用整體鍛造法制造而成,為了節(jié)省計算時間僅單獨對活塞桿鉤頭進行分析而不采用裝配體模式分析,將鉤頭上的墊板去除,對計算結(jié)果影響不大的活塞桿鉤頭上的特征去除并建立簡化模型。鉤頭材料選用42CrMo,抗拉強度σb=1080MPa,σs=930MPa。在有限元分析前應(yīng)對模型進行初步處理,對活塞桿靠活塞處進行固定約束,對活塞桿桿體進行圓柱圓徑向位移為零約束,鉤頭靠傳動側(cè)方向與工作輥軸承座接觸面處施加壓力。采用六面體單元對活塞桿劃分網(wǎng)格并對鉤頭卡槽內(nèi)兩個R圓角及桿體與鉤頭的軸頸R圓角處細劃網(wǎng)格,單元尺度為2mm。共劃分431697個節(jié)點和289812個單元,單元平均尺度為30.9mm,最小尺度為2mm。將施加載荷從140t按每次遞減20t至到40t進行變化分次進行加載,以40t載荷為例得到圖6的主應(yīng)力云圖,應(yīng)力最大處為活塞桿鉤頭軸頸R圓角,反應(yīng)出活塞桿鉤頭在薄弱點在此,與事故發(fā)生時的斷裂部位相吻合。此外加載處與油缸軸線有較大偏離,存在力矩情況,此類設(shè)計有較大缺陷。(a)顯示為第一主應(yīng)力,大小為520.5MPa,(b)顯示為第三主應(yīng)力,大小為47.6MPa,是處于三向拉應(yīng)力狀態(tài),應(yīng)以第一主應(yīng)力進行校核。將每次計算結(jié)果統(tǒng)計到表1,從表中可見當假定軸向力由四個竄輥缸活塞桿平均承受時其最大第一主應(yīng)力為1822MPa,大幅超過材料本身抗拉強度。此外隨著施加的載荷逐漸變小時,相應(yīng)的第一主應(yīng)力也相應(yīng)減小。
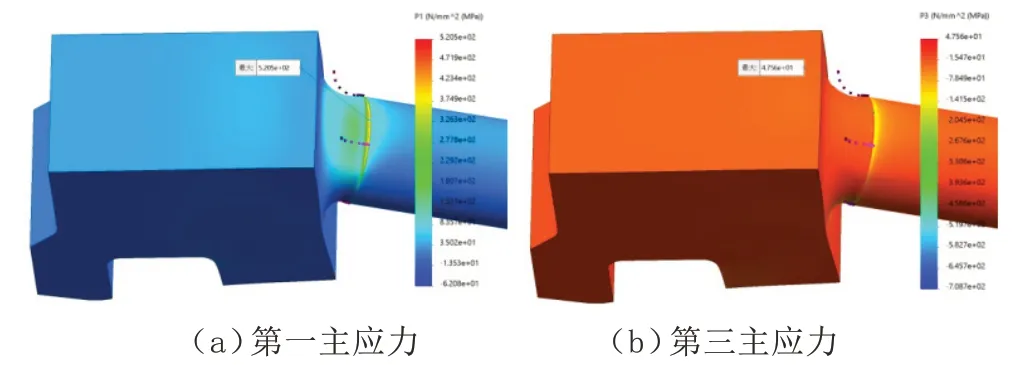
圖6 活塞桿鉤頭主應(yīng)力云圖
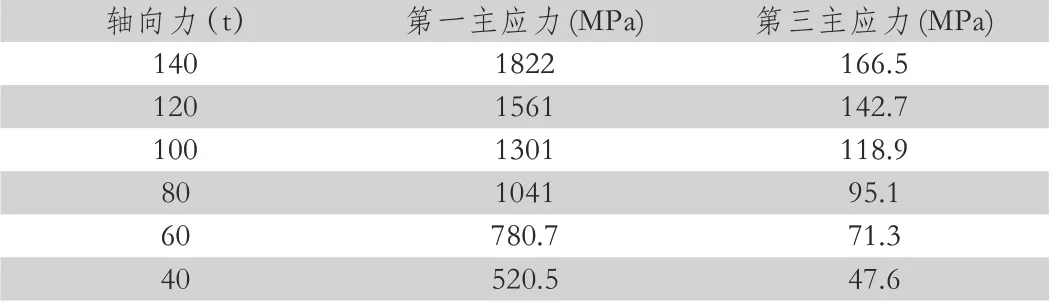
表1 不同軸向力下的活塞桿鉤頭軸頸R圓角處應(yīng)力水平
將表1數(shù)據(jù)形成圖7的第一主應(yīng)力與軸向力關(guān)系曲線,可見其曲線呈直線變化,其斜率約為13MPa/t,根據(jù)線性原則大約在71.54t載荷時達到材料的屈服強度。
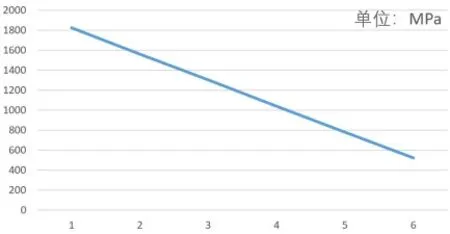
