刀具和主軸振動對精密切割CFRP材料影響分析
2021-11-02 08:09:14李桂玉
粘接 2021年10期
李桂玉
摘 要:碳纖維增強樹脂復合材料(CFRP)因其具備高比強度、各向異性與層壓性等特征,在進行加工時易出現分層、毛刺、撕裂與其他缺陷。運用金剛石磨片進行高速切削能夠有效提升碳纖維復合材料的加工質量。但顯然受刀具振動影響,在對刀具和主軸進行有限元分析基礎上,研究刀具和主軸振動對精密切削CFRP切削形態的影響,并且通過測量主軸振動幅度進行驗證。理論研究與實驗結果表明,切削力對主軸固有振動刺激影響較小;碳纖維間歇切割是主軸額外振動的重要來源;碳纖維復合材料本身存在較多缺陷,例如:微孔、微裂紋等,由于切削工具振動幅度正在進一步增大,主軸振動是在高速微切削中造成CFRP損壞的首要原因。
關鍵詞:碳纖維增強樹脂復合材料;主軸振動;精密切割;機床加工;振動頻率
中圖分類號:TB332 文獻標識碼:A ? ? 文章編號:1001-5922(2021)10-0137-03
Analysis of Influence of Tool and Spindle Vibration on Precision Cutting CFRP Material
Li Guiyu
(Dongying Vocational Institute, Dongying 257091, China)
Abstract:Carbon fiber reinforced resin composites (CFRP) are prone to delamination, burr, tear and other defects during processing due to their high specific strength, anisotropy and laminating properties. High-speed cutting with diamond grinders can effectively improve the machining quality of carbon fiber composites. However, due to the influence of tool vibration, based on the finite element analysis of tool and spindle, the influence of tool and spindle vibration on the cutting shape of precision cutting CFRP was studied, and the vibration amplitude of spindle was measured to verify the effect. Theoretical research and experimental results show that the cutting force has little