冷軋下機支撐輥疲勞層分析檢測
2021-11-02 08:34:22張文亮繆軍紅
中國金屬通報 2021年10期
張文亮,繆軍紅,劉 飛,王 全
(首鋼京唐鋼鐵聯(lián)合有限責任公司,河北 唐山 063000)
冷軋輥是冷軋機組的重要工藝件,它直接影響著各工序的生產(chǎn)節(jié)奏及產(chǎn)品質(zhì)量,軋輥輥耗同時也是重要的工序成本之一。檢測下機舊輥的疲勞層,能夠在保證軋輥質(zhì)量的同時最大限度的降低軋輥磨削量,使得軋輥消耗成本大大降低[1]。
金屬鍛鋼軋輥在經(jīng)過上機軋制服役后,由于受到巨大的接觸應力和周期性剪切應力負荷,輥面表層會形成一定厚度的疲勞層(疲勞層),硬化層內(nèi)位錯密度升高,可能會出現(xiàn)駐留滑移帶,甚至出現(xiàn)裂紋。
一般來說,輥面硬化層的硬度比正常輥面硬度偏高,經(jīng)過把疲勞層去掉后其硬度恢復正常值,其厚度可以用硬度梯度法檢測出來。但是在實際應用當中,該方法存在測量不精確的問題,軋輥常用的肖氏硬度檢測時,硬度計的測量誤差達到了疲勞層與正常輥面硬度差水平,這樣導致實際檢測的硬度數(shù)據(jù)無法統(tǒng)計計算,疲勞層也就難以分析;同時輥面粗糙度對硬度值也有影響,以往經(jīng)常不予考慮造成數(shù)據(jù)失真。
1 硬度梯度檢測法
針對該問題,課題提出了解決的思路:
(1)改用里氏硬度測量法,里氏與肖氏同為回彈式檢測法,適用于鍛鋼輥,它的優(yōu)點是檢測數(shù)據(jù)較高,其在檢測疲勞層與正常輥面硬度差異時數(shù)值較大。
(2)采用多點加權(quán)平均的方法降低測量系統(tǒng)誤差,收集大量的檢測數(shù)據(jù)。
(3)硬度測量時設定粗糙度范圍,同時考慮分析硬度與粗糙度對應關系。
1.1 硬度計MSA分析
采用德國進口TH-160回彈式硬度計做為測量儀器,測量方法為里氏硬度D型測量。
里氏硬度試驗是一定直徑的碳化鎢球沖頭在一定試驗力作用下沖擊試樣表面,測量沖頭距試樣表面1mm 處沖擊速度與回跳速度。利用電磁原理感應出與速度成正比的電壓。里氏硬度值以沖頭回跳速度與沖擊速度之比來表示。
以“兩帶兩創(chuàng)”為抓手,凸顯創(chuàng)效成果。大力推進“黨組織帶黨員創(chuàng)效,黨員帶群眾創(chuàng)新”黨建品牌工程。其特點是:目標在效,核心在黨,突出在帶。以項目化為思路,黨員化為突破,效益化為目標,實現(xiàn)黨建工作融入中心,具體做法總結(jié)起來為八個字:行政出題,黨委選人。以“兩帶兩創(chuàng)”將重點工作項目化,項目管理日常化,培養(yǎng)提升黨員干部的項目思維、攻關思維,創(chuàng)新思維、服務思維。
利用六西格瑪工具,對該儀器進行測量系統(tǒng)分析,選用3人、6個測量部件、重復2次方法。

經(jīng)過測量系統(tǒng)分析,測量系統(tǒng)標準差為HLD2.78,研究變異比5.96%<30%,公差變異比27.83%<30%,可區(qū)分類別數(shù)23>5,該硬度計測量系統(tǒng)可信[2,3]。
1.2 硬度梯度檢測法