圖7 第一主應(yīng)力隨載荷變化曲線
以71.54t作為竄輥油缸的載荷反推桿側(cè)的液壓壓力約為198bar,該壓力低于最大工作壓力。圖8反應(yīng)了在軋制薄板時的竄輥油缸壓力曲線,藍色代表的是活塞側(cè)壓力曲線,紅色代表的是桿側(cè)壓力曲線。軋制薄板時的軋制力通常較大,從曲線中可以看出僅在竄輥缸動作時桿側(cè)壓力較高,而在正常軋制時數(shù)據(jù)較低。且上、下竄輥的壓力在正常軋制時并不一致,下竄輥偏高,但未達到上面計算的198bar壓力,監(jiān)控曲線對應(yīng)的軋機牌坊窗口尺寸良好,但從曲線上看竄輥缸仍承受了一部分軸向力,也間接表明了軸向力主要由支撐輥摩擦力承受的結(jié)論。
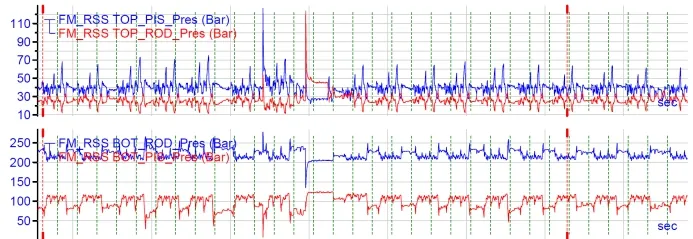
圖8 竄輥油缸監(jiān)控壓力曲線
4 結(jié)語
本文以某寬厚板廠精軋機竄輥系統(tǒng)為研究對象,針對使用情況及事故情況分析了竄輥系統(tǒng)及工作輥軸向力,并對竄輥油缸活塞桿鉤頭進行了有限元分析,本文得出如下結(jié)論:①工作輥軸向力與軋機牌坊窗口間隙導(dǎo)致的輥系交叉有較大關(guān)系,目前對軸向力研究的相關(guān)文獻較多,但大多結(jié)論公式仍僅只能用于參考,與實驗檢測數(shù)據(jù)仍有一定偏差。②軸向力主要由支撐摩擦力承受,而竄輥系統(tǒng)也承擔(dān)了一部分軸向力,但在牌坊窗口尺寸良好的情況下相對安全,實際應(yīng)用中應(yīng)注意牌坊窗口尺寸的變化以便于及時修復(fù)。③竄輥油缸活塞桿鉤頭的薄弱點在鉤頭與桿體的軸頸R圓角處,此處應(yīng)力較大,原因是載荷部位與油缸軸線有較大偏離而形成力矩,設(shè)計中應(yīng)盡量避免此類情況,另外應(yīng)加強對R圓角處的探傷,提前發(fā)現(xiàn)裂紋以避免事故發(fā)生。④在實際應(yīng)用中對竄輥油缸軋制時的壓力曲線的變化趨勢進行監(jiān)控非常有必要,可提前發(fā)現(xiàn)隱患以避免事故。⑤該設(shè)計結(jié)構(gòu)中竄輥油缸尺寸偏小,且活塞桿鉤頭處受力部位與油缸有較大偏離,對油缸受力不利,應(yīng)加以改造。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32