effect on the natural vibration stimulation of the spindle. Intermittent cutting of carbon fiber is an important source of extra vibration of spindle. Carbon fiber composites themselves have many defects, such as microholes, microcracks, etc., because the vibration amplitude of cutting tools is further increasing, spindle vibration is the primary cause of CFRP damage in high-speed microcutting.
Key words:carbon fiber reinforced resin composites; spindle vibration; precision cutting; machine tool processing; vibration frequency
0 引言
碳纖維復合材料具有高比模量、較低密度、耐高溫、高比強度以及出色的抗震能等優勢特征,被眾多工業領域廣泛應用。基于CFRP具備多種優異特征,在傳統鉆孔、銑削和切割方法中基體極易發生破碎、毛刺、分層以及纖維層斷裂等現象。加工技術逐漸先進,因此對機床技工質量與精準度提出較高要求,高速度精密切削方式能夠有效提升機床加工的精確度。文章提到CFRP在經過精密劃片機切割后,所得到的復合材料表面光滑、損傷程度較小。但是,實驗結果顯示,機床主軸的振動對CFRP的表面光滑程度產生較大影響,高速度切削中機床主軸的振動將直接影響機床加工的精密度。
機床主軸在切削過程中動態響應包括較多能夠反映其運行狀態的特征信息,尤其是切削負荷變化造成的機床主軸振動,其對機床加工精確度與質量起決定性作用。普通高速機床主軸為電動主軸,可將其振動形式分為機械振動、電磁振動兩種,而當電動主軸正常運行時,主軸中各種諧波磁場經過相互作用產生磁場,最終形成主軸電磁振動,然而機械振動主要是在加工和加工生產過程中主軸質量不均衡所引起。所以,切削主軸振動響應對機床加工精確度與質量存在重大意義。
1 CFRP精密切割實驗
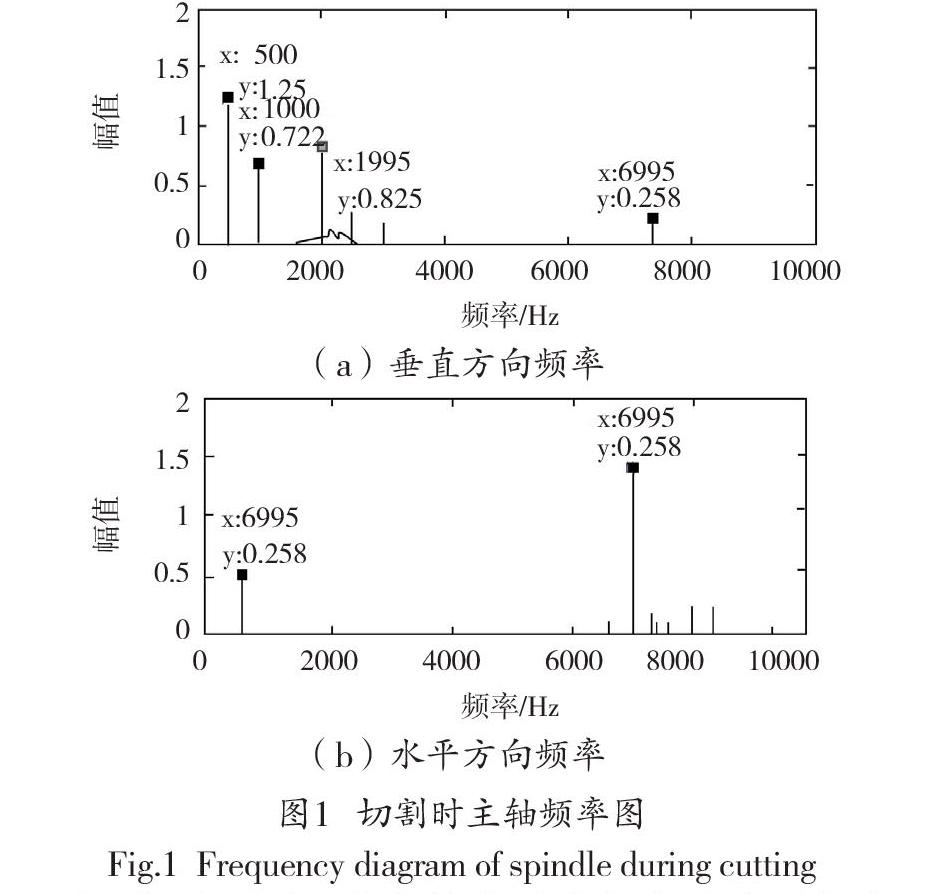
信號收集持續時間為0.17s。進行切割時進給速度為5mm/s,即在每個信號采集周期中切割器向前移動0.65mm。此外,時域波形中兩峰之間的實際距離為0.0015s,即兩峰之間間隔距離為6.5μm,碳纖維切割直徑約為7.5μm。清晰看出在切割纖維時所產生的切割力便是主軸振動根本原因。為更直接清晰觀察振動信號發生規律,通過傅里葉技術對所測時域信號進行變換,最終得到振動信號頻譜圖,如圖1所示。
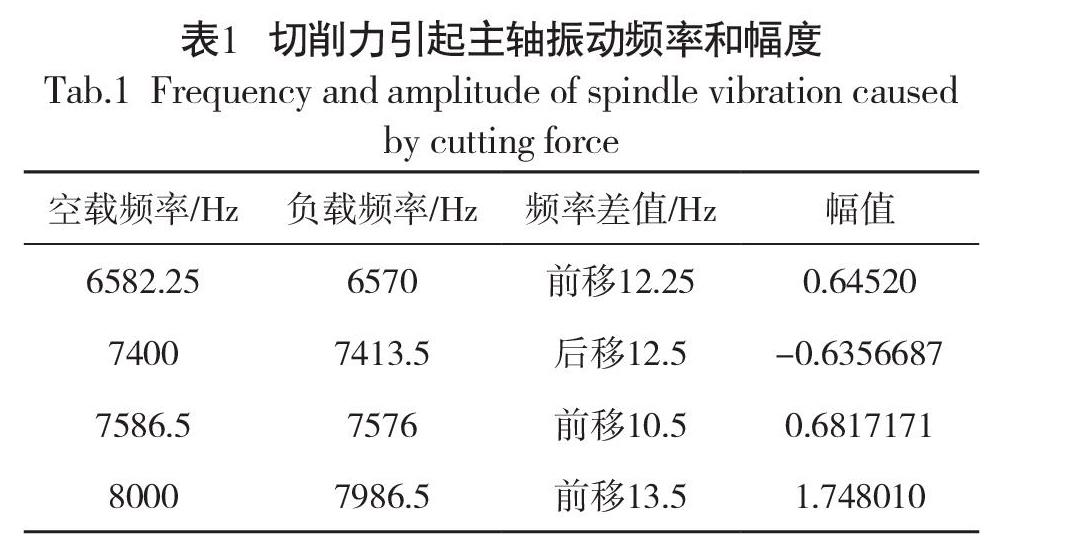