我們選用某鋼廠1420平整機支撐輥作為對象進行檢測,支撐輥為Cr5%鍛鋼輥,正常換輥周期約為6000km~8000km,最大軋制力約為8MN。不同磨削深度輥面均做5×5=25個硬度點,然后加權(quán)平均,形成一組數(shù)據(jù);工作輥粗糙度控制限定<Ra0.5μm,支撐輥粗糙度限定<Ra1.2μm。上見例表。經(jīng)過多點加權(quán)平均,測量系統(tǒng)誤差降為原來的1/=1/5,測量系統(tǒng)誤差進一步大大降低,標準差降為HLD(0.6~1.5)之間,數(shù)據(jù)可信度提高。
2 數(shù)據(jù)統(tǒng)計分析
2.1 疲勞層計算
選取了不同的10支下機軋輥進行測量(1075個數(shù)據(jù)點),分別形成10組檢測數(shù)據(jù),對這些數(shù)據(jù)進行統(tǒng)計整理,見下表。
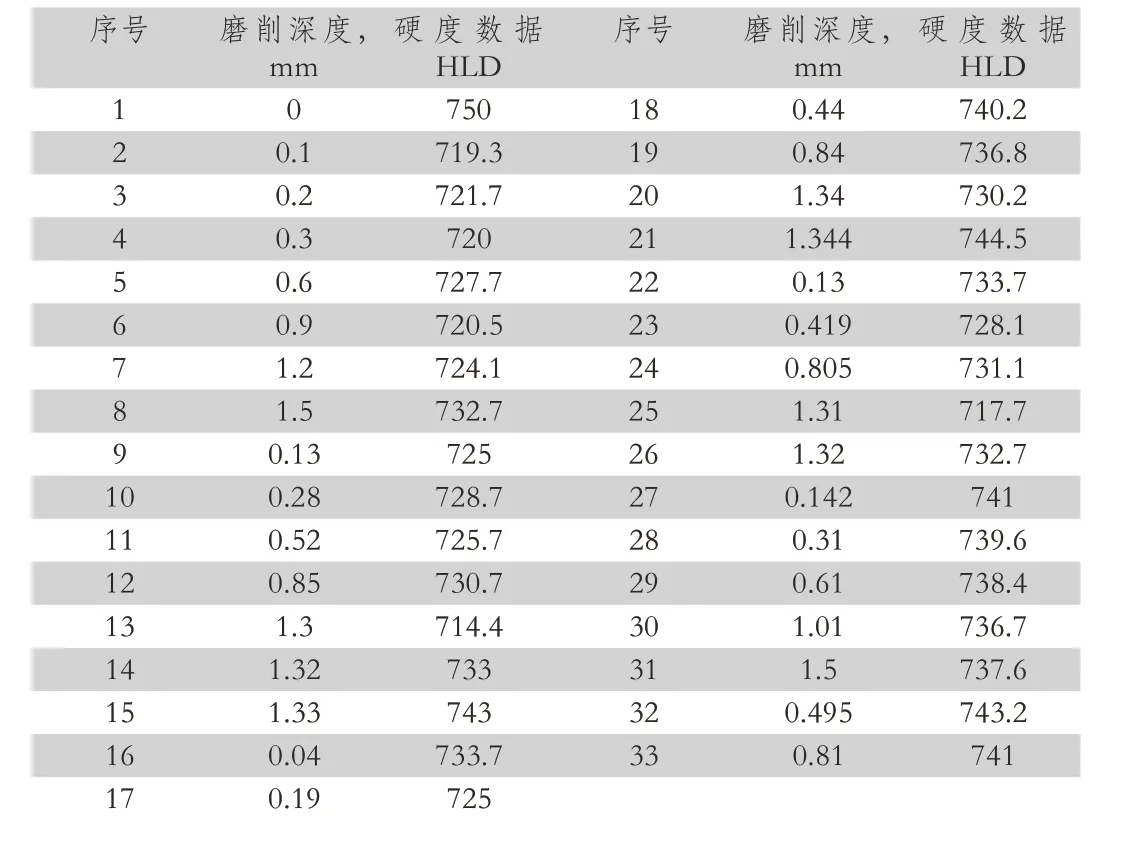
序號 磨削深度,mm硬度數(shù)據(jù)HLD 1 0 750 18 0.44 740.2硬度數(shù)據(jù)HLD序號 磨削深度,mm 0.1 719.3 19 0.84 736.8 3 0.2 721.7 20 1.34 730.2 4 0.3 720 21 1.344 744.5 5 0.6 727.7 22 0.13 733.7 6 0.9 720.5 23 0.419 728.1 7 1.2 724.1 24 0.805 731.1 8 1.5 732.7 25 1.31 717.7 9 0.13 725 26 1.32 732.7 10 0.28 728.7 27 0.142 741 11 0.52 725.7 28 0.31 739.6 12 0.85 730.7 29 0.61 738.4 13 1.3 714.4 30 1.01 736.7 14 1.32 733 31 1.5 737.6 15 1.33 743 32 0.495 743.2 16 0.04 733.7 33 0.81 741 17 0.19 725 2

序號 粗糙度 對應硬度HLD平均Ra 1 2 3 4 5 平均HLD 1 2 3 4 5 1 2.1562 2.49 2.02 2.273 1.952 2.046 833.2 825 837 839 837 828 2 1.7418 1.739 1.605 1.692 1.798 1.875 843 855 849 837 836 838 3 1.1642 1.163 1.147 1.141 1.122 1.248 842.4 842 851 841 838 840 4 1.272 1.172 1.415 1.176 1.38 1.217 846.4 850 856 842 836 848 5 0.8178 0.744 0.883 0.827 0.798 0.837 852.4 856 842 851 858 855 6 0.5816 0.573 0.603 0.604 0.548 0.58 856 857 851 859 857 856 7 0.3466 0.355 0.322 0.342 0.367 0.347 857 856 856 855 854 856 8 1.0188 1.14 1.144 1.024 0.841 0.945 852.4 847 854 853 852 856 9 2.5738 2.86 2.463 3.02 2.406 2.12 829 822 830 832 831 830 10 1.8042 1.829 1.655 1.745 1.989 1.803 841.2 845 839 840 838 844 11 1.42 1.312 1.357 1.48 1.534 1.417 847.2 850 841 849 849 847