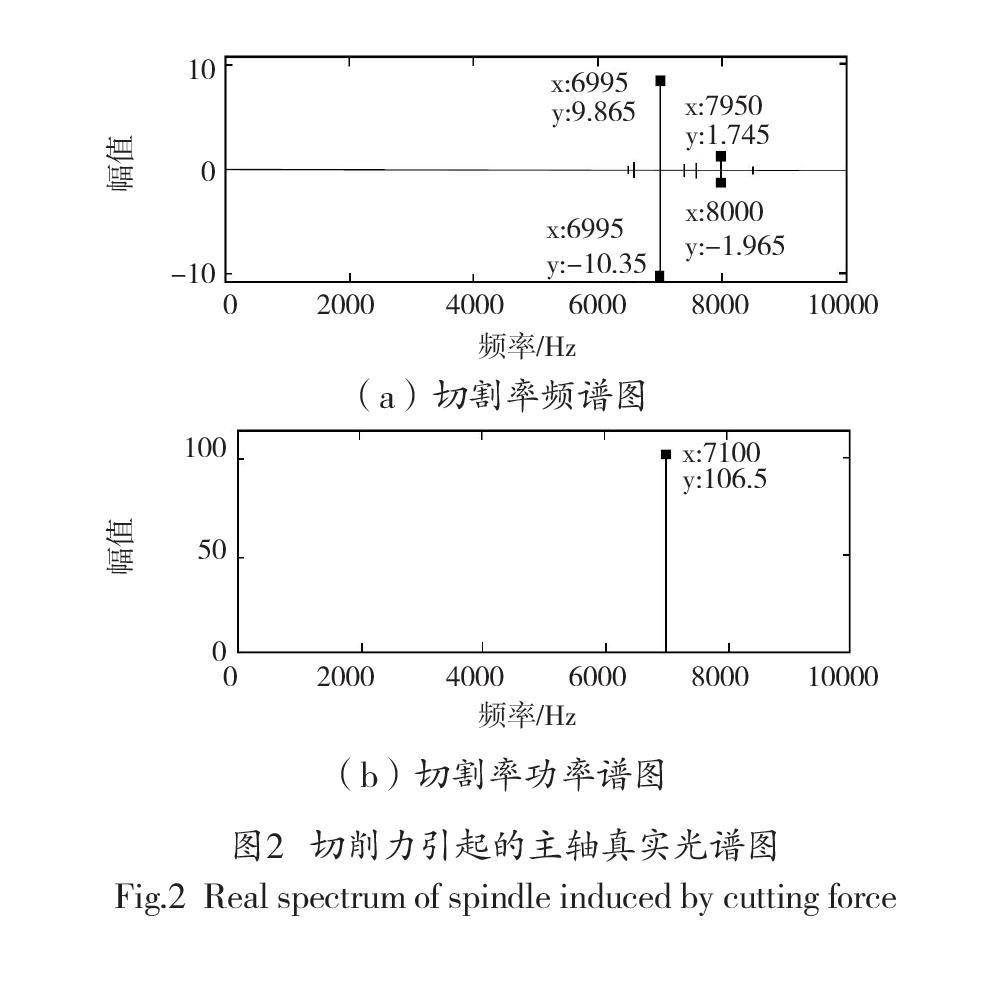
在圖1中看出,當主軸在垂直方向或水平方向上時振動頻率會加倍,機床主軸會產生劇烈振動。其中,主軸頻率為500Hz,轉動頻率為6990Hz,該頻率由電動主軸內部轉子極對數決定。通過比較空載和負載主軸振動幅度,沒有發生明顯變化,表明切削過程中切削力很小。實際頻率和振幅變化如表1所示,因此切削力引起振動與主軸本身旋轉相比不會對主軸造成較大振動。分析切削過程中機床振動原因可分為以下兩方面:①纖維束在碳纖維復合材料中分布不均衡,導致切削力與切削量發生變化,其切削力較小屬于微切削,切削力變化引起機床主軸振動幅度較小;②金剛石砂輪中磨粒在一定程度上磨損、脫落,磨粒脫落在機床主軸振動過程中進而增加主軸振動頻率,隨著新的磨粒加入到切削過程中,振動機床主軸逐漸穩定。通過比較切削力頻譜與功率譜,能夠清晰看出主軸振動規律與切削規律相同,并且兩者在14倍頻程處都存在一個較大峰值。
為更清楚觀察刀具在30000r/min的速度下,切削時產生的變形現象,因此會收集振動信號進行處理,得到的功率譜曲線如圖2所示,統計機床所產生的振動幅值,最終完成振動諧波響應分析。
2 CFRP精密切割方法與應用設備
用DS610精密劃片機切割T300碳纖維復合材料,切削時設置主軸轉動速度為30000r/min,進給速度為5mm/s,設置切削深度為0.3mm。將超薄金剛石切割片安裝在電動主軸卡盤上,并將碳纖維復合層壓板利用真空吸盤在工作臺上進行固定。在測試之前,將傳感器分別固定在主軸水平與垂直方向上,以方便探究主軸和刀具振動對切割碳纖維復合材料直接影響。為確保測試主軸在切削力作用下產生振動不受外界因素干擾,在啟動狀態下測量機床主軸對環境的振動,進而測量主軸在空轉時產生的振動幅度,最后測量切削時主軸產生的振動幅度。
用于切割碳纖維復合材料的切割工具是超薄金屬粘結切割片,在金屬基體與金剛石磨料經過高溫熱壓和燒結制作而成。切割片外圍直徑是59mm,厚度是0.25mm,金剛石磨粒直徑在37~75μm以內。如圖2所示,切割刀片表面暴露的金剛石磨料顆粒用于切割碳纖維復合材料。在切削前后測量復合材料的外形以及材料表面光滑度,方便下一步研究主軸與刀具振動幅度對切削外形的影響。
3 切割主軸與刀具振動模態研究
利用夾子將金屬切割片壓在主軸上,并且使切割刃露出約1.5mm高度。因為固定裝置的厚度比工具厚度較大,因此主軸由懸臂結構支撐,剛度較弱的部件是主軸與刀具。所以,僅建立刀具與主軸的有限元模型用于模態分析。金屬超薄金剛石砂輪的彈性模量為E1=1.27×105MPa、泊松比為μ1=0.23、密度ρ1=5200kg/m3。利用Lanzos方式對主軸模態進行分析。因為較低階段模態對主軸整個系統產生較大影響,所以計算出主軸前5階段模態,并得出它們排列形式。
3.1 金屬切割刀具模態分析