利用JMP分析軟件,對整理數(shù)據(jù)進行擬合分析,發(fā)現(xiàn)硬度-磨削深度關系符合指數(shù)衰減模型,該擬合曲線R2為81.0%,模型可信。其擬合公式為:
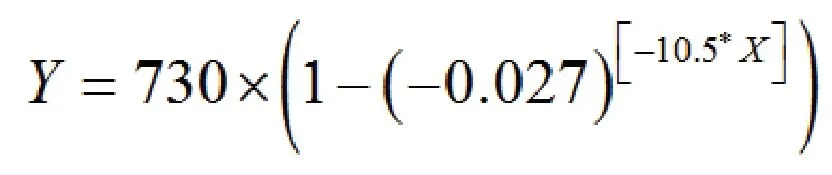
擬合曲線如下:
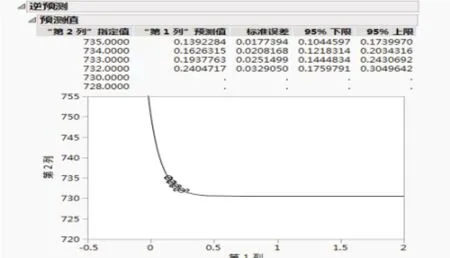
由擬合曲線分析,在未磨削時(舊輥)硬度處于最高值,開始磨削后從0mm至0.3mm左右硬度大幅下降,硬度值從HLD750降至HLD733左右,0.3mm之后進行加磨,硬度值趨于平緩不變。
經(jīng)過對該曲線的逆預測,當硬度值從HLD750降為HLD732時不再變化,此時對應磨削深度為0.24mm,則該擬合曲線計算的1420平整機支撐輥在正常工況時的疲勞層約為0.24mm。
2.2 輥面硬度與輥面粗糙度關系
2.2.1 平均值數(shù)據(jù)分析
利用minitab對平均值數(shù)據(jù)進行分析,在Ra值(0.3~2.5)μm范圍內(nèi),輥面硬度與粗糙度成線性關系,硬度隨著粗糙度的提高而逐漸下降。
2.2.2 整體數(shù)據(jù)分析
利用JMP軟件對整體值數(shù)據(jù)進行分析,輥面硬度和粗糙度呈Logistic回歸關系,關系式為:

綜合分析,輥面硬度確實和粗糙度有關,粗糙度越高輥面硬度越低。兩個分析對比看,個人認為輥面硬度應該在整體上呈Logistic回歸關系,在粗糙度0.5μm~2.5 μm的中間范圍內(nèi)近乎線性關系,在粗糙度≤0.5 μm時輥面硬度趨于平緩,對粗糙度的變化不太敏感。
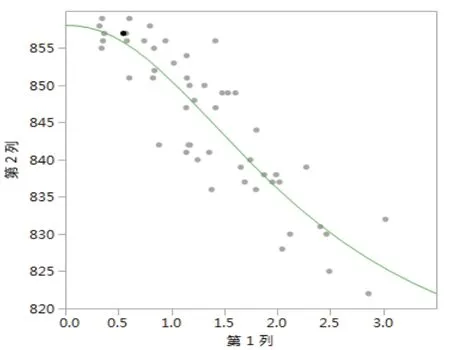
當粗糙度在0.3~1.2μm時,輥面里氏硬度值范圍為857~850HLD,波動范圍為6HLD,而疲勞層和正常輥面硬度降達到了20HLD,所以在Ra1.2范圍內(nèi)進行的硬度-疲勞層計算是可信的。
3 結(jié)論
通過測量方法改進和JMP數(shù)據(jù)分析,我們認為支撐輥疲勞層正常情況下預計在0.24mm左右,超過這個值后裂紋消除,輥面位錯密度及滑移分布趨于正常。
該數(shù)據(jù)相比磨削量設定(如2.0mm)低很多,這意味著軋輥降成本有比較大的空間。當然這是計算擬合值,在實際生產(chǎn)應用中,磨削量的設定應當偏保守一些,避免上機軋輥出現(xiàn)事故。降低設定磨削量的時候盡量注意兩個方面:一個是不要斷崖式大幅下降;另一個是用探傷方法驗證確保降低后質(zhì)量合格。
工作輥測量分析時,由于測量系統(tǒng)誤差和硬化層-正常輥面硬度差兩者的差距較小,工作輥疲勞層的檢測分析比支撐輥略難,但用這個方法應該也可以得出一個可信的結(jié)果。
在實際檢測分析過程中,我們也發(fā)現(xiàn)硬度值與輥面粗糙度也有很大關系,輥面硬度檢測值隨著粗糙度的提高而逐漸下降,符合Logistic回歸關系,在對硬度相關的測量分析時就要對粗糙度進行限制,否則分析可能失真。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