表2是工具進行模型狀態分析的最終結果,基于較低階段的固定頻率對振動幅度產生較大影響,因此僅列出前5階段模態以及相應的振動模式和臨界轉動速度,當設置刀具轉動速度為30000r/min時,刀具自身轉動頻率是在第一階段與第二階段固定頻率之間,刀具振動模式以軸向變形為主,切削會引起切縫寬度增加,為有效觀測刀具旋轉狀態時所發生的最大變形數值,進而提取刀具最外側節點,如圖3所示。
在圖3中的最大徑向變形值能夠得出,當工具頻率為500Hz時,一階和二階固定頻率之間的變形約為0.3mm。因此,得出該工具可能在切割過程中對機床造成約0.3mm破壞層。
3.2 切割主軸模態分析
表3是主軸模型狀態分析結果,由于低階固定頻率對振動產生較大影響,因此僅列出前6個相應模式形狀與臨界轉動速度。當刀具轉動速度為30000r/min時,主軸本身旋轉頻率小于刀具第一階段固定頻率,對應于主軸第一階段固定頻率的臨界速度達到76795r/min,盡管不會造成共振現象發生,但遠遠超過機床最大轉速限值40000r/min。當主軸本身頻率為第一階段固定頻率時,主軸的振動方式主要為軸向擺動,即在切削時刀具沿中軸方向上下進行擺動。
4 結語
(1)主軸轉動速度為20000r/min時,對切削面造成損傷較小,但切削面粗糙程度稍差,當主轉動速度達到30000r/min時,切削面粗糙程度有所降低,但是出現較多微損傷。
(2)基于切削力作用下主軸振動與刀具振動響應的仿真分析,切削過程中切削力引起刀具振動幅度較小,刀具外形變化較小,因此刀具變形造成的損壞較小。
(3)由于在切削過程中主軸對刀具工件加工過程中存在諸如微孔、微裂紋等缺陷,因此,刀具振動加劇缺陷部分更為嚴重,甚至出現纖維和基質層損壞等現象。
(4)為有效提升刀具加工質量應從兩個方面入手,一是減少主軸本身振動幅度,二是提高刀具綜合使用性能,主軸能夠降低刀具在切削時所造成的損壞程度。
參考文獻
[1]張德遠,劉逸航,耿大喜,等.超聲加工技術的研究進展[J].電加工與模具,2019(05):1-10+19.
[2]張園,康仁科,劉津廷,等.超聲振動輔助鉆削技術綜述[J].機械工程學報,2017,53(19):33-44.
[3]陳芳.基于回轉刀架的三自由度數控車削加工建模仿真分析[J].粘接,2020,42(06):125-128+157.
[4]伍俏平,歐陽志勇,陽慧,等.超細晶硬質合金加工機理及加工性能[J].宇航材料工藝,2019,49(06):1-6.
[5]蔡永林,高超峰.葉片曲面微結構加工刀位軌跡規劃[J].北京交通大學學報,2019,43(06):111-117.
[6]牛芳芳.復合材料連接技術研究現狀[J].粘接,2021,45(01):58-60.
[7]高航,袁業民,陳建鋒,等.航空發動機整體葉盤磨料水射流開坯加工技術研究進展[J].航空學報,2020,41(02):6-27.
[8]張寶磊,李聰,朱帥玲.CFRP碳纖維增強樹脂基復合材料超聲輔助切削技術研究現狀與展望[J].裝備制造技術,2020(07):185-190+193.
[9]宋育紅.玻纖復合材料槳葉試件多軸數控加工研究[J].粘接,2020,44(12):109-112.